Das könnte Ihnen auch gefallen
- Machinery Management Pe Review-2012Dokument100 SeitenMachinery Management Pe Review-2012sunilbholNoch keine Bewertungen
- Cast Iron SpecificationsDokument1 SeiteCast Iron SpecificationsVinod YbNoch keine Bewertungen
- MizoramDokument56 SeitenMizoramsunilbholNoch keine Bewertungen
- Presentation 2Dokument1 SeitePresentation 2sunilbholNoch keine Bewertungen
- Design Fabrication and Performance EvaluDokument12 SeitenDesign Fabrication and Performance EvalusunilbholNoch keine Bewertungen
- Rent ReceiptDokument1 SeiteRent Receiptbathyal28% (43)
- Air BearingsDokument68 SeitenAir BearingsMichael SchmichaelNoch keine Bewertungen
- Ductile Iron Specifications PDFDokument1 SeiteDuctile Iron Specifications PDFsunilbholNoch keine Bewertungen
- Cast Iron SpecificationsDokument1 SeiteCast Iron SpecificationsVinod YbNoch keine Bewertungen
- Is.3469.1-3.1974 Die Steel Forging StandardDokument62 SeitenIs.3469.1-3.1974 Die Steel Forging Standardsunilbhol100% (3)
- Open A Current Bank Account in A Bank As Sole Proprietorship - Legal AddaDokument10 SeitenOpen A Current Bank Account in A Bank As Sole Proprietorship - Legal AddasunilbholNoch keine Bewertungen
- How To File Service Tax Return Online Procedure - Legal AddaDokument8 SeitenHow To File Service Tax Return Online Procedure - Legal AddasunilbholNoch keine Bewertungen
- Online Udyog Aadhaar Registration - Simplified Procedure - Legal AddaDokument11 SeitenOnline Udyog Aadhaar Registration - Simplified Procedure - Legal AddasunilbholNoch keine Bewertungen
- Lesson 2 - How To Choose Legal Entity in India - Legal AddaDokument8 SeitenLesson 2 - How To Choose Legal Entity in India - Legal AddasunilbholNoch keine Bewertungen
- How To Register A Company or Brand Name in India - Legal AddaDokument7 SeitenHow To Register A Company or Brand Name in India - Legal AddasunilbholNoch keine Bewertungen
- Crop Tiger 40: Terra TracDokument3 SeitenCrop Tiger 40: Terra TracsunilbholNoch keine Bewertungen
- Unit A - Lesson 1 - Machinery and Equipment - PPT (English)Dokument68 SeitenUnit A - Lesson 1 - Machinery and Equipment - PPT (English)sunilbholNoch keine Bewertungen
- How To Register Sole Proprietorship Firm in IndiaDokument9 SeitenHow To Register Sole Proprietorship Firm in IndiasunilbholNoch keine Bewertungen
- How To Start Import Export Business in India LegallyDokument9 SeitenHow To Start Import Export Business in India LegallysunilbholNoch keine Bewertungen
- 292 - Chapter n.2 Modern Machines in Agriculture - SpainDokument8 Seiten292 - Chapter n.2 Modern Machines in Agriculture - SpainSarath KumarNoch keine Bewertungen
- Agricultural Engineering - IDokument234 SeitenAgricultural Engineering - IMadan Mohan Sharan Singh88% (8)
- Does Sole Proprietorship Firm Needs To Be Registered in IndiaDokument7 SeitenDoes Sole Proprietorship Firm Needs To Be Registered in IndiasunilbholNoch keine Bewertungen
- Primary Tillage Equipments - Farming Equipments & Machinery - Agriculture Tools & Machines PDFDokument7 SeitenPrimary Tillage Equipments - Farming Equipments & Machinery - Agriculture Tools & Machines PDFsunilbholNoch keine Bewertungen
- Agricultural Technology - New World EncyclopediaDokument5 SeitenAgricultural Technology - New World EncyclopediasunilbholNoch keine Bewertungen
- 75 HP Post Hole Digger Gearboxes PDFDokument1 Seite75 HP Post Hole Digger Gearboxes PDFsunilbholNoch keine Bewertungen
- 50 HP Rotary Cutter Gearboxes PDFDokument1 Seite50 HP Rotary Cutter Gearboxes PDFsunilbholNoch keine Bewertungen
- Amendment 3 Point Link (Leveler) PDFDokument1 SeiteAmendment 3 Point Link (Leveler) PDFsunilbholNoch keine Bewertungen
- 130 HP Long Shaft GearboxDokument3 Seiten130 HP Long Shaft GearboxsunilbholNoch keine Bewertungen
- 100 HP Gearbox PDFDokument3 Seiten100 HP Gearbox PDFsunilbholNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Consumer BehaviourDokument30 SeitenConsumer BehaviourSami Jamal0% (1)
- EDF Lead Food Report FinalDokument13 SeitenEDF Lead Food Report FinalLancasterOnlineNoch keine Bewertungen
- AcaciaDokument88 SeitenAcaciaalmagloNoch keine Bewertungen
- A Review On Management of Banana Processing IJSSBTDokument5 SeitenA Review On Management of Banana Processing IJSSBTDeepak TaleleNoch keine Bewertungen
- 2015 - Mamuye and MekonenDokument9 Seiten2015 - Mamuye and MekonenMekonen AyanaNoch keine Bewertungen
- 14-Poultry Production Manual 0 1Dokument36 Seiten14-Poultry Production Manual 0 1Tade Gashaw0% (1)
- Pestle Analysis Planning Aid 2013Dokument32 SeitenPestle Analysis Planning Aid 2013Tuhin MirNoch keine Bewertungen
- Agricultural Ventilation - ReportDokument141 SeitenAgricultural Ventilation - ReportsamirNoch keine Bewertungen
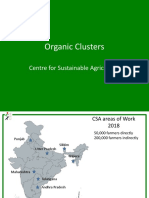
- Organic Clusters: Centre For Sustainable AgricultureDokument41 SeitenOrganic Clusters: Centre For Sustainable AgricultureRamanjaneyulu GVNoch keine Bewertungen
- Chapter 3 Edited PDFDokument25 SeitenChapter 3 Edited PDFBITAN MONDALNoch keine Bewertungen
- Foundations of Land Law Updated RL Feb14.22Dokument20 SeitenFoundations of Land Law Updated RL Feb14.22blessing bNoch keine Bewertungen
- Holodomor: Stalin's Holocaust in UkraineDokument5 SeitenHolodomor: Stalin's Holocaust in UkraineA NNoch keine Bewertungen
- Deities & BasicsDokument20 SeitenDeities & BasicsAlejandro GalanNoch keine Bewertungen
- 1st Summative in Science 4th QuarterDokument3 Seiten1st Summative in Science 4th QuarterEleonor Aguila100% (1)
- Greg Mussallem 11-09-16Dokument14 SeitenGreg Mussallem 11-09-16L. A. PatersonNoch keine Bewertungen
- Dairy Industry in IndiaDokument28 SeitenDairy Industry in IndiaHarsh KardamNoch keine Bewertungen
- IBALONDokument2 SeitenIBALONMark Ivan Alberto100% (6)
- Value Chain Analysis of Animal Feed Sector in Indian States of West Bengal and OdishaDokument9 SeitenValue Chain Analysis of Animal Feed Sector in Indian States of West Bengal and OdishaDr B. S. ChandelNoch keine Bewertungen
- Monthly Test Science Year 5Dokument9 SeitenMonthly Test Science Year 5Selvi MuthuveluNoch keine Bewertungen
- Design, Development and Fabrication of Grass Cutter: Guided byDokument44 SeitenDesign, Development and Fabrication of Grass Cutter: Guided byHëçtõr ÅñüpâmNoch keine Bewertungen
- Cash Flow AnalysisDokument66 SeitenCash Flow AnalysisAnonymous 5r66EmH100% (1)
- New Old House - Fall 2015Dokument84 SeitenNew Old House - Fall 2015Hussain Elarabi100% (1)
- Prathap Project ReportDokument114 SeitenPrathap Project ReportSsims 1997Noch keine Bewertungen
- Iso Standards CoffeeDokument2 SeitenIso Standards Coffeeenajyr67% (3)
- LARP Lower Athabasca Regional Plan 2012-2022 - Approved - 2012-08Dokument98 SeitenLARP Lower Athabasca Regional Plan 2012-2022 - Approved - 2012-08Emily MertzNoch keine Bewertungen
- Classic Beer Style Series #03 - Lambic by Jean Guinard (1990)Dokument174 SeitenClassic Beer Style Series #03 - Lambic by Jean Guinard (1990)Elaine Ribeiro100% (1)
- Great Leap ForwardDokument22 SeitenGreat Leap ForwardnishantlalNoch keine Bewertungen
- Raymond James Agribusiness 2011Dokument185 SeitenRaymond James Agribusiness 2011Capita1Noch keine Bewertungen
- Briquettes Handbook-FAO PDFDokument134 SeitenBriquettes Handbook-FAO PDFArnaldo Benitez100% (2)
- Effect of Chitosan and Chlorocholine Chloride On The Minituberization of Cocoyam (Xanthosoma Sagittifolium L. Schott)Dokument9 SeitenEffect of Chitosan and Chlorocholine Chloride On The Minituberization of Cocoyam (Xanthosoma Sagittifolium L. Schott)IJEAB JournalNoch keine Bewertungen