Das könnte Ihnen auch gefallen
- Siemens Safety FeaturesDokument200 SeitenSiemens Safety FeaturesОлег ЛеонтьевNoch keine Bewertungen
- Meteorology and Oceanography ReviewerDokument19 SeitenMeteorology and Oceanography ReviewerElevado Elegene L.67% (3)
- Smi2 Instrucciones de DesembalajeDokument32 SeitenSmi2 Instrucciones de DesembalajeJavier VergaraNoch keine Bewertungen
- Italray Digital-MammographDokument17 SeitenItalray Digital-MammographBrahim lahmaid100% (1)
- 01 ECLOS16 BrochureDokument4 Seiten01 ECLOS16 BrochureJosé Manuel Valdez RevillaNoch keine Bewertungen
- Confocal MicroscopeDokument41 SeitenConfocal MicroscopeproteoglycanNoch keine Bewertungen
- Seismic Design of Retaining WallsDokument23 SeitenSeismic Design of Retaining WallsRutvik ShethNoch keine Bewertungen
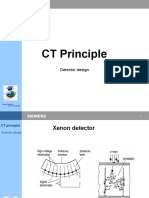
- 1 Detector PrincipleDokument11 Seiten1 Detector PrincipleAmir KhaleghiNoch keine Bewertungen
- Toshiba Nemio XGDokument4 SeitenToshiba Nemio XGMarco AntonioNoch keine Bewertungen
- Gemini GXL InstallationDokument228 SeitenGemini GXL Installationsomedsafacturas100% (1)
- Neu Viz 16Dokument12 SeitenNeu Viz 16Chris HartoyoNoch keine Bewertungen
- 7 PACS Sistema 47.15.05.001 Syngo PlazaDokument21 Seiten7 PACS Sistema 47.15.05.001 Syngo PlazaMiguel Angel Goussen PazNoch keine Bewertungen
- CT Somatom ForceDokument8 SeitenCT Somatom ForcerchidNoch keine Bewertungen
- How To Pick A: CT ScannerDokument19 SeitenHow To Pick A: CT ScannervitapabloNoch keine Bewertungen
- MAGNETOM Espree: The First Open Bore MR WithDokument85 SeitenMAGNETOM Espree: The First Open Bore MR WithHerick SavioneNoch keine Bewertungen
- SUPRIA Vol61Dokument5 SeitenSUPRIA Vol61Dimas RiskyNoch keine Bewertungen
- Caring Design. Advanced Performance.: GE HealthcareDokument18 SeitenCaring Design. Advanced Performance.: GE Healthcaresalim annakNoch keine Bewertungen
- معايرة جهاز ct PDFDokument16 Seitenمعايرة جهاز ct PDFmouazNoch keine Bewertungen
- Packed Bed Catalytic Reactor Chapter 19Dokument33 SeitenPacked Bed Catalytic Reactor Chapter 19Faris Rahmansya NurcahyoNoch keine Bewertungen
- New Base Isolation Technique For Earthquake Resistant ConstrDokument27 SeitenNew Base Isolation Technique For Earthquake Resistant Constrravi1625Noch keine Bewertungen
- Thermal and Adhesive Bonding of Non-WovensDokument31 SeitenThermal and Adhesive Bonding of Non-WovensAyesha Shaikh100% (1)
- Medical Imaging: Principles, Detectors, and ElectronicsVon EverandMedical Imaging: Principles, Detectors, and ElectronicsNoch keine Bewertungen
- Hybrid PICA Data SheetDokument13 SeitenHybrid PICA Data Sheetjoramazini100% (1)
- Mechanics of Machines PDFDokument7 SeitenMechanics of Machines PDFChamala Daksheeswara Reddy100% (1)
- 4396Dokument1 Seite4396Frederico AlvesNoch keine Bewertungen
- 32 To 64 Slice Scanner Comparison ++++NHS Report 2006Dokument21 Seiten32 To 64 Slice Scanner Comparison ++++NHS Report 2006Juan Espinoza100% (1)
- CT Scanner X-Ray Tube Comparison ChartDokument3 SeitenCT Scanner X-Ray Tube Comparison Chartgabriela susana portanovaNoch keine Bewertungen
- 2 2Dokument119 Seiten2 2Abood AliNoch keine Bewertungen
- MRI Issue 5 PDFDokument91 SeitenMRI Issue 5 PDFachievaNoch keine Bewertungen
- Blueseal Magnet: Transition Your Department Towards More Productive Helium-Free MR OperationsDokument6 SeitenBlueseal Magnet: Transition Your Department Towards More Productive Helium-Free MR OperationsMarco MantovaniNoch keine Bewertungen
- CT B-iCT-64 BrochureDokument7 SeitenCT B-iCT-64 BrochureCao Minh TríNoch keine Bewertungen
- CT PHILIPS (Brilliance 64 Slice) NDokument12 SeitenCT PHILIPS (Brilliance 64 Slice) NDilshod AbdurashidovNoch keine Bewertungen
- Dunlee Product Book - 2008Dokument32 SeitenDunlee Product Book - 2008Juan EspinozaNoch keine Bewertungen
- Brochure CXDI 401CDokument6 SeitenBrochure CXDI 401CSrecko StokanovicNoch keine Bewertungen
- Olympus Cv180 User Manual-Cap2 Nomenclature and FunctionsDokument19 SeitenOlympus Cv180 User Manual-Cap2 Nomenclature and FunctionsSandra OrduñaNoch keine Bewertungen
- Lithoskop Product BrochureDokument20 SeitenLithoskop Product BrochureJaseel AkNoch keine Bewertungen
- MRC 600Dokument1 SeiteMRC 600InternationalMedicalNoch keine Bewertungen
- SDC HD Ra2009-124Dokument9 SeitenSDC HD Ra2009-124RenatoAlvesNoch keine Bewertungen
- QBit 7 Introduction NewDokument46 SeitenQBit 7 Introduction NewserfiarNoch keine Bewertungen
- Manual CT 7800TXDokument7 SeitenManual CT 7800TXk38phuongkienNoch keine Bewertungen
- Radbook 2016Dokument216 SeitenRadbook 2016seisNoch keine Bewertungen
- Fonte de LuzDokument28 SeitenFonte de Luzrafaelcb3Noch keine Bewertungen
- 3d C-Arm ComparsionDokument6 Seiten3d C-Arm Comparsionapi-608880283Noch keine Bewertungen
- Aperto LucentDokument2 SeitenAperto LucentnylashahidNoch keine Bewertungen
- FCR Users GuideDokument58 SeitenFCR Users GuideNelson J Silva ANoch keine Bewertungen
- HTM Magazine PDFDokument68 SeitenHTM Magazine PDFcarlos duranNoch keine Bewertungen
- KFIII-300, 125kvDokument1 SeiteKFIII-300, 125kvShabeer AhmadNoch keine Bewertungen
- Brilliance CT 64 Channel: Equipment LayoutDokument3 SeitenBrilliance CT 64 Channel: Equipment LayoutCarlos Larraín Castro100% (1)
- CR 30-XDokument4 SeitenCR 30-XKholod AnwarNoch keine Bewertungen
- Angulation Theory PDFDokument10 SeitenAngulation Theory PDFAndreyNoch keine Bewertungen
- BR40 Site PlanningDokument108 SeitenBR40 Site PlanningGustavo Condori LeocaNoch keine Bewertungen
- Spesifikasi Philips MRI Ingenia 3TDokument6 SeitenSpesifikasi Philips MRI Ingenia 3TAmal RizkyNoch keine Bewertungen
- Endoscopy Catalog 1 PDFDokument4 SeitenEndoscopy Catalog 1 PDFأحمد العريقيNoch keine Bewertungen
- XRS-3 Operator's Manual Feb 2011 PDFDokument25 SeitenXRS-3 Operator's Manual Feb 2011 PDFdanghe2006Noch keine Bewertungen
- Trusted Performance Without Compromise: Answers For LifeDokument24 SeitenTrusted Performance Without Compromise: Answers For LifeSergeyKuznetsovNoch keine Bewertungen
- Kinevo 900Dokument22 SeitenKinevo 900Eliana Caceres TorricoNoch keine Bewertungen
- Om PDFDokument318 SeitenOm PDFbruce huNoch keine Bewertungen
- BrightViewX XCT SpecsDokument6 SeitenBrightViewX XCT SpecsMarcelo Greby RojasNoch keine Bewertungen
- Dunlee Price BookDokument45 SeitenDunlee Price BookJuan EspinozaNoch keine Bewertungen
- The Average Lifespan of Elekta Linear Accelerator Parts - Radiology Oncology SystemsDokument4 SeitenThe Average Lifespan of Elekta Linear Accelerator Parts - Radiology Oncology SystemsPao SogonoNoch keine Bewertungen
- Sterilwave Hazardous Waste Management System RangeDokument23 SeitenSterilwave Hazardous Waste Management System RangeBeo BoRoNoch keine Bewertungen
- Toshiba 26av500u SVC ManualDokument22 SeitenToshiba 26av500u SVC ManualmobilemadNoch keine Bewertungen
- Artis Q Ceiling Spek E-KatalogDokument2 SeitenArtis Q Ceiling Spek E-KatalogAsher Rizvi100% (1)
- Hitachi - Product GuideDokument10 SeitenHitachi - Product Guidezoheb baigNoch keine Bewertungen
- Rotary-Axial Spindles For Ultra-Precision MachiningDokument4 SeitenRotary-Axial Spindles For Ultra-Precision MachiningphuongdxNoch keine Bewertungen
- TIFR Chemistry Questions 2010-18 PDFDokument81 SeitenTIFR Chemistry Questions 2010-18 PDFLinks 14027Noch keine Bewertungen
- Welding and Time StudyDokument60 SeitenWelding and Time StudyShanky Kumar50% (2)
- DPP 06 (Of Lec 07)Dokument2 SeitenDPP 06 (Of Lec 07)lakshya.singh2706Noch keine Bewertungen
- Chennai Public School: Class Ix Physics-Gravitation - Class NotesDokument3 SeitenChennai Public School: Class Ix Physics-Gravitation - Class Notes11F10 RUCHITA MAARANNoch keine Bewertungen
- CFS Version 10.0.4Dokument2 SeitenCFS Version 10.0.4NrjNoch keine Bewertungen
- Liner EncoderDokument48 SeitenLiner EncoderShahzad AnwarNoch keine Bewertungen
- Salting In, Salting OutDokument4 SeitenSalting In, Salting OutDan MihailNoch keine Bewertungen
- Burkert Type 2000 Threaded BSPDokument9 SeitenBurkert Type 2000 Threaded BSPKuni KazeNoch keine Bewertungen
- Analytical Solutions For Flexural Design of Hybrid Steel Fiber ReinforcedDokument14 SeitenAnalytical Solutions For Flexural Design of Hybrid Steel Fiber ReinforcedNorhafizah Bt SallehNoch keine Bewertungen
- Chevron Ultra-Duty Grease, EP NLGI 2Dokument2 SeitenChevron Ultra-Duty Grease, EP NLGI 2João Márcio de MirandaNoch keine Bewertungen
- Eudragit Polymer PDFDokument2 SeitenEudragit Polymer PDFJeffreyNoch keine Bewertungen
- 20230510 KT393 Dt&C Co., Ltd. PM Eng (최종)Dokument433 Seiten20230510 KT393 Dt&C Co., Ltd. PM Eng (최종)marco.espinozaNoch keine Bewertungen
- Iacs Rec 34Dokument4 SeitenIacs Rec 34Gobinda SinhaNoch keine Bewertungen
- Vapo Hybrid ECO: Textile Steaming SystemDokument6 SeitenVapo Hybrid ECO: Textile Steaming SystemSajjad AhmedNoch keine Bewertungen
- 6 MaxwelleqDokument7 Seiten6 MaxwelleqChristopher Jordan EvoniukNoch keine Bewertungen
- Continuity EquationDokument5 SeitenContinuity EquationCh ArsalanNoch keine Bewertungen
- Utp A 3444Dokument1 SeiteUtp A 3444Sun SunNoch keine Bewertungen
- GD6003 IO LIST Rev1.0 20211119Dokument29 SeitenGD6003 IO LIST Rev1.0 20211119Trong HuynhNoch keine Bewertungen
- 150.66-RP4 YcalDokument92 Seiten150.66-RP4 YcalJosé RamosNoch keine Bewertungen
- Reductor SHB50-FDokument28 SeitenReductor SHB50-FJaime Casas-corderoNoch keine Bewertungen
- Fluid Flow Postlab ReportDokument14 SeitenFluid Flow Postlab Reportgracebrewster123Noch keine Bewertungen
- Polyolefin Blends: Effect of EPDM Rubber On Crystallization, Morphology and Mechanical Properties of polypropylene/EPDM Blends. 1Dokument7 SeitenPolyolefin Blends: Effect of EPDM Rubber On Crystallization, Morphology and Mechanical Properties of polypropylene/EPDM Blends. 1QuangLêNoch keine Bewertungen
- BIOLS102-UOB-Chapter 2Dokument4 SeitenBIOLS102-UOB-Chapter 2Noor JanahiNoch keine Bewertungen
- CFD Analysis of Ejector Using Different Refrigerant FinalDokument6 SeitenCFD Analysis of Ejector Using Different Refrigerant FinalAdarsh pratap Singh baisNoch keine Bewertungen