Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Mobilith SHC 460: Product DescriptionDokument2 SeitenMobilith SHC 460: Product Descriptionluis_dominguezeNoch keine Bewertungen
- 2012 Product Catalogue - DTH EquipmentDokument48 Seiten2012 Product Catalogue - DTH EquipmentCasimiro DomeykoNoch keine Bewertungen
- HF13M Imp PDFDokument192 SeitenHF13M Imp PDFluis_dominguezeNoch keine Bewertungen
- High Force PDFDokument6 SeitenHigh Force PDFsivagulfNoch keine Bewertungen
- A FastenerTorqueCharts PDFDokument2 SeitenA FastenerTorqueCharts PDFJusril HidayatNoch keine Bewertungen
- Acme ThreadsDokument3 SeitenAcme ThreadsUNIISCRIBDNoch keine Bewertungen
- Shell Spirax S4 CX 30: Performance, Features & Benefits Main ApplicationsDokument2 SeitenShell Spirax S4 CX 30: Performance, Features & Benefits Main ApplicationsDarmawan PutrantoNoch keine Bewertungen
- GreaseDokument1 SeiteGreaseluis_dominguezeNoch keine Bewertungen
- Mobilgrease XHP 2 2 2: Product Description Features & BenefitsDokument2 SeitenMobilgrease XHP 2 2 2: Product Description Features & Benefitsluis_dominguezeNoch keine Bewertungen
- 6.5.1 Ficha Estrobos PulposDokument1 Seite6.5.1 Ficha Estrobos PulposalvarezbernedoNoch keine Bewertungen
- Mobilith SHC 460: Product DescriptionDokument2 SeitenMobilith SHC 460: Product Descriptionluis_dominguezeNoch keine Bewertungen
- 98-Jun-AGMA and ISO Accuracy StdsDokument4 Seiten98-Jun-AGMA and ISO Accuracy Stdsluis_dominguezeNoch keine Bewertungen
- Mobilgrease XHP 222Dokument3 SeitenMobilgrease XHP 222sapu11jagat5855Noch keine Bewertungen
- Shell Tellus s2 VX 68Dokument3 SeitenShell Tellus s2 VX 68ironiteNoch keine Bewertungen
- 1986-Hob Length EffectsDokument2 Seiten1986-Hob Length Effectsluis_dominguezeNoch keine Bewertungen
- Eaton Lubricant Suppliers TCMT0020 EN-US: Lubrication GuideDokument13 SeitenEaton Lubricant Suppliers TCMT0020 EN-US: Lubrication Guideluis_dominguezeNoch keine Bewertungen
- 22638Dokument3 Seiten22638mhNoch keine Bewertungen
- Mcvittie PDFDokument3 SeitenMcvittie PDFbennyfergusonNoch keine Bewertungen
- Mcvittie PDFDokument3 SeitenMcvittie PDFbennyfergusonNoch keine Bewertungen
- 1991 - Jan - AGMA Responds To Gear Standards ArticleDokument3 Seiten1991 - Jan - AGMA Responds To Gear Standards Articleluis_dominguezeNoch keine Bewertungen
- 96-Feb-Avoiding Interference in Shaper-Cut GearsDokument2 Seiten96-Feb-Avoiding Interference in Shaper-Cut Gearsluis_dominguezeNoch keine Bewertungen
- 1985-Tooth Forms For HobsDokument2 Seiten1985-Tooth Forms For Hobsluis_dominguezeNoch keine Bewertungen
- 85 - May - Gear Tooth Scoring Design Considerations PDFDokument52 Seiten85 - May - Gear Tooth Scoring Design Considerations PDFluis_dominguezeNoch keine Bewertungen
- Product Information: Gear Oil (GL4) SAE 80WDokument1 SeiteProduct Information: Gear Oil (GL4) SAE 80Wluis_dominguezeNoch keine Bewertungen
- Selection of Hobbing DataDokument4 SeitenSelection of Hobbing Dataluis_dominguezeNoch keine Bewertungen
- 94-June-Designing Hardened & Ground Gears To Operate With Min NoiseDokument3 Seiten94-June-Designing Hardened & Ground Gears To Operate With Min Noiseluis_dominguezeNoch keine Bewertungen
- 96-Feb-Avoiding Interference in Shaper-Cut GearsDokument2 Seiten96-Feb-Avoiding Interference in Shaper-Cut Gearsluis_dominguezeNoch keine Bewertungen
- 85 - Nov - Finding Gear Teeth RatiosDokument5 Seiten85 - Nov - Finding Gear Teeth Ratiosluis_dominguezeNoch keine Bewertungen
- Mcvittie PDFDokument3 SeitenMcvittie PDFbennyfergusonNoch keine Bewertungen
- 90 - March - Influence of Lubrication On Pitting and Micropitting Resistance of GearsDokument8 Seiten90 - March - Influence of Lubrication On Pitting and Micropitting Resistance of Gearsluis_dominguezeNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Servodisc CatalogDokument87 SeitenServodisc CatalogEstebanRojasKrustofskyNoch keine Bewertungen
- Mbs PartitionwallDokument91 SeitenMbs PartitionwallRamsey RasmeyNoch keine Bewertungen
- RTL8139D DataSheetDokument60 SeitenRTL8139D DataSheetRakesh NettemNoch keine Bewertungen
- ADO NET Tutorial - 16Dokument18 SeitenADO NET Tutorial - 16Fenil Desai100% (1)
- Bhagwat Gita in by EB KarkiDokument97 SeitenBhagwat Gita in by EB KarkiYogaguru Mohan100% (1)
- Angular AccuracyDokument4 SeitenAngular AccuracySwatilekha ChowdhuryNoch keine Bewertungen
- Thermocouple: Seeback EffectDokument8 SeitenThermocouple: Seeback EffectMuhammadHadiNoch keine Bewertungen
- 21 API Functions PDFDokument14 Seiten21 API Functions PDFjet_mediaNoch keine Bewertungen
- KVS - Regional Office, JAIPUR - Session 2021-22Dokument24 SeitenKVS - Regional Office, JAIPUR - Session 2021-22ABDUL RAHMAN 11BNoch keine Bewertungen
- 145Kv Sf6 Circuit Breaker Type Ltb145D1/B List of Drawings: Description Document Reference NO. SRDokument13 Seiten145Kv Sf6 Circuit Breaker Type Ltb145D1/B List of Drawings: Description Document Reference NO. SRneeraj100% (1)
- CFMDokument16 SeitenCFMShoaibIqbalNoch keine Bewertungen
- 1995 S320 S420 S500 Owner's Manual Edition C PDFDokument153 Seiten1995 S320 S420 S500 Owner's Manual Edition C PDFnpachecorecabarrenNoch keine Bewertungen
- Cleats CatalogueDokument73 SeitenCleats Cataloguefire123123Noch keine Bewertungen
- Lab Assignment - 2: CodeDokument8 SeitenLab Assignment - 2: CodeKhushal IsraniNoch keine Bewertungen
- Table of Trigonometric IdentitiesDokument2 SeitenTable of Trigonometric IdentitiesVaios PeritogiannisNoch keine Bewertungen
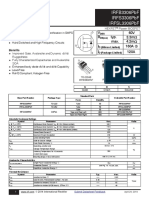
- Irfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADokument12 SeitenIrfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADirson Volmir WilligNoch keine Bewertungen
- InfoWater Student Analysis and Design WorkbookDokument80 SeitenInfoWater Student Analysis and Design WorkbookefcarrionNoch keine Bewertungen
- Student - The Passive Voice Without AnswersDokument5 SeitenStudent - The Passive Voice Without AnswersMichelleNoch keine Bewertungen
- Wavetek Portable RF Power Meter Model 1034A (1499-14166) Operating and Maintenance Manual, 1966.Dokument64 SeitenWavetek Portable RF Power Meter Model 1034A (1499-14166) Operating and Maintenance Manual, 1966.Bob Laughlin, KWØRLNoch keine Bewertungen
- 7625-300 Vitamin B12 AccuBind ELISA Rev 6Dokument2 Seiten7625-300 Vitamin B12 AccuBind ELISA Rev 6carlosalfredorivasNoch keine Bewertungen
- ADA Practical File: Kartik KatariaDokument34 SeitenADA Practical File: Kartik KatariaKilari TejaNoch keine Bewertungen
- JZ990D43501 eDokument6 SeitenJZ990D43501 eМаксим ПасичникNoch keine Bewertungen
- Stellar Evolution SimulationDokument2 SeitenStellar Evolution Simulationncl12142Noch keine Bewertungen
- Air Movements 06-26-2019 - Full ScoreDokument5 SeitenAir Movements 06-26-2019 - Full ScoreMichael CrawfordNoch keine Bewertungen
- MODULAR QUIZ - 57 - Steel DesignDokument9 SeitenMODULAR QUIZ - 57 - Steel DesignCornelio J. FernandezNoch keine Bewertungen
- Chapter 7 For StudentsDokument21 SeitenChapter 7 For StudentsDharneeshkarDandyNoch keine Bewertungen
- 9Y011-02704 KubotaDokument143 Seiten9Y011-02704 KubotaZaqi SatchNoch keine Bewertungen
- Sample Chapter - Oil and Gas Well Drilling Technology PDFDokument19 SeitenSample Chapter - Oil and Gas Well Drilling Technology PDFDavid John100% (1)
- MoazzamMaqsood Transcript PDFDokument3 SeitenMoazzamMaqsood Transcript PDFmoazzam maqsoodNoch keine Bewertungen