Das könnte Ihnen auch gefallen
- Brittle Fracture in Steel StructuresVon EverandBrittle Fracture in Steel StructuresG.M. BoydNoch keine Bewertungen
- CMP2015 - Assessing Vertimill Ultrafine Grinding PerformanceDokument7 SeitenCMP2015 - Assessing Vertimill Ultrafine Grinding PerformancerodrigoNoch keine Bewertungen
- Fine Grinding in The Australian Mining IndustryDokument11 SeitenFine Grinding in The Australian Mining IndustryATon GarsaNoch keine Bewertungen
- Informativo: PR O CE SSF LO WDokument3 SeitenInformativo: PR O CE SSF LO WricardoferNoch keine Bewertungen
- Frequently Used Conversion Factors: Moly-Cop ToolsDokument4 SeitenFrequently Used Conversion Factors: Moly-Cop ToolsAnonymous TsKN7XZBNoch keine Bewertungen
- Metsim MMD Sizer Simulation Major Input ParametersDokument6 SeitenMetsim MMD Sizer Simulation Major Input ParametersWalter Andrés OrqueraNoch keine Bewertungen
- Cerro Verde Production Unit Expansion: Calculations For Coarse Ore Vibrating Screens Document No. SN-100462-MD09Dokument4 SeitenCerro Verde Production Unit Expansion: Calculations For Coarse Ore Vibrating Screens Document No. SN-100462-MD09jhonNoch keine Bewertungen
- Single Fracture of Brittle Spheres by N. Arbiter, C. C. Harris and G. A. StamboltzisDokument16 SeitenSingle Fracture of Brittle Spheres by N. Arbiter, C. C. Harris and G. A. StamboltzisTsakalakis G. KonstantinosNoch keine Bewertungen
- Project 200TPHDokument1 SeiteProject 200TPHDavid GarciaNoch keine Bewertungen
- Cross Head Nuevo - InstaladoDokument1 SeiteCross Head Nuevo - InstaladoCarlos Alberto Bardales GarciaNoch keine Bewertungen
- World Non US Gasification DatabaseDokument9 SeitenWorld Non US Gasification DatabaseKhairi Maulida AzhariNoch keine Bewertungen
- Test Report: Flowsheet Development For Recovery and Concentration of Iron Sands: Phase IIDokument11 SeitenTest Report: Flowsheet Development For Recovery and Concentration of Iron Sands: Phase IIRavikumarAraliNoch keine Bewertungen
- Packing List SamplerDokument2 SeitenPacking List SamplerJuan Jose Coila P.Noch keine Bewertungen
- Breaking Down Energy Consumption in Industrial Grinding MillsDokument12 SeitenBreaking Down Energy Consumption in Industrial Grinding Millsrolandoh1Noch keine Bewertungen
- OK Flotation Concept Brochure PDFDokument4 SeitenOK Flotation Concept Brochure PDFWilleyNoch keine Bewertungen
- Weir HPGRDokument15 SeitenWeir HPGRW ZuoNoch keine Bewertungen
- A8 0 MineralsProcessing GBDokument6 SeitenA8 0 MineralsProcessing GBAnonymous T8aah3JfNoch keine Bewertungen
- Appendix G Design CriteriaDokument77 SeitenAppendix G Design CriteriaEdward LujanNoch keine Bewertungen
- Pebble Crusher Specific EnergyDokument10 SeitenPebble Crusher Specific Energy12milehillNoch keine Bewertungen
- 015-80T4-FW6 - Rev 1Dokument1 Seite015-80T4-FW6 - Rev 1José Luis TolaNoch keine Bewertungen
- Telsmith Product OverviewDokument12 SeitenTelsmith Product OverviewRicardoNoch keine Bewertungen
- Hofmann - South American Operations Brochure - 190902Dokument8 SeitenHofmann - South American Operations Brochure - 190902Jorge VillalobosNoch keine Bewertungen
- Simu Presentacion Exam3Dokument1 SeiteSimu Presentacion Exam3Edwin Barboza DuranNoch keine Bewertungen
- PeletizadoDokument8 SeitenPeletizadoJavier GómezNoch keine Bewertungen
- Dynamic Modeling and Simulation of Cone Crushing Circuits PDFDokument7 SeitenDynamic Modeling and Simulation of Cone Crushing Circuits PDFmarceladeveraNoch keine Bewertungen
- Outotec - Seismic Design of Elevated Slurry Storage Tanks For As NZS 1170 (Rosart)Dokument8 SeitenOutotec - Seismic Design of Elevated Slurry Storage Tanks For As NZS 1170 (Rosart)Serguei DobrinNoch keine Bewertungen
- SAG Mill ManufacturerDokument2 SeitenSAG Mill ManufacturerRodrigo GarcíaNoch keine Bewertungen
- Jaw Crusher 2013Dokument8 SeitenJaw Crusher 2013dexsaNoch keine Bewertungen
- LMM c1Dokument7 SeitenLMM c1landagoNoch keine Bewertungen
- Induction Motor Data: Siemens Industry, Inc. Norwood, OhioDokument3 SeitenInduction Motor Data: Siemens Industry, Inc. Norwood, OhioelvisNoch keine Bewertungen
- FLSmidth - HPGR - High Pressure Grinding Roll - BrochureDokument9 SeitenFLSmidth - HPGR - High Pressure Grinding Roll - BrochureTHAKARAR HARSHILNoch keine Bewertungen
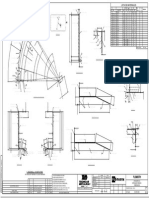
- Cerro Verde Production Unit Expansion: Coarse Ore Vibrating Screens Lifting Pipe Details Document No. SN-100462-MD21Dokument5 SeitenCerro Verde Production Unit Expansion: Coarse Ore Vibrating Screens Lifting Pipe Details Document No. SN-100462-MD21jhonNoch keine Bewertungen
- 3 Stages of Crushing SAGDokument11 Seiten3 Stages of Crushing SAGLevent ErgunNoch keine Bewertungen
- Hydrocyclone Design For Large Sag Mill CircuitsDokument12 SeitenHydrocyclone Design For Large Sag Mill CircuitsFrancisco CampbellNoch keine Bewertungen
- Equipment Selection For HPGR-Based Comminution Circuits Part 1 - Chris - MorleyDokument14 SeitenEquipment Selection For HPGR-Based Comminution Circuits Part 1 - Chris - MorleyWilson VicencioNoch keine Bewertungen
- Case Story - Outotec Flotation CellsDokument16 SeitenCase Story - Outotec Flotation CellsSoufi BadrNoch keine Bewertungen
- Outotec Mineral Processing Solutions: BenefitsDokument12 SeitenOutotec Mineral Processing Solutions: BenefitsAndi FaesalNoch keine Bewertungen
- Toromocho Project: Minera Chinalco Peru S.ADokument23 SeitenToromocho Project: Minera Chinalco Peru S.AAlex Dela CruzNoch keine Bewertungen
- SAG Mill Control: It Shouldn't Be That Hard: by Andrew ThorntonDokument4 SeitenSAG Mill Control: It Shouldn't Be That Hard: by Andrew ThorntonAntonio CruzNoch keine Bewertungen
- H-E Parts White Paper MP1000 BoddingtonDokument3 SeitenH-E Parts White Paper MP1000 BoddingtonJorge VillalobosNoch keine Bewertungen
- Flowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBDokument1 SeiteFlowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBMukesh BharatNoch keine Bewertungen
- Item Qty. Drawing Description Material Ref. WT (KG) WT TotalDokument1 SeiteItem Qty. Drawing Description Material Ref. WT (KG) WT TotaljhonNoch keine Bewertungen
- Less Is MoreDokument3 SeitenLess Is Moresnarf273Noch keine Bewertungen
- Planta Trituradora de Mandibulas Tellsmith 2550-PP Modelo: 2011Dokument2 SeitenPlanta Trituradora de Mandibulas Tellsmith 2550-PP Modelo: 2011mekanicobucaroNoch keine Bewertungen
- SIG de 22 Diagrama de Cableado TD3 B102 E 10Dokument10 SeitenSIG de 22 Diagrama de Cableado TD3 B102 E 10Jorge PalacioNoch keine Bewertungen
- Peru Peru: Value For Customs Purposes OnlyDokument1 SeitePeru Peru: Value For Customs Purposes Onlyharrisonaqp0% (1)
- Desarrollo de Control de Procesos en Strata CooperDokument72 SeitenDesarrollo de Control de Procesos en Strata CooperRandyrubenNoch keine Bewertungen
- Toromocho Project: Minera Chinalco Peru S.ADokument93 SeitenToromocho Project: Minera Chinalco Peru S.ALuis Valdez espinozaNoch keine Bewertungen
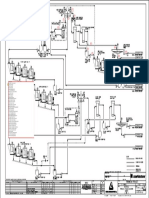
- Toromocho Project: Overall 0 Process Flow DiagramDokument1 SeiteToromocho Project: Overall 0 Process Flow DiagramFranklins T MedinaNoch keine Bewertungen
- O17607v101 Flyer Blow Bars enDokument4 SeitenO17607v101 Flyer Blow Bars enhesham elokailyNoch keine Bewertungen
- Pans PDFDokument8 SeitenPans PDFJorge Prado DiazNoch keine Bewertungen
- Simulação Atual 1144 LHDokument1 SeiteSimulação Atual 1144 LHGabriel Alves - GNA CorporationNoch keine Bewertungen
- PasteThickener TechnologyDokument5 SeitenPasteThickener TechnologyRodri GermánNoch keine Bewertungen
- Grinding Mill DrawingDokument1 SeiteGrinding Mill DrawingHans ManriqueNoch keine Bewertungen
- Freda Rebecca Sagmilling Circuit Optimization: MSC (50/50) Research ReportDokument67 SeitenFreda Rebecca Sagmilling Circuit Optimization: MSC (50/50) Research ReportJaime Magno Gutierrez RamirezNoch keine Bewertungen
- Constancia Project Process Plant Design and Start-UpDokument59 SeitenConstancia Project Process Plant Design and Start-UpErnesto El LokoNoch keine Bewertungen
- Energy Efficient Mineral Liberation Using HPGR Technology: Valid Solutions SpaceDokument236 SeitenEnergy Efficient Mineral Liberation Using HPGR Technology: Valid Solutions SpaceMarcos BuenoNoch keine Bewertungen
- The Influence of Liner Wear On Milling EfficiencyDokument21 SeitenThe Influence of Liner Wear On Milling EfficiencyW ZuoNoch keine Bewertungen
- 015-80T3-FW8 - Rev 1Dokument1 Seite015-80T3-FW8 - Rev 1José Luis TolaNoch keine Bewertungen
- Optimisation and Continuous Improvement of Antamina Comminution CircuitDokument20 SeitenOptimisation and Continuous Improvement of Antamina Comminution CircuitRAVI1972Noch keine Bewertungen
- Processing of The Pyrite Concentrates To Generate Sulfurous Anhydride For Sulfuric Acid ProductionDokument6 SeitenProcessing of The Pyrite Concentrates To Generate Sulfurous Anhydride For Sulfuric Acid ProductionLuis La TorreNoch keine Bewertungen
- Evolution of The Estimation of The Metallurgical Balance: A.V. Wilke, P.C. Carrasco and M.G. CortesDokument10 SeitenEvolution of The Estimation of The Metallurgical Balance: A.V. Wilke, P.C. Carrasco and M.G. CortesLuis La TorreNoch keine Bewertungen
- (1974) Oswald, D. J.ziegler, J. G. - Inventory Control of Grinding Mills Using Bearing Pressure MeasurementDokument5 Seiten(1974) Oswald, D. J.ziegler, J. G. - Inventory Control of Grinding Mills Using Bearing Pressure MeasurementLuis La Torre100% (1)
- Design Procedure For Hydraulic Backfill Distribution SystemsDokument6 SeitenDesign Procedure For Hydraulic Backfill Distribution SystemsLuis La TorreNoch keine Bewertungen
- Developing Gold Fields' La Cima Cerro Corona Project in PeruDokument8 SeitenDeveloping Gold Fields' La Cima Cerro Corona Project in PeruLuis La TorreNoch keine Bewertungen
- Cyanide Control in The Metallurgical Process of Gold Extraction in AngloGold (S.a.)Dokument8 SeitenCyanide Control in The Metallurgical Process of Gold Extraction in AngloGold (S.a.)Luis La TorreNoch keine Bewertungen
- Application of The Shrinking Core Model For Copper Oxide LeachingDokument7 SeitenApplication of The Shrinking Core Model For Copper Oxide LeachingLuis La TorreNoch keine Bewertungen
- (1987) Bartlett, John T. - Process Simulation and Optimization Using MetsimDokument12 Seiten(1987) Bartlett, John T. - Process Simulation and Optimization Using MetsimLuis La TorreNoch keine Bewertungen
- Alternative Sources of EnergyDokument6 SeitenAlternative Sources of EnergykageNoch keine Bewertungen
- 10q Poster LH EnglishDokument1 Seite10q Poster LH EnglishTri Sumadya Aditya100% (1)
- 101 Pond Tips and Tricks (Pond Armor)Dokument25 Seiten101 Pond Tips and Tricks (Pond Armor)Tom MattauschNoch keine Bewertungen
- User Manual For Soniclean Digital Benchtop Ultrasonic Cleaners 191013 PDFDokument12 SeitenUser Manual For Soniclean Digital Benchtop Ultrasonic Cleaners 191013 PDFRafael GonzalezNoch keine Bewertungen
- Chap 3 HW AssignmentDokument3 SeitenChap 3 HW AssignmentBren OngNoch keine Bewertungen
- Print PDFDokument11 SeitenPrint PDFFe CasarolliNoch keine Bewertungen
- Dyeing Machines: By: Ambika Udaikumar Ankita Singh Dhara Parmar Monali Wani Sonal MarwahDokument15 SeitenDyeing Machines: By: Ambika Udaikumar Ankita Singh Dhara Parmar Monali Wani Sonal MarwahMohammed Atiqul Hoque ChowdhuryNoch keine Bewertungen
- LAPORAN PRAKTIK KERJA LAPANGAN - Id.enDokument25 SeitenLAPORAN PRAKTIK KERJA LAPANGAN - Id.enAhmad JupriNoch keine Bewertungen
- Water Filtration System - Method StatementDokument7 SeitenWater Filtration System - Method Statementsunil_v575% (4)
- GCS ProxiPen Manual V2.1Dokument28 SeitenGCS ProxiPen Manual V2.1Tas DtNoch keine Bewertungen
- Topobase Performance and ScalabilityDokument16 SeitenTopobase Performance and ScalabilityFernandoKNoch keine Bewertungen
- 02 04 16 BPZ Transclinic 16i 4 Sprachen PRINTDokument144 Seiten02 04 16 BPZ Transclinic 16i 4 Sprachen PRINTjuanNoch keine Bewertungen
- Casting Slides 103-130Dokument28 SeitenCasting Slides 103-130Swaraj PrakashNoch keine Bewertungen
- Specification For Piping MaterialDokument9 SeitenSpecification For Piping MaterialAgus SupriadiNoch keine Bewertungen
- Licensing Electrical Cables JointersDokument17 SeitenLicensing Electrical Cables Jointersraedkaissi5096100% (2)
- Cp5151 Advanced Data Structures and AlgorithimsDokument3 SeitenCp5151 Advanced Data Structures and AlgorithimsPragaDarshNoch keine Bewertungen
- Block PlanDokument1 SeiteBlock PlanJade Atkinson PhellaineNoch keine Bewertungen
- Architecture Ebook Outstanding Wood Buildings - CWCDokument28 SeitenArchitecture Ebook Outstanding Wood Buildings - CWCAc Arquitetos Associados50% (2)
- Krunker ModMenuDokument10 SeitenKrunker ModMenuCody Kartavya0% (1)
- Plsed309005en (Web)Dokument174 SeitenPlsed309005en (Web)Arifin SaniNoch keine Bewertungen
- Methodology - Static Load Test PDFDokument5 SeitenMethodology - Static Load Test PDFEngr. MahmudNoch keine Bewertungen
- Hydrostatic Force On Plane Surfaces: Experiment No. 03Dokument2 SeitenHydrostatic Force On Plane Surfaces: Experiment No. 03ChristopherHiladoNoch keine Bewertungen
- 023 POL902.00 CB1Q3934en 01 ModBusDokument4 Seiten023 POL902.00 CB1Q3934en 01 ModBusEvandroRodriguesNoch keine Bewertungen
- Instruction Manual of EDM MachineDokument18 SeitenInstruction Manual of EDM MachineJanak ValakiNoch keine Bewertungen
- Xerox Workcentre 6400: System Administrator Guide Guide de L'Administrateur SystèmeDokument184 SeitenXerox Workcentre 6400: System Administrator Guide Guide de L'Administrateur SystèmeЃорѓи Поп-ЃорѓиевNoch keine Bewertungen
- Tak Company Profile - 1Dokument28 SeitenTak Company Profile - 1zacky100% (1)
- Quectel MC60 at Commands Manual V1.2Dokument262 SeitenQuectel MC60 at Commands Manual V1.2Adimaro MontoyaNoch keine Bewertungen
- SLM 1 CARPENTRY 10 Revalidated and Language 1st QuarterDokument8 SeitenSLM 1 CARPENTRY 10 Revalidated and Language 1st Quarterash hshsNoch keine Bewertungen
- COMPRESOR KAESER Ask - T - SeriesDokument136 SeitenCOMPRESOR KAESER Ask - T - SeriesTALLER NUEVEDEJULIO SATNoch keine Bewertungen
- Arc Welding ReadingDokument16 SeitenArc Welding ReadingJessica S. MellNoch keine Bewertungen