Das könnte Ihnen auch gefallen
- CFAO TournageDokument23 SeitenCFAO TournageSidi Rach100% (1)
- CFAO FM TP2 FraisageDokument2 SeitenCFAO FM TP2 FraisageÄness BŝŁm Řm EverNoch keine Bewertungen
- TP de Fraisage Cfao: Année Universitaire 2019-2020Dokument9 SeitenTP de Fraisage Cfao: Année Universitaire 2019-2020Anonymous 9qKdViDP4Noch keine Bewertungen
- CFAO - Fraisage 2D & DemiDokument17 SeitenCFAO - Fraisage 2D & DemiMeryem BelhassaneNoch keine Bewertungen
- CNC Tuto.Dokument7 SeitenCNC Tuto.fournierNoch keine Bewertungen
- SolidCAM 2011 Guide de Démarrage ImachiningDokument26 SeitenSolidCAM 2011 Guide de Démarrage ImachiningpapagayouNoch keine Bewertungen
- Piece 1 FlasqueDokument53 SeitenPiece 1 Flasqueachraf benfateh أشرف بن فاتحNoch keine Bewertungen
- Usinage NumeriqueDokument14 SeitenUsinage Numeriquenizarbu29Noch keine Bewertungen
- Procedure FraisageDokument43 SeitenProcedure FraisageRudy GabesNoch keine Bewertungen
- Opérations de Contournage en Catia v5Dokument6 SeitenOpérations de Contournage en Catia v5Nassro ZiadNoch keine Bewertungen
- DIDACTICIEL GibbsCAM TOURNAGEDokument23 SeitenDIDACTICIEL GibbsCAM TOURNAGESamir2020Noch keine Bewertungen
- TP N°5: Atelier Prismatic MachiningDokument12 SeitenTP N°5: Atelier Prismatic Machininglynda jerbiaNoch keine Bewertungen
- TP Fao Catia 0607Dokument91 SeitenTP Fao Catia 0607Youness Ouarrak100% (2)
- TP 2Dokument15 SeitenTP 2Alae TlemsaniNoch keine Bewertungen
- Cours Automatismes Industrielsv2 Chapitres 123456Dokument7 SeitenCours Automatismes Industrielsv2 Chapitres 123456Elhanafi OuatahNoch keine Bewertungen
- FAOTRCATIADokument13 SeitenFAOTRCATIAHicham HallouâNoch keine Bewertungen
- Manuel Formation Bases ModelisationDokument53 SeitenManuel Formation Bases ModelisationAlix BoubanNoch keine Bewertungen
- TP Fao CatiaDokument9 SeitenTP Fao CatiabobNoch keine Bewertungen
- 3 TP CatiaDokument53 Seiten3 TP CatiaNada GhammemNoch keine Bewertungen
- LES MODES DE TRAVAIL & ConclusionDokument5 SeitenLES MODES DE TRAVAIL & ConclusionAb HanaeNoch keine Bewertungen
- TP FaoDokument43 SeitenTP FaoAnonymous 9qKdViDP4Noch keine Bewertungen
- TP N2 Power MillDokument11 SeitenTP N2 Power MillAbichou IssaNoch keine Bewertungen
- Usinage Avancé de Poche Et de ContourDokument22 SeitenUsinage Avancé de Poche Et de ContourMOHAMMED REKIKNoch keine Bewertungen
- Compte Rendu: Mini Projet: Procédée Et Méthode de ProductionDokument12 SeitenCompte Rendu: Mini Projet: Procédée Et Méthode de ProductionZied kallelNoch keine Bewertungen
- Correction EX3Dokument14 SeitenCorrection EX3Nizar FerjaouiNoch keine Bewertungen
- TPFAO2 TournageDokument7 SeitenTPFAO2 TournageBoutef El HachemiNoch keine Bewertungen
- InstructionsDokument35 SeitenInstructionsDABAKH LDEEBOYNoch keine Bewertungen
- Compte Rendu: Mini Projet: Procédée Et Méthode de ProductionDokument12 SeitenCompte Rendu: Mini Projet: Procédée Et Méthode de Productionnihadsisi0Noch keine Bewertungen
- TP1 Part-Design V5Dokument13 SeitenTP1 Part-Design V5bobNoch keine Bewertungen
- Cam BamDokument9 SeitenCam BamHamza GhardaneNoch keine Bewertungen
- Rapport de TFMDokument24 SeitenRapport de TFMklaaskalengaNoch keine Bewertungen
- Activité SolidworksDokument3 SeitenActivité SolidworksMedamine HadrichNoch keine Bewertungen
- Activité SolidworksDokument3 SeitenActivité SolidworksZayani MondherNoch keine Bewertungen
- FAOFRCATIADokument14 SeitenFAOFRCATIAHicham HallouâNoch keine Bewertungen
- Fao FR CatiaDokument13 SeitenFao FR CatiaZakariae ZâamounNoch keine Bewertungen
- Leçon 6 Elaboration D'un Avant Projet de GammeDokument11 SeitenLeçon 6 Elaboration D'un Avant Projet de GammeYasmine HammamiNoch keine Bewertungen
- TP4 Deformation-Plastique PDFDokument6 SeitenTP4 Deformation-Plastique PDFanass.elmesnaouiNoch keine Bewertungen
- Catiav5 Conception3dDokument63 SeitenCatiav5 Conception3dNico SkudNoch keine Bewertungen
- Scan-to-CAD - Tutorial 4 - FRDokument15 SeitenScan-to-CAD - Tutorial 4 - FRSuper DragibusNoch keine Bewertungen
- Uisnage Par Enlèvement de Copeau-Chapitre2-FraisageDokument26 SeitenUisnage Par Enlèvement de Copeau-Chapitre2-FraisageCarlo CarlineNoch keine Bewertungen
- FAO SeanceuneDokument26 SeitenFAO SeanceuneMurielle LemogoNoch keine Bewertungen
- Chapitre 1 - Elaboration D'une Gamme D'usinageDokument23 SeitenChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiNoch keine Bewertungen
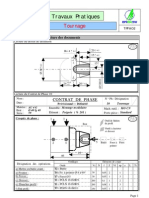
- FAO TournageDokument2 SeitenFAO TournageFerchichi HatemNoch keine Bewertungen
- Tutorial Fao Catia Piece 4Dokument15 SeitenTutorial Fao Catia Piece 4Hamza Ait TalebNoch keine Bewertungen
- DAO - Logiciel SolidWorks - 2023Dokument6 SeitenDAO - Logiciel SolidWorks - 2023Besbes ZiedNoch keine Bewertungen
- TP N°6: Atelier Lathe MachiningDokument14 SeitenTP N°6: Atelier Lathe Machininglynda jerbiaNoch keine Bewertungen
- TP Cao Catia 2024Dokument30 SeitenTP Cao Catia 2024rihabe.belgadaNoch keine Bewertungen
- Procédure de Programmation - OdtDokument8 SeitenProcédure de Programmation - OdtAyoub TarhouchiNoch keine Bewertungen
- 1 UsinageDokument12 Seiten1 UsinageHajar ChaddadNoch keine Bewertungen
- CR FRDokument12 SeitenCR FRiliass.essouNoch keine Bewertungen
- Compte Rendu de TP de Fraisage: Filière Groupe Préparer Par EncadrantDokument8 SeitenCompte Rendu de TP de Fraisage: Filière Groupe Préparer Par EncadrantISMAIL AFELLANoch keine Bewertungen
- 8939 Fao PDFDokument4 Seiten8939 Fao PDFNadia DridiNoch keine Bewertungen
- Fao FR CatiaDokument13 SeitenFao FR Catiabenabou100% (1)
- Scan-to-CAD - Tutorial 2 - FRDokument16 SeitenScan-to-CAD - Tutorial 2 - FRSuper DragibusNoch keine Bewertungen
- Fond Bouteille FAODokument11 SeitenFond Bouteille FAOKOONoch keine Bewertungen
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DVon EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DNoch keine Bewertungen
- Détermination des surfaces cachées: Dévoiler les secrets de la vision par ordinateurVon EverandDétermination des surfaces cachées: Dévoiler les secrets de la vision par ordinateurNoch keine Bewertungen
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautVon EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautBewertung: 5 von 5 Sternen5/5 (1)
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3D pour les débutants et les utilisateurs avancésVon EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3D pour les débutants et les utilisateurs avancésNoch keine Bewertungen
- Entreprises À TangerDokument23 SeitenEntreprises À TangerJohn Smith100% (2)
- Liste Aizfet-Tfz 300310Dokument73 SeitenListe Aizfet-Tfz 300310Ikbal NazziNoch keine Bewertungen
- Rapport Ikbal Smi 2014Dokument35 SeitenRapport Ikbal Smi 2014Ikbal NazziNoch keine Bewertungen
- Resolution de ProblemesDokument53 SeitenResolution de ProblemesHatem Nafti100% (3)
- ExamCorrigVF PDFDokument40 SeitenExamCorrigVF PDFJames XgunNoch keine Bewertungen
- Comment Sauvegarder Un Document PDFDokument2 SeitenComment Sauvegarder Un Document PDFJacobNoch keine Bewertungen
- Electricité Bâtiment - FicheDokument1 SeiteElectricité Bâtiment - Fiche4geniecivilNoch keine Bewertungen
- 3 1Dokument32 Seiten3 1jjNoch keine Bewertungen
- M441 ACE Catalogue Pricipale 2018 FRDokument260 SeitenM441 ACE Catalogue Pricipale 2018 FRJihen BoukadidaNoch keine Bewertungen
- Chapitre 2 Theorie Des Langages Et AutomatesDokument8 SeitenChapitre 2 Theorie Des Langages Et AutomatesMichelle Willis100% (1)
- CHAPITRE3APPLICATIONDokument24 SeitenCHAPITRE3APPLICATIONMounir LiazidiNoch keine Bewertungen
- Réglementation Des Immeubles D'habitation BIEN CAPUDokument5 SeitenRéglementation Des Immeubles D'habitation BIEN CAPUGabrielSimoes100% (1)
- En 12390-4Dokument16 SeitenEn 12390-4MOHAMMADNoch keine Bewertungen
- DS Electronique 3GE Iset Nabeul DEC2005 PDFDokument2 SeitenDS Electronique 3GE Iset Nabeul DEC2005 PDFGhaith HamdiNoch keine Bewertungen
- 1C02Dokument3 Seiten1C02Makrem CherifNoch keine Bewertungen
- BT 8602Dokument16 SeitenBT 8602etskacedNoch keine Bewertungen
- Saffire PRO 24 DSP - Mode D'emploiDokument35 SeitenSaffire PRO 24 DSP - Mode D'emploiGeorges GranvilleNoch keine Bewertungen
- 2-Fiche Renseignements Début de Stage PDFDokument3 Seiten2-Fiche Renseignements Début de Stage PDFmael pierreNoch keine Bewertungen
- FicheB1-1-Guide Auscultation Ouvrage Art-Cahier Interactif IfsttarDokument2 SeitenFicheB1-1-Guide Auscultation Ouvrage Art-Cahier Interactif IfsttarMohamed AmraniNoch keine Bewertungen
- Valberg VGMF60CRCDokument58 SeitenValberg VGMF60CRCzo andriamiarintsoaNoch keine Bewertungen
- Emploi Du Temps Fi 1ere Annee 2017 2018Dokument5 SeitenEmploi Du Temps Fi 1ere Annee 2017 2018Mohcine RouessiNoch keine Bewertungen
- PerçageDokument19 SeitenPerçagemliki mohamedNoch keine Bewertungen
- Livret Arduino FR 06Dokument37 SeitenLivret Arduino FR 06Hpointdex50% (4)
- Exercice Corrige Sphere Dielectrique Uniformement PolariseeDokument2 SeitenExercice Corrige Sphere Dielectrique Uniformement PolariseePatience Imane100% (3)
- Cours de Programmation - Chap 06 - Carte de Test PIC16F876Dokument5 SeitenCours de Programmation - Chap 06 - Carte de Test PIC16F876Oliver TwisteNoch keine Bewertungen
- Exercice Cor8rigé Sur La Théorème de ThéveninDokument7 SeitenExercice Cor8rigé Sur La Théorème de ThéveninTalel Missaoui100% (1)
- Cours Asservissement Regulation PDFDokument7 SeitenCours Asservissement Regulation PDFWassim Djennane100% (1)
- Catalogue Proviteq 2Dokument144 SeitenCatalogue Proviteq 2Sylvestre OlanloNoch keine Bewertungen
- CH IV Pompecentrifuge23Dokument64 SeitenCH IV Pompecentrifuge23Rouaa khaledNoch keine Bewertungen
- Avancement 3 CalculDokument33 SeitenAvancement 3 CalculOUMAYMA MAJDOUBINoch keine Bewertungen
- Campingcar-Infos Areas EspanhaDokument31 SeitenCampingcar-Infos Areas EspanhasusalexandrNoch keine Bewertungen
- TriDelta HE Surge ArrestorsDokument3 SeitenTriDelta HE Surge Arrestors322399mk7086Noch keine Bewertungen
- ECV10C Ic 10 FR ManualDokument110 SeitenECV10C Ic 10 FR ManualPhilippe Fabro-joaoNoch keine Bewertungen
- B&G Catalogue 2011 FRDokument35 SeitenB&G Catalogue 2011 FRClaude BouillotNoch keine Bewertungen