Das könnte Ihnen auch gefallen
- Procedure For WeldingDokument7 SeitenProcedure For WeldingMecon Hyderabad100% (1)
- Brace ToolDokument317 SeitenBrace ToolJhon Eder Orozco100% (2)
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDokument1 SeiteWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNoch keine Bewertungen
- Fundamentals of Gas Welding and CuttingDokument73 SeitenFundamentals of Gas Welding and CuttingDilipNoch keine Bewertungen
- Gas Metal Arc Welding (GMAW) : University of Kuala Lumpur - Malaysia France InstituteDokument16 SeitenGas Metal Arc Welding (GMAW) : University of Kuala Lumpur - Malaysia France InstituteKamarul Nizam100% (1)
- Guide For AWS D1.1 2020 Visual Weld Inspection 1Dokument6 SeitenGuide For AWS D1.1 2020 Visual Weld Inspection 1Nima SharifiNoch keine Bewertungen
- How To Read Welding GaugesDokument8 SeitenHow To Read Welding Gaugeservikas34Noch keine Bewertungen
- Coating Inspection Practices: Wilko Paint, IncDokument41 SeitenCoating Inspection Practices: Wilko Paint, Incdarko kojoNoch keine Bewertungen
- Ensuring Weld Quality in Structural Applications: by Duane K. Miller, SC.D., P.EDokument16 SeitenEnsuring Weld Quality in Structural Applications: by Duane K. Miller, SC.D., P.Ecentaury2013Noch keine Bewertungen
- Control Distortion During Design StageDokument5 SeitenControl Distortion During Design StagebalamuruganNoch keine Bewertungen
- Cost BreakupDokument6 SeitenCost Breakuppiyush sharma100% (1)
- API 1104 InterpretationDokument6 SeitenAPI 1104 Interpretationhekayat71Noch keine Bewertungen
- VT Acceptance Criteria WeldsDokument14 SeitenVT Acceptance Criteria WeldsCharwin Xiao100% (1)
- WeldingDokument193 SeitenWeldingavutu_kunduruNoch keine Bewertungen
- Design of Fillet Weld For Tension MembersDokument3 SeitenDesign of Fillet Weld For Tension MemberschannajayamangalaNoch keine Bewertungen
- Dutyies of Welding InspectorDokument30 SeitenDutyies of Welding InspectorMorg Actus100% (1)
- CSWIP 3.1 Study NotesDokument11 SeitenCSWIP 3.1 Study Notesmuhammadazhar50% (2)
- Inspection and Welding Repairs of Pressure VesselsDokument9 SeitenInspection and Welding Repairs of Pressure VesselsClaudia Mms100% (1)
- Welding NotesDokument39 SeitenWelding NotesSabir JadejaNoch keine Bewertungen
- Quality Inspection - WeldingDokument4 SeitenQuality Inspection - WeldingMin Min Mit100% (1)
- OSD Welding ProcedureDokument6 SeitenOSD Welding ProcedureVijayakumar Chandran100% (1)
- MG-HSEQ-Q-P-0268 Rev A1 Corporate Procedure For Visual InspectionDokument11 SeitenMG-HSEQ-Q-P-0268 Rev A1 Corporate Procedure For Visual InspectionAbdelrahman Hosny100% (1)
- Module 4 Weld Geometry and Welding Symbols-1Dokument87 SeitenModule 4 Weld Geometry and Welding Symbols-1Miki Jaksic100% (1)
- Best Welding Practices (Pernis) : Doel / ScopeDokument91 SeitenBest Welding Practices (Pernis) : Doel / Scopechompink6900100% (1)
- Q.1 Which Welding Technique You Would Adopt To Weld The Vertical Seams of TwoDokument38 SeitenQ.1 Which Welding Technique You Would Adopt To Weld The Vertical Seams of Twoquiron2010Noch keine Bewertungen
- Welding TerminologyDokument17 SeitenWelding TerminologyAndreea TimiserNoch keine Bewertungen
- KEMPPI Welding Technology Course: R.BanerjeeDokument78 SeitenKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNoch keine Bewertungen
- Weld Quality Improvement: S. L. Pandit Lecturer/ EMDokument64 SeitenWeld Quality Improvement: S. L. Pandit Lecturer/ EMmailbkrao100% (1)
- Consider Penetration When Determining Fillet Weld SizeDokument3 SeitenConsider Penetration When Determining Fillet Weld SizecanakyuzNoch keine Bewertungen
- Welding ProceduresDokument11 SeitenWelding ProceduresnamasralNoch keine Bewertungen
- Shielded Metal Arc Welding Electrodes: Chapter ObjectivesDokument8 SeitenShielded Metal Arc Welding Electrodes: Chapter ObjectivesWilly UioNoch keine Bewertungen
- RTCC Manual WPS Approval WE-WPS-001Dokument7 SeitenRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNoch keine Bewertungen
- Stock Strip LayoutDokument3 SeitenStock Strip LayoutSwaran Singh67% (3)
- TOOLS and EQUIPMENTDokument22 SeitenTOOLS and EQUIPMENTDrew Daniel SosaNoch keine Bewertungen
- Quality Level BDokument17 SeitenQuality Level BUgonnaNoch keine Bewertungen
- BEW - Method Statement For Electrical Conduiting in Concealed WallDokument9 SeitenBEW - Method Statement For Electrical Conduiting in Concealed WallArun UdayabhanuNoch keine Bewertungen
- Weld Repairs:: 1) Production Repairs 2) In-Service RepairsDokument4 SeitenWeld Repairs:: 1) Production Repairs 2) In-Service RepairsEhsan KhanNoch keine Bewertungen
- TVL-Shielded Metal Arc Welding 12 Third: PanimulaDokument3 SeitenTVL-Shielded Metal Arc Welding 12 Third: PanimulaFlorinda Gagasa100% (1)
- WOWLibrary Preheating of Materials ConsumablesDokument4 SeitenWOWLibrary Preheating of Materials ConsumableshreerNoch keine Bewertungen
- Welding InspectionDokument15 SeitenWelding InspectionSreedhar Patnaik.MNoch keine Bewertungen
- Ir 5073 Ppa 005Dokument6 SeitenIr 5073 Ppa 005ValiNoch keine Bewertungen
- Kou2003 PDFDokument6 SeitenKou2003 PDFGe EffgenNoch keine Bewertungen
- How To Choose Electrodes For Joining High-Strength SteelsDokument3 SeitenHow To Choose Electrodes For Joining High-Strength SteelsmakcodetechNoch keine Bewertungen
- Appendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Dokument24 SeitenAppendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Tahir AliNoch keine Bewertungen
- Weldingdefects 150915053459 Lva1 App6892Dokument22 SeitenWeldingdefects 150915053459 Lva1 App6892Star GlacierNoch keine Bewertungen
- Job Knowledge 68Dokument8 SeitenJob Knowledge 68Mehmet Soysal100% (1)
- LISA - Best Practice Gude PDFDokument42 SeitenLISA - Best Practice Gude PDFsilvestre15085Noch keine Bewertungen
- Bhel HandrailsDokument66 SeitenBhel HandrailsAkepati Sunil Kumar ReddyNoch keine Bewertungen
- TWI - FAQ - Can One Company Use Welding Procedures Qualified by Another CompanyDokument3 SeitenTWI - FAQ - Can One Company Use Welding Procedures Qualified by Another CompanytuanNoch keine Bewertungen
- ARTICLE - Advancements in The Hardness Testing of Welds (2010)Dokument3 SeitenARTICLE - Advancements in The Hardness Testing of Welds (2010)Sangameswaran RamarajNoch keine Bewertungen
- ARTICLE - Destructive Testing Basics (2012)Dokument4 SeitenARTICLE - Destructive Testing Basics (2012)Sangameswaran RamarajNoch keine Bewertungen
- Section 9 - Welding ControlDokument6 SeitenSection 9 - Welding ControlYasser Hammad MohamedNoch keine Bewertungen
- Is 2720.8.1983Dokument14 SeitenIs 2720.8.1983Elumalai Srinivasan100% (2)
- Cswip Visual Welding Inspector 3.0 BrochureDokument1 SeiteCswip Visual Welding Inspector 3.0 BrochureNasfauzan100% (2)
- What Is Peening?: Frequently Asked QuestionsDokument2 SeitenWhat Is Peening?: Frequently Asked QuestionstuanNoch keine Bewertungen
- Welder NIMI Q 2Dokument30 SeitenWelder NIMI Q 2Mahesh SonarNoch keine Bewertungen
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDokument5 SeitenDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- IS 2185 (Part 3) 1984Dokument18 SeitenIS 2185 (Part 3) 1984Nagaraju ChintaNoch keine Bewertungen
- 3 Welding Imperfections and Materials InspectionDokument31 Seiten3 Welding Imperfections and Materials InspectionSamerNoch keine Bewertungen
- 1 Duties and Responsibilities Section 1Dokument22 Seiten1 Duties and Responsibilities Section 1Saeed AnwarNoch keine Bewertungen
- ERW Pipe Issues and DefectsDokument2 SeitenERW Pipe Issues and Defectskaveh-bahiraee100% (1)
- 344.2 Visual Examination: Para. 344.7Dokument1 Seite344.2 Visual Examination: Para. 344.7NDTInstructorNoch keine Bewertungen
- Module 9.qualification 1.welding PerformanceDokument6 SeitenModule 9.qualification 1.welding PerformanceMohd NizamNoch keine Bewertungen
- Report 1 - Process 2Dokument8 SeitenReport 1 - Process 2Jason DignosNoch keine Bewertungen
- Welding Procedure - 1Dokument4 SeitenWelding Procedure - 1Vipin GuptaNoch keine Bewertungen
- Inspection and TestingDokument49 SeitenInspection and Testingnavdeep minhasNoch keine Bewertungen
- Specific Requirements Regarding Welding: CPTP-Volume I - Chapter VDokument10 SeitenSpecific Requirements Regarding Welding: CPTP-Volume I - Chapter VHaythem Ben ZidNoch keine Bewertungen
- Mgn177 Eletrical and AccidentDokument4 SeitenMgn177 Eletrical and AccidentFaris HarunNoch keine Bewertungen
- 2012 Calendar-Subject OrderDokument1 Seite2012 Calendar-Subject Orderhekayat71Noch keine Bewertungen
- MPCC 20 WPS12Dokument3 SeitenMPCC 20 WPS12hekayat71Noch keine Bewertungen
- Multy Outlet PipelineDokument3 SeitenMulty Outlet Pipelinehekayat71Noch keine Bewertungen
- Joint Design Process (Es) : Applicable To Off Plot Piping Per ASME B31.8Dokument2 SeitenJoint Design Process (Es) : Applicable To Off Plot Piping Per ASME B31.8hekayat71Noch keine Bewertungen
- Applicable To Off Plot Piping Per ASME B31.8: Joint DesignDokument1 SeiteApplicable To Off Plot Piping Per ASME B31.8: Joint Designhekayat71Noch keine Bewertungen
- Oil PipelinesDokument8 SeitenOil Pipelineshekayat71Noch keine Bewertungen
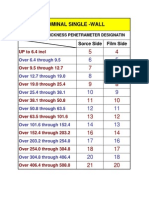
- Nominal Single - Wall: UP To 6.4 InclDokument1 SeiteNominal Single - Wall: UP To 6.4 Inclhekayat71Noch keine Bewertungen
- Relevant Rounded Indications: 1) 1/10t For T Less Than 3mm 2) 0.4 MM For 3 T 6 (MM) 3) 0.8 MM For 6 T 50 (MM) 4) 1.6 MM For T Greater Than 50mmDokument1 SeiteRelevant Rounded Indications: 1) 1/10t For T Less Than 3mm 2) 0.4 MM For 3 T 6 (MM) 3) 0.8 MM For 6 T 50 (MM) 4) 1.6 MM For T Greater Than 50mmhekayat71Noch keine Bewertungen
- Ultrasonic TestingDokument15 SeitenUltrasonic Testinghekayat71Noch keine Bewertungen
- Register of RT FilmDokument9 SeitenRegister of RT Filmhekayat71Noch keine Bewertungen
- 15 & 16 Equipment ListDokument29 Seiten15 & 16 Equipment Listhekayat71Noch keine Bewertungen
- EV Series CNC Vertical Machining Center2019Dokument32 SeitenEV Series CNC Vertical Machining Center2019SamiNoch keine Bewertungen
- Project Report FOR Casting Iron & Copper: PromoterDokument11 SeitenProject Report FOR Casting Iron & Copper: PromoterdjchiragNoch keine Bewertungen
- Unit-1: Safety in Metal Working Machinery and Wood Working MachinesDokument42 SeitenUnit-1: Safety in Metal Working Machinery and Wood Working Machinesvinod100% (1)
- TEC Chuck Jaws Catalogue 2014Dokument176 SeitenTEC Chuck Jaws Catalogue 2014HOSSIENNoch keine Bewertungen
- Test PDFDokument6 SeitenTest PDFDr. L. Bhanuprakash Reddy100% (1)
- Hand Tools - FilesDokument38 SeitenHand Tools - FilesRegulatory QualityNoch keine Bewertungen
- BN 84512Dokument2 SeitenBN 84512ناريمان ابو السعودNoch keine Bewertungen
- Seax MakingDokument23 SeitenSeax MakingKatja Kali Zaccheo100% (1)
- Worksheet 7 FitsDokument3 SeitenWorksheet 7 FitssubhadrarajanNoch keine Bewertungen
- Hardinge Catalog 2351Dokument48 SeitenHardinge Catalog 2351JoeGriffNoch keine Bewertungen
- Inventor - Despiece - GarruchaDokument1 SeiteInventor - Despiece - GarruchaMiguelNoch keine Bewertungen
- WJ Rock Slider InstallDokument1 SeiteWJ Rock Slider InstallRAWS6Noch keine Bewertungen
- Inspection Standard: Daily Inprocess Inspection/Prod./Rejection ReportDokument3 SeitenInspection Standard: Daily Inprocess Inspection/Prod./Rejection ReportPrakash kumarTripathiNoch keine Bewertungen
- Exp.1 Carpentry and Pattern Making, Moulding, CastingDokument2 SeitenExp.1 Carpentry and Pattern Making, Moulding, CastingKunalNoch keine Bewertungen
- Voestalpine - Boehler Cored Wires BrochureDokument6 SeitenVoestalpine - Boehler Cored Wires Brochurerusf123Noch keine Bewertungen
- Lec 1 Manufacturing Processes HAFDokument11 SeitenLec 1 Manufacturing Processes HAFZaky MuzaffarNoch keine Bewertungen
- Investigations On End Milling of CFRP Composite Using Router ToolsDokument14 SeitenInvestigations On End Milling of CFRP Composite Using Router Tools18M232 Nanta gopal CNoch keine Bewertungen
- SKT 11Dokument1 SeiteSKT 11aadhavan rNoch keine Bewertungen
- ManufProc2 1MaterialRemovalDokument48 SeitenManufProc2 1MaterialRemovalJeff HardyNoch keine Bewertungen
- Parts 31210111 Feb-01-2015 Global English-FrenchDokument132 SeitenParts 31210111 Feb-01-2015 Global English-FrenchAdam JanigaNoch keine Bewertungen
- Abs - Approved Welding Consumables Submerged Arc WeldingDokument23 SeitenAbs - Approved Welding Consumables Submerged Arc Weldinggeorgekc77Noch keine Bewertungen
- UTA026Dokument7 SeitenUTA026Panshul SaxenaNoch keine Bewertungen
- Machine Tools: Dept. of Mech & Mfg. EnggDokument18 SeitenMachine Tools: Dept. of Mech & Mfg. EnggomkardashetwarNoch keine Bewertungen