Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- (PDF) Banachek - Psychological Subtleties 3Dokument1 Seite(PDF) Banachek - Psychological Subtleties 3Ahmad Badius Zaman0% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Who Trs 937-Annex4Dokument72 SeitenWho Trs 937-Annex4Reza Jafari100% (1)
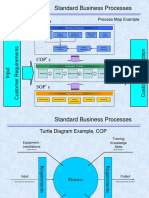
- Process Maps and Turtle Diagrams ExampleDokument2 SeitenProcess Maps and Turtle Diagrams ExampleJohn Oo100% (1)
- ASSHTO Example Strut and TieDokument62 SeitenASSHTO Example Strut and TieSothea Born100% (4)
- As ISO 1302-2005 Geometrical Product Specifications (GPS) - Indication of Surface Texture in Technical ProducDokument9 SeitenAs ISO 1302-2005 Geometrical Product Specifications (GPS) - Indication of Surface Texture in Technical ProducSAI Global - APAC0% (4)
- Hydac HandbookDokument22 SeitenHydac Handbookrajayu20002724Noch keine Bewertungen
- Beumer Overland Belt Conveyor enDokument16 SeitenBeumer Overland Belt Conveyor enIgor San Martín PeñalozaNoch keine Bewertungen
- Pei201504 DLDokument56 SeitenPei201504 DLrajayu20002724Noch keine Bewertungen
- Welding Consumable and Storage ProcedureDokument10 SeitenWelding Consumable and Storage Procedurehasan_676489616100% (1)
- Digital Transformation: Online Guide To Digital Business TransformationDokument19 SeitenDigital Transformation: Online Guide To Digital Business TransformationraminahNoch keine Bewertungen
- Project Report On e CommerceDokument74 SeitenProject Report On e CommerceSom Soumya DasNoch keine Bewertungen
- RYCO Product Technical Manual 2019Dokument520 SeitenRYCO Product Technical Manual 2019Alok MishraNoch keine Bewertungen
- Fuel Savings and Efficiency CalculatorDokument6 SeitenFuel Savings and Efficiency Calculatorrajayu20002724Noch keine Bewertungen
- ECE LawsDokument8 SeitenECE LawsExequiel Xavier Caringal DiaNoch keine Bewertungen
- Technical Specifications of CHP NTPC 3x500 MWDokument762 SeitenTechnical Specifications of CHP NTPC 3x500 MWSHIVAJI CHOUDHURY100% (1)
- The Austrian Practice of Conventional Tunnelling: Gaps With Lining Stress ControllersDokument85 SeitenThe Austrian Practice of Conventional Tunnelling: Gaps With Lining Stress ControllersKurt Cargo100% (4)
- ISO 37500 OutsourcingDokument17 SeitenISO 37500 OutsourcingParichoy GuptaNoch keine Bewertungen
- Prevention of Fouling by OrganicsDokument2 SeitenPrevention of Fouling by Organicsrajayu20002724Noch keine Bewertungen
- Flow FactorDokument2 SeitenFlow Factorrajayu20002724Noch keine Bewertungen
- AMP103 Water Chemistry Final 130813Dokument8 SeitenAMP103 Water Chemistry Final 130813rajayu20002724Noch keine Bewertungen
- PSB 25Dokument2 SeitenPSB 25rajayu20002724Noch keine Bewertungen
- Blended Distinctive EbookDokument5 SeitenBlended Distinctive Ebookrajayu20002724Noch keine Bewertungen
- Cema Release 0Dokument2 SeitenCema Release 0rajayu20002724Noch keine Bewertungen
- Bed Ash Silo of Unit# Iii (Existing) : Boiler# IDokument1 SeiteBed Ash Silo of Unit# Iii (Existing) : Boiler# Irajayu20002724Noch keine Bewertungen
- Belt Tensioning MechanismDokument84 SeitenBelt Tensioning Mechanismrajayu20002724Noch keine Bewertungen
- F 19 Stealth Fighter PDFDokument2 SeitenF 19 Stealth Fighter PDFSabrinaNoch keine Bewertungen
- 2013 State Gun SaleDokument12 Seiten2013 State Gun SaleSkyler rylerNoch keine Bewertungen
- Tyler Scott - Professional PortfolioDokument7 SeitenTyler Scott - Professional Portfolioapi-266320901Noch keine Bewertungen
- Caycho Cespedes - Structural Characterization of Ecommerce - ResumenDokument2 SeitenCaycho Cespedes - Structural Characterization of Ecommerce - ResumenEmmanuel Elías Vela PolancoNoch keine Bewertungen
- Critical Spares 3Dokument3 SeitenCritical Spares 3mdkhandaveNoch keine Bewertungen
- AKA Company ProfileDokument25 SeitenAKA Company ProfileFahim ChapraNoch keine Bewertungen
- Simple MachineDokument4 SeitenSimple MachineEzio AuditoreNoch keine Bewertungen
- PSC Girder Over River Surma - Bangladesh - Good Construction ExampleDokument6 SeitenPSC Girder Over River Surma - Bangladesh - Good Construction ExampleAnand Shah100% (1)
- Tubes Properties Arcelor MittalDokument20 SeitenTubes Properties Arcelor Mittalanil-kumar-singh-6674Noch keine Bewertungen
- Biometric PDFDokument14 SeitenBiometric PDFprasadum2321Noch keine Bewertungen
- Untitled Document 1Dokument4 SeitenUntitled Document 1Alyssa MarieNoch keine Bewertungen
- Agro Process Flowchart CG and Seed - May 17 - FinalDokument26 SeitenAgro Process Flowchart CG and Seed - May 17 - FinalMarkandeya SatyanarayanaNoch keine Bewertungen
- PLC ListDokument28 SeitenPLC ListIshfaqAhmedMayoNoch keine Bewertungen
- CV EngDokument1 SeiteCV EngViktor HeNoch keine Bewertungen
- HDBK 17 1FDokument586 SeitenHDBK 17 1FmihailmiNoch keine Bewertungen
- Username Passw - Not A Member? Please: Top of Form 8552297aa84734 9 - 2 1Dokument13 SeitenUsername Passw - Not A Member? Please: Top of Form 8552297aa84734 9 - 2 1Priya Singh100% (1)
- Iloilo City Regulation Ordinance 2005-071Dokument5 SeitenIloilo City Regulation Ordinance 2005-071Iloilo City CouncilNoch keine Bewertungen