Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Fans Reference GuideDokument160 SeitenFans Reference Guidekarthikraja21100% (13)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- WR424GB00DDokument16 SeitenWR424GB00DIgor San Martín PeñalozaNoch keine Bewertungen
- Cec 103. - Workshop Technology 1Dokument128 SeitenCec 103. - Workshop Technology 1VietHungCao92% (13)
- Measuring Customer Lifetime Value Models and AnalysisDokument50 SeitenMeasuring Customer Lifetime Value Models and Analysispraveen_bpgcNoch keine Bewertungen
- Abrasive Blast Nozzle Catalog: Bringing Ceramic Technology To Industry Boride P Roduct SDokument46 SeitenAbrasive Blast Nozzle Catalog: Bringing Ceramic Technology To Industry Boride P Roduct SSamsu SamsNoch keine Bewertungen
- 04.protection of 33KV Feeder.Dokument16 Seiten04.protection of 33KV Feeder.gnpr_10106080Noch keine Bewertungen
- What Is in Coca-Cola?: A Briefing On Our IngredientsDokument17 SeitenWhat Is in Coca-Cola?: A Briefing On Our IngredientsMario Brown100% (1)
- Crisis Management in Belgium: The Case of Coca-ColaDokument5 SeitenCrisis Management in Belgium: The Case of Coca-ColaCham ChoumNoch keine Bewertungen
- Customer Profitability AnalysisDokument36 SeitenCustomer Profitability AnalysisMichalaki Xrisoula100% (1)
- Customer ProfitabilityDokument11 SeitenCustomer ProfitabilityVaibhav Bindroo0% (1)
- Customer ProfitabilityDokument11 SeitenCustomer ProfitabilityVaibhav Bindroo0% (1)
- PM Mid TermDokument5 SeitenPM Mid TermMario BrownNoch keine Bewertungen
- Definition - What Does Void Volume Mean?Dokument8 SeitenDefinition - What Does Void Volume Mean?Mario BrownNoch keine Bewertungen
- Back-to-Basics: Calculating Retention Factor (k) in HPLCDokument1 SeiteBack-to-Basics: Calculating Retention Factor (k) in HPLCMario BrownNoch keine Bewertungen
- Syllabus Vi SemregehDokument8 SeitenSyllabus Vi SemregehMario BrownNoch keine Bewertungen
- AMIT (2 Files Merged)Dokument2 SeitenAMIT (2 Files Merged)Mario BrownNoch keine Bewertungen
- BooksDokument3 SeitenBooksMario BrownNoch keine Bewertungen
- High-Performance Liquid ChromatographyDokument9 SeitenHigh-Performance Liquid ChromatographyMario BrownNoch keine Bewertungen
- Back-to-Basics: Calculating Retention Factor (k) in HPLCDokument1 SeiteBack-to-Basics: Calculating Retention Factor (k) in HPLCMario BrownNoch keine Bewertungen
- Definition - What Does Void Volume Mean?Dokument8 SeitenDefinition - What Does Void Volume Mean?Mario BrownNoch keine Bewertungen
- Effectiveness of The Turkish Corporate Governace SystemDokument18 SeitenEffectiveness of The Turkish Corporate Governace SystemMario BrownNoch keine Bewertungen
- CG in India, 2014Dokument11 SeitenCG in India, 2014Mario BrownNoch keine Bewertungen
- AthletesDokument1 SeiteAthletesMario BrownNoch keine Bewertungen
- Caste SystemDokument7 SeitenCaste SystemMario BrownNoch keine Bewertungen
- Resume Aditya Ghildiyal BBA marketing career objectiveDokument3 SeitenResume Aditya Ghildiyal BBA marketing career objectiveMario BrownNoch keine Bewertungen
- Martin Ansin Laurent Durieux Matt Taylor Tyler Stout Ken Taylor N.E. Gabz Aaron Horkey Nick VujicicDokument5 SeitenMartin Ansin Laurent Durieux Matt Taylor Tyler Stout Ken Taylor N.E. Gabz Aaron Horkey Nick VujicicMario BrownNoch keine Bewertungen
- Coca Cola PDFDokument30 SeitenCoca Cola PDFAmit YadavNoch keine Bewertungen
- Coca Cola NutritionDokument1 SeiteCoca Cola NutritionMario BrownNoch keine Bewertungen
- SIP On IDBI FederalDokument18 SeitenSIP On IDBI FederalMario BrownNoch keine Bewertungen
- Environment Report 2009Dokument46 SeitenEnvironment Report 2009prjtrschNoch keine Bewertungen
- GRI Report: A Companion To The 2011/2012 Sustainability ReportDokument122 SeitenGRI Report: A Companion To The 2011/2012 Sustainability ReportMihaela RoscaNoch keine Bewertungen
- Coca-Cola - The Alternative ReportDokument16 SeitenCoca-Cola - The Alternative ReportHassan Tahir SialNoch keine Bewertungen
- Equity SIP Stock Ideas of MarutiDokument11 SeitenEquity SIP Stock Ideas of MarutiMario BrownNoch keine Bewertungen
- Lic 2 PDFDokument29 SeitenLic 2 PDFDipti MaheriyaNoch keine Bewertungen
- Epoxy Hardeners, Water-Reducible: ProductsDokument1 SeiteEpoxy Hardeners, Water-Reducible: ProductsDhruv SevakNoch keine Bewertungen
- Chapter 11 revision notes on budgeting and planningDokument5 SeitenChapter 11 revision notes on budgeting and planningRoli YonoNoch keine Bewertungen
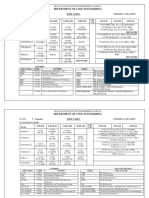
- Time TableDokument7 SeitenTime TableChethan .H.GNoch keine Bewertungen
- Mathematics of Finance: Simple and Compound Interest FormulasDokument11 SeitenMathematics of Finance: Simple and Compound Interest FormulasAshekin MahadiNoch keine Bewertungen
- VLSI Design: Introduction & Motivation Introduction & MotivationDokument33 SeitenVLSI Design: Introduction & Motivation Introduction & MotivationPriyanka SharmaNoch keine Bewertungen
- Green Synthesis of Zinc Oxide Nanoparticles: Elizabeth Varghese and Mary GeorgeDokument8 SeitenGreen Synthesis of Zinc Oxide Nanoparticles: Elizabeth Varghese and Mary GeorgesstephonrenatoNoch keine Bewertungen
- LC IN SCIENCE and MathDokument14 SeitenLC IN SCIENCE and MathCharity Anne Camille PenalozaNoch keine Bewertungen
- M.E. Comm. SystemsDokument105 SeitenM.E. Comm. SystemsShobana SNoch keine Bewertungen
- Excel 2007 Lesson 7 QuizDokument5 SeitenExcel 2007 Lesson 7 Quizdeep72Noch keine Bewertungen
- CS 102 Programming Fundamentals Lecture NotesDokument14 SeitenCS 102 Programming Fundamentals Lecture NotesOkay OkayNoch keine Bewertungen
- Visualizing Interstellar WormholesDokument14 SeitenVisualizing Interstellar WormholesFranciscoNoch keine Bewertungen
- VSD Operacion ControlDokument138 SeitenVSD Operacion ControlLeon PerezNoch keine Bewertungen
- Great Lakes PGDM Interview Access DetailsDokument1 SeiteGreat Lakes PGDM Interview Access DetailsJaswanth konkepudiNoch keine Bewertungen
- UnderstandingCryptology CoreConcepts 6-2-2013Dokument128 SeitenUnderstandingCryptology CoreConcepts 6-2-2013zenzei_Noch keine Bewertungen
- WebControls - TabStripDokument38 SeitenWebControls - TabStripProkopis PrNoch keine Bewertungen
- MTech Information Security FINAL 10052018Dokument20 SeitenMTech Information Security FINAL 10052018sirisha vNoch keine Bewertungen
- L02-EIP Module User ManualDokument37 SeitenL02-EIP Module User ManualSergio Mauricio Acuña BravoNoch keine Bewertungen
- Ce010 601 Design of Steel Structures Ce PDFDokument5 SeitenCe010 601 Design of Steel Structures Ce PDFPrakash rubanNoch keine Bewertungen
- Velocity profiles and incompressible flow field equationsDokument2 SeitenVelocity profiles and incompressible flow field equationsAbdul ArifNoch keine Bewertungen
- ISCOM HT803 DatasheetDokument2 SeitenISCOM HT803 Datasheetnmc79Noch keine Bewertungen
- CI SetDokument18 SeitenCI Setতন্ময় ঢালি Tanmay DhaliNoch keine Bewertungen
- FDokument1 SeiteFDiego PorrasNoch keine Bewertungen
- Developmental Morphology and Physiology of GrassesDokument26 SeitenDevelopmental Morphology and Physiology of GrassesAnonymous xGVfcqNoch keine Bewertungen
- NewsDokument26 SeitenNewsMaria Jose Soliz OportoNoch keine Bewertungen
- Serial Port InterfacingDokument5 SeitenSerial Port Interfacingyampire100% (1)