Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- RestraintsDokument48 SeitenRestraintsLeena Pravil100% (1)
- TelfastDokument3 SeitenTelfastjbahalkehNoch keine Bewertungen
- 2 Effective Manufacturing ERP MESDokument17 Seiten2 Effective Manufacturing ERP MESm_trang2005100% (2)
- Cash and Cash Equivalents ReviewerDokument4 SeitenCash and Cash Equivalents ReviewerEileithyia KijimaNoch keine Bewertungen
- PD 984Dokument38 SeitenPD 984mav3riick100% (2)
- Dam Lecture 14 - Design Criteria Earth DamsDokument4 SeitenDam Lecture 14 - Design Criteria Earth DamsCarolineMwitaMoseregaNoch keine Bewertungen
- Practical Cookery 14th Edition SAMPLEDokument16 SeitenPractical Cookery 14th Edition SAMPLETendaiNoch keine Bewertungen
- Polikanov 2019-05-14 Curriculum Vitae YuryDokument6 SeitenPolikanov 2019-05-14 Curriculum Vitae Yuryapi-460295531Noch keine Bewertungen
- Social Connectedness and Role of HopelessnessDokument8 SeitenSocial Connectedness and Role of HopelessnessEmman CabiilanNoch keine Bewertungen
- Factory OverheadDokument2 SeitenFactory OverheadKeanna Denise GonzalesNoch keine Bewertungen
- Ineffective Breastfeeding - NCPDokument10 SeitenIneffective Breastfeeding - NCPJullian PloyaNoch keine Bewertungen
- ExamDokument10 SeitenExamjohn ivan100% (1)
- Mbs KatalogDokument68 SeitenMbs KatalogDobroslav SoskicNoch keine Bewertungen
- Poisoned NeedleDokument147 SeitenPoisoned NeedleMark Cooper100% (3)
- CPhI Japan InformationDokument22 SeitenCPhI Japan InformationctyvteNoch keine Bewertungen
- Module 2: Environmental Science: EcosystemDokument8 SeitenModule 2: Environmental Science: EcosystemHanna Dia MalateNoch keine Bewertungen
- The Power of PositivityDokument5 SeitenThe Power of PositivityYorlenis PintoNoch keine Bewertungen
- Product Sheet - Parsys Cloud - Parsys TelemedicineDokument10 SeitenProduct Sheet - Parsys Cloud - Parsys TelemedicineChristian Lezama Cuellar100% (1)
- 13 Lombe Mumba Ramson 2017 Knowledge Attitude and Practice of Breast Self Examination For Early Detectoin of Breast Cancer Among Women in Roan Constituency in Luanshya Copperbelt Province ZambiaDokument9 Seiten13 Lombe Mumba Ramson 2017 Knowledge Attitude and Practice of Breast Self Examination For Early Detectoin of Breast Cancer Among Women in Roan Constituency in Luanshya Copperbelt Province ZambiaArick Frendi AndriyanNoch keine Bewertungen
- Recipe: Patisserie Method: Eclair Cake RecipeDokument3 SeitenRecipe: Patisserie Method: Eclair Cake RecipeEisha BibiNoch keine Bewertungen
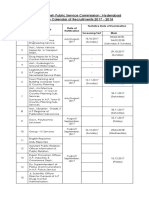
- APPSC Calender Year Final-2017Dokument3 SeitenAPPSC Calender Year Final-2017Krishna MurthyNoch keine Bewertungen
- #1 - The World'S Oldest First GraderDokument6 Seiten#1 - The World'S Oldest First GraderTran Van ThanhNoch keine Bewertungen
- BRC1B52-62 FDY-F Ducted Operation Manual - OPMAN01!1!0Dokument12 SeitenBRC1B52-62 FDY-F Ducted Operation Manual - OPMAN01!1!0Justiniano Martel67% (3)
- Workshop Manual Transporter 2016 19-29Dokument157 SeitenWorkshop Manual Transporter 2016 19-29samueleNoch keine Bewertungen
- Management of Developing DentitionDokument51 SeitenManagement of Developing Dentitionahmed alshaariNoch keine Bewertungen
- The Integration of Technology Into Pharmacy Education and PracticeDokument6 SeitenThe Integration of Technology Into Pharmacy Education and PracticeAjit ThoratNoch keine Bewertungen
- Toaz - Info Fermentation of Carrot Juice Wheat Flour Gram Flour Etc PRDokument17 SeitenToaz - Info Fermentation of Carrot Juice Wheat Flour Gram Flour Etc PRBhumika SahuNoch keine Bewertungen
- Seven-Year Financial Pro Jection: ProblemDokument10 SeitenSeven-Year Financial Pro Jection: Problemnyashadzashe munyatiNoch keine Bewertungen
- Sedation and Analgesia in Critically Ill Neurologic PatientsDokument24 SeitenSedation and Analgesia in Critically Ill Neurologic PatientsrazaksoedNoch keine Bewertungen
- ICSE Class 10 HRJUDSK/Question Paper 2020: (Two Hours)Dokument9 SeitenICSE Class 10 HRJUDSK/Question Paper 2020: (Two Hours)Harshu KNoch keine Bewertungen