Das könnte Ihnen auch gefallen
- Blast Loading & Blast Effect On StructuresDokument16 SeitenBlast Loading & Blast Effect On StructuresSuhas Joshi100% (1)
- Chapt5 - Theory of Sedimentation PDFDokument18 SeitenChapt5 - Theory of Sedimentation PDFNgoni Mukuku100% (1)
- Wave Theory !Dokument339 SeitenWave Theory !lodep100% (2)
- Membranes for Life SciencesVon EverandMembranes for Life SciencesKlaus-Viktor PeinemannNoch keine Bewertungen
- ICBPT3SepProcIntro PDFDokument37 SeitenICBPT3SepProcIntro PDFSo Cho WingNoch keine Bewertungen
- Chassis Design Validation of A Baja CarDokument6 SeitenChassis Design Validation of A Baja CarConrad54Noch keine Bewertungen
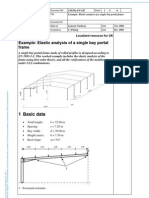
- Wind Loads UK - Portal Frame WEDokument31 SeitenWind Loads UK - Portal Frame WEjohnsmith198083% (6)
- Design of U type Median wall at Ch. 434+035 - Earth Pressure and RCC DesignDokument8 SeitenDesign of U type Median wall at Ch. 434+035 - Earth Pressure and RCC DesignRajesh SinghalNoch keine Bewertungen
- Wastewater Treatment MethodsDokument8 SeitenWastewater Treatment MethodszzzamrNoch keine Bewertungen
- LECTURE 11 - Conventional Water Treatment Facility2014Dokument51 SeitenLECTURE 11 - Conventional Water Treatment Facility2014Kaaviyan thirunyanamNoch keine Bewertungen
- HTRIDokument40 SeitenHTRIChristine Hendrix100% (1)
- Stream Water Quality AnalysisDokument12 SeitenStream Water Quality AnalysisRahul DekaNoch keine Bewertungen
- Raw Water Treatment (Group 1)Dokument34 SeitenRaw Water Treatment (Group 1)AMIRAH AFIQAH BINTI ABDUL RAHIM MKK211007Noch keine Bewertungen
- Filtration CHP 12Dokument103 SeitenFiltration CHP 12learningboxNoch keine Bewertungen
- Biosensor 7937718 PowerpointDokument39 SeitenBiosensor 7937718 PowerpointHasanNoch keine Bewertungen
- Water Treatment: Monroe L. Weber-Shirk S Civil Environmental EngineeringDokument80 SeitenWater Treatment: Monroe L. Weber-Shirk S Civil Environmental EngineeringamoNoch keine Bewertungen
- Lecture 11 BiosensorsDokument46 SeitenLecture 11 Biosensorskunal ranjanNoch keine Bewertungen
- Biosensors - Analytical DeviceDokument4 SeitenBiosensors - Analytical DeviceJournal 4 ResearchNoch keine Bewertungen
- Principles of Toxicology: The Study of PoisonsDokument42 SeitenPrinciples of Toxicology: The Study of PoisonsAgnivesh MangalNoch keine Bewertungen
- ENVIRONMENTAL AUDITDokument22 SeitenENVIRONMENTAL AUDITnanduv22Noch keine Bewertungen
- EMS/ISO 14000 Need of The Hour: National Environmental Engineering Research InstituteDokument38 SeitenEMS/ISO 14000 Need of The Hour: National Environmental Engineering Research InstituteThanasekaran TharumanNoch keine Bewertungen
- Sensing and ActuationDokument34 SeitenSensing and Actuation1DA19ME073 Nawraj PandeyNoch keine Bewertungen
- Advanced Wastewater Treatment: Gyeongsang National UniversityDokument31 SeitenAdvanced Wastewater Treatment: Gyeongsang National UniversityEdwin KamalhaNoch keine Bewertungen
- Lesson 15 - Trickling FiltersDokument10 SeitenLesson 15 - Trickling FiltersShane RodriguezNoch keine Bewertungen
- Sedimentation Downstream Processing Short Course Terminal Velocity CalculationDokument16 SeitenSedimentation Downstream Processing Short Course Terminal Velocity CalculationJay CruzatNoch keine Bewertungen
- What Is Tertiary Treatment PlantDokument8 SeitenWhat Is Tertiary Treatment Plantlaloo01Noch keine Bewertungen
- Sewage TreatmentDokument5 SeitenSewage TreatmentbalachandransheebaNoch keine Bewertungen
- Detecting Pollutants with BiosensorsDokument30 SeitenDetecting Pollutants with BiosensorsSimisola Ayo-SanjoNoch keine Bewertungen
- Biotechnology 06.02.18 PDFDokument266 SeitenBiotechnology 06.02.18 PDFjyotiNoch keine Bewertungen
- BT503 Handouts PDFDokument279 SeitenBT503 Handouts PDFHaroon IqbalNoch keine Bewertungen
- Friction FactorDokument30 SeitenFriction FactorSomnath JagtapNoch keine Bewertungen
- 3D Printing (A Factory On Your Desk) : Vijay PatilDokument56 Seiten3D Printing (A Factory On Your Desk) : Vijay PatilAdriano AraujoNoch keine Bewertungen
- Original Unit Multiplied by Conversion Factor Equals Final UnitDokument12 SeitenOriginal Unit Multiplied by Conversion Factor Equals Final UnitjaffnaNoch keine Bewertungen
- Smart FinalDokument41 SeitenSmart FinalAswath RamNoch keine Bewertungen
- Metric Conversions: KilometerDokument2 SeitenMetric Conversions: KilometerNejra DedajićNoch keine Bewertungen
- Ceramic Nanocomposites: Properties, Processing, ApplicationsDokument2 SeitenCeramic Nanocomposites: Properties, Processing, ApplicationsPk JhaNoch keine Bewertungen
- Conversion Chart For ReferenceDokument3 SeitenConversion Chart For Referenceapi-232022364Noch keine Bewertungen
- Metric/Imperial Unit Conversion TableDokument1 SeiteMetric/Imperial Unit Conversion TableBecaNoch keine Bewertungen
- Environmental BiosensorsDokument61 SeitenEnvironmental BiosensorsBianca PopNoch keine Bewertungen
- Measurement ChartDokument1 SeiteMeasurement Chartning89Noch keine Bewertungen
- Review On VOC RemovalDokument18 SeitenReview On VOC RemovalMuhammad Shehzad Kamal100% (1)
- Metric and Imperial ConversionsDokument2 SeitenMetric and Imperial ConversionsMagnus MaximusNoch keine Bewertungen
- IntroductionDokument15 SeitenIntroductionDeepak SahNoch keine Bewertungen
- Nanofluids Review PaperDokument30 SeitenNanofluids Review PaperMalik VaseemNoch keine Bewertungen
- What Is An ETP PlantDokument12 SeitenWhat Is An ETP PlantrohitNoch keine Bewertungen
- ISO 14000: An IntroductionDokument28 SeitenISO 14000: An IntroductionTarun GargNoch keine Bewertungen
- Biosensors and Instrumentation: Lecture 1: Introduction To Chemical Sensors & BiosensorsDokument2 SeitenBiosensors and Instrumentation: Lecture 1: Introduction To Chemical Sensors & BiosensorsshirazNoch keine Bewertungen
- 3D Printing: By: Bhumika MaroliaDokument23 Seiten3D Printing: By: Bhumika MarolianavaneethNoch keine Bewertungen
- 2021 CH 274Dokument23 Seiten2021 CH 274Ali Raza MeharNoch keine Bewertungen
- Environmental Engineering (EN) - 20.03.18 PDFDokument240 SeitenEnvironmental Engineering (EN) - 20.03.18 PDFRaj VermaNoch keine Bewertungen
- New Microsoft Word DocumentDokument6 SeitenNew Microsoft Word DocumentalialshammaaNoch keine Bewertungen
- Sand FiltrationDokument5 SeitenSand FiltrationMa Vichelle Torrejos-UyNoch keine Bewertungen
- Module-1-Senosrs and Energy Systems - CSE-GKP - Docx-13.08.2023Dokument33 SeitenModule-1-Senosrs and Energy Systems - CSE-GKP - Docx-13.08.2023Mohammed owaisNoch keine Bewertungen
- TransBio-filter Sewage Treatment Plant PresentationDokument21 SeitenTransBio-filter Sewage Treatment Plant PresentationsushantNoch keine Bewertungen
- Water PDFDokument250 SeitenWater PDFkelvinNoch keine Bewertungen
- Essential MSDS for Hydrochloric AcidDokument6 SeitenEssential MSDS for Hydrochloric AcidMfc FaridNoch keine Bewertungen
- Sustainable Production: Effluent Treatment PlantDokument12 SeitenSustainable Production: Effluent Treatment PlantKush SharmaNoch keine Bewertungen
- Anaerobic Baffled Reactor (ABR) - SSWM PDFDokument9 SeitenAnaerobic Baffled Reactor (ABR) - SSWM PDFAnonymous gqtnY7iRk1Noch keine Bewertungen
- Application of BiosensorsDokument7 SeitenApplication of Biosensorsshiva121294Noch keine Bewertungen
- Short-Tube Vertical EvaporatorsDokument9 SeitenShort-Tube Vertical EvaporatorsdebdeepNoch keine Bewertungen
- Nano FluidsDokument16 SeitenNano FluidsSubhajit ChaudhuriNoch keine Bewertungen
- Length: Metric (MKS) US or Imperial (FPS)Dokument6 SeitenLength: Metric (MKS) US or Imperial (FPS)Rashel HasanNoch keine Bewertungen
- Sedimentation 2Dokument15 SeitenSedimentation 2Luximon PankajNoch keine Bewertungen
- UNI SAN MARCOS MECHANICS FLUIDS SEPARATION SOLIDS FLUIDSDokument43 SeitenUNI SAN MARCOS MECHANICS FLUIDS SEPARATION SOLIDS FLUIDSmaria caelaNoch keine Bewertungen
- Deposition From SuspensionDokument10 SeitenDeposition From SuspensionV FNoch keine Bewertungen
- Friction Mini LabsDokument3 SeitenFriction Mini Labsapi-298716691Noch keine Bewertungen
- Idspl B 2212 MNB 007+614DN 101Dokument36 SeitenIdspl B 2212 MNB 007+614DN 101khushikaadi56Noch keine Bewertungen
- Stco 201310014Dokument10 SeitenStco 201310014DamirNoch keine Bewertungen
- Magnetic Forces, Materials, and DevicesDokument18 SeitenMagnetic Forces, Materials, and DevicesJefry Pasaribu GoratNoch keine Bewertungen
- 05 Dynamics of RotationDokument11 Seiten05 Dynamics of RotationCONIX- TVNoch keine Bewertungen
- In-Situ Customization of The Helical Pile Design Procedure Using Plaxis 2DDokument7 SeitenIn-Situ Customization of The Helical Pile Design Procedure Using Plaxis 2DPacho ArbelaezNoch keine Bewertungen
- Data gathering template for science programsDokument8 SeitenData gathering template for science programsMary Grace SanchezNoch keine Bewertungen
- Mechanical Systems: Translational RotationalDokument30 SeitenMechanical Systems: Translational RotationalHussainNoch keine Bewertungen
- Lab Report 2Dokument6 SeitenLab Report 2Bea Dela CenaNoch keine Bewertungen
- Physics 4C0102 Spring 2021 Test 1 Student NameDokument9 SeitenPhysics 4C0102 Spring 2021 Test 1 Student NameJohn StudentNoch keine Bewertungen
- 052 DOFand MdofDokument42 Seiten052 DOFand MdofAbdelhay ElomariNoch keine Bewertungen
- ME251 CH10 SolutionsDokument44 SeitenME251 CH10 SolutionsAngela BlackNoch keine Bewertungen
- Waves ExcerciseDokument3 SeitenWaves Excerciseleelee1127Noch keine Bewertungen
- Turbulent Models and ApplicationsDokument64 SeitenTurbulent Models and Applicationsuday gouthamaNoch keine Bewertungen
- D7300 PDFDokument6 SeitenD7300 PDFJesús Luis Arce GuillermoNoch keine Bewertungen
- Determining Moment-Curvature Relationship of Reinforced Concrete ColumnsDokument8 SeitenDetermining Moment-Curvature Relationship of Reinforced Concrete Columnspaulami das choudhuryNoch keine Bewertungen
- Thermoeconomic analysis of solar-driven heat engineDokument10 SeitenThermoeconomic analysis of solar-driven heat engineettehadiNoch keine Bewertungen
- Pile Group Ansys AnalysisDokument9 SeitenPile Group Ansys AnalysisLucas MartinsNoch keine Bewertungen
- 1982, CREATION OF UNIVERSES FROM NOTHING Alexander VILENKIN PDFDokument4 Seiten1982, CREATION OF UNIVERSES FROM NOTHING Alexander VILENKIN PDFluismendoza1Noch keine Bewertungen
- Design of Beam in Civil EngineeringDokument2 SeitenDesign of Beam in Civil EngineeringUtkarsh BhardwajNoch keine Bewertungen
- Rectilinear Motion: Variable AccelerationDokument11 SeitenRectilinear Motion: Variable AccelerationKavita DeshmukhNoch keine Bewertungen
- Investigation Into Rotor Blade AerodynamicsDokument114 SeitenInvestigation Into Rotor Blade AerodynamicsneofakNoch keine Bewertungen
- Triaxial Test Data and CalculationsDokument7 SeitenTriaxial Test Data and CalculationsGayan Indunil JayasundaraNoch keine Bewertungen
- Aerodynamic Characteristics of Naca 0012 Airfoil by CFD AnalysisDokument8 SeitenAerodynamic Characteristics of Naca 0012 Airfoil by CFD AnalysisŞevki SağlamNoch keine Bewertungen