Das könnte Ihnen auch gefallen
- Compressor WashingDokument5 SeitenCompressor Washingsamil68Noch keine Bewertungen
- Compressor WashingDokument7 SeitenCompressor Washingsamil68100% (1)
- GEI41042 Rev O - Washing-Cleaning PDFDokument12 SeitenGEI41042 Rev O - Washing-Cleaning PDFKorcan ÜnalNoch keine Bewertungen
- 04 01 T6497 Prev Mainten A4 Color 2sided 2slides Each SideDokument18 Seiten04 01 T6497 Prev Mainten A4 Color 2sided 2slides Each SideDangolNoch keine Bewertungen
- Increase Performance and Flexibility with GT26 MXL2 UpgradeDokument4 SeitenIncrease Performance and Flexibility with GT26 MXL2 UpgradeMai DangNoch keine Bewertungen
- GT Gas Fuel and Air FlowDokument38 SeitenGT Gas Fuel and Air FlowhinaNoch keine Bewertungen
- MOU (00) - Introduction LDokument37 SeitenMOU (00) - Introduction LDRISSI100% (1)
- PIL161 Lube Oil System Cleanliness PDFDokument3 SeitenPIL161 Lube Oil System Cleanliness PDFHaryNoch keine Bewertungen
- Lm6000 PF Plus Fact SheetDokument2 SeitenLm6000 PF Plus Fact SheetNivaldo GarciaNoch keine Bewertungen
- Onoffline Washing GEDokument2 SeitenOnoffline Washing GEhosni123Noch keine Bewertungen
- 6 Field ExperienceDokument9 Seiten6 Field ExperiencescribdkhatnNoch keine Bewertungen
- 05 - Sonatrach Srga2 Ms 5002 Startup & ControlDokument17 Seiten05 - Sonatrach Srga2 Ms 5002 Startup & ControlSofiane Halimi100% (1)
- Gas Turbine Fuel Nozzle Refurbishment Reduces Emissions and Improves ReliabilityDokument3 SeitenGas Turbine Fuel Nozzle Refurbishment Reduces Emissions and Improves ReliabilityJJ100% (1)
- Factsheet SGT-700 enDokument2 SeitenFactsheet SGT-700 enAzril DahariNoch keine Bewertungen
- GE Turbine Stud and Nut Instruction ManualDokument39 SeitenGE Turbine Stud and Nut Instruction ManualManuel L LombarderoNoch keine Bewertungen
- Generator Control and Protection System PDFDokument159 SeitenGenerator Control and Protection System PDFAdetunji Taiwo100% (1)
- 2.3.8 Liquid FuelDokument16 Seiten2.3.8 Liquid FuelSarah CohenNoch keine Bewertungen
- Turbo Power Services Company ProfileDokument50 SeitenTurbo Power Services Company Profilesomasekharch100% (1)
- PGT25 G4 02-04-2010Dokument2 SeitenPGT25 G4 02-04-2010Sumanth KaranamNoch keine Bewertungen
- Kawasaki Gas TurbineDokument45 SeitenKawasaki Gas Turbinepramasenja100% (2)
- MHPS D Class GT UpratesDokument6 SeitenMHPS D Class GT Uprateskp pkNoch keine Bewertungen
- 9e PDFDokument12 Seiten9e PDFgayani100% (1)
- Psib 20150212Dokument10 SeitenPsib 20150212Léandre Ettekri NdriNoch keine Bewertungen
- 01 Tab01 130916060639 Phpapp02 PDFDokument36 Seiten01 Tab01 130916060639 Phpapp02 PDFajo zinzoNoch keine Bewertungen
- Pre-Heater of Nat GasDokument12 SeitenPre-Heater of Nat GasStl JoseNoch keine Bewertungen
- 6 6FA - 2019 - Rotor - Life - ManagementDokument8 Seiten6 6FA - 2019 - Rotor - Life - ManagementMuhammad Hasan Rafiq100% (1)
- 6FA DLN 2.6 Extended Interval Combustion System - GEA17898Dokument1 Seite6FA DLN 2.6 Extended Interval Combustion System - GEA17898leninweblbNoch keine Bewertungen
- Nickel Base Alloy GTD 222Dokument2 SeitenNickel Base Alloy GTD 222JJNoch keine Bewertungen
- Offshore Kurz SolarDokument28 SeitenOffshore Kurz Solarstuntmanz100% (1)
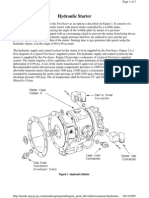
- Figure 1. Hydraulic StarterDokument3 SeitenFigure 1. Hydraulic StarterDenis JimenezNoch keine Bewertungen
- Finding and Fixing Leakage Within Combined HPDokument34 SeitenFinding and Fixing Leakage Within Combined HPsevero97Noch keine Bewertungen
- Gas Turbine Maintenance Compressor Water Wash: GE Power SystemsDokument33 SeitenGas Turbine Maintenance Compressor Water Wash: GE Power SystemsAbdelaziz Eldeeb100% (1)
- GEI41042 O Compressor WashingDokument12 SeitenGEI41042 O Compressor WashingChidiebere Samuel OkogwuNoch keine Bewertungen
- Gas Turbine TechnologyDokument39 SeitenGas Turbine Technologysciencelov100% (2)
- Compressor Water Wash SystemDokument10 SeitenCompressor Water Wash SystemCarlos GonzálezNoch keine Bewertungen
- Brochure Gas Turbine SGT-300 For Power GenerationDokument4 SeitenBrochure Gas Turbine SGT-300 For Power GenerationIvo SilvaNoch keine Bewertungen
- Gt13e2 Gas Turbine PDFDokument20 SeitenGt13e2 Gas Turbine PDFsppram0% (1)
- 10.1115 1.3240303Dokument6 Seiten10.1115 1.3240303ali a100% (1)
- Gas Turbine BasicsDokument52 SeitenGas Turbine Basicsrahuldayal100% (2)
- 3 - Gas Turbine Overview 8.09Dokument25 Seiten3 - Gas Turbine Overview 8.09Sujeet Kumar100% (1)
- LM6000 Gas Fuel Spec.Dokument11 SeitenLM6000 Gas Fuel Spec.cdbeardsall100% (2)
- GEK101944Dokument8 SeitenGEK101944Nouman Saeed100% (1)
- Equipment Definition: Component LiteratureDokument5 SeitenEquipment Definition: Component LiteratureAbbas AkbarNoch keine Bewertungen
- MS5001PA Gas Turbine Fact SheetDokument3 SeitenMS5001PA Gas Turbine Fact SheetGustavo Palacios100% (3)
- GT Mtc. PracticesDokument59 SeitenGT Mtc. PracticesAbhishek Prakash SrivastavaNoch keine Bewertungen
- MS5002E NewDokument8 SeitenMS5002E Newecs71100% (2)
- Compressor Power PointDokument28 SeitenCompressor Power PointDiden Dz100% (1)
- Sgt-600 GT Mechdrive enDokument4 SeitenSgt-600 GT Mechdrive enRoozbeh PNoch keine Bewertungen
- GE Gas Turbines Were Basically Divided Into 3 DifferentDokument3 SeitenGE Gas Turbines Were Basically Divided Into 3 Differentsaikrish36Noch keine Bewertungen
- D-Fog System Description - Donaldson PDFDokument8 SeitenD-Fog System Description - Donaldson PDFUdhayakumar VenkataramanNoch keine Bewertungen
- 5 Development and Operating Experience PDFDokument10 Seiten5 Development and Operating Experience PDFVijaya100% (2)
- Proven Solutions GE-EvuletDokument48 SeitenProven Solutions GE-EvuletmohamedhasNoch keine Bewertungen
- TIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFDokument5 SeitenTIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFManuel L LombarderoNoch keine Bewertungen
- NIC 13.20 Rev.01Dokument15 SeitenNIC 13.20 Rev.01Mahmoud Ahmed100% (1)
- Gas Turbine Compressor WashingDokument8 SeitenGas Turbine Compressor Washingwolf_ns100% (1)
- Turbine MaintainanceDokument9 SeitenTurbine Maintainanceer_sanjaypatel100% (2)
- Extend lifespan of steam turbines through performance analysis condition monitoringDokument9 SeitenExtend lifespan of steam turbines through performance analysis condition monitoringaliscribd46Noch keine Bewertungen
- Improved Power Plant PerformanceDokument3 SeitenImproved Power Plant Performanceshams100% (1)
- GMC2 06Dokument36 SeitenGMC2 06Fahad KhanNoch keine Bewertungen
- Gost6402 70Dokument10 SeitenGost6402 70shamsNoch keine Bewertungen
- June 23, 1925.: F . I: ZacherDokument3 SeitenJune 23, 1925.: F . I: ZachershamsNoch keine Bewertungen
- Us 1463879Dokument3 SeitenUs 1463879shamsNoch keine Bewertungen
- SuperAlloys Material Machining Guide AerospaceDokument16 SeitenSuperAlloys Material Machining Guide AerospacePhung Tuan AnhNoch keine Bewertungen
- TEPZZ - 4 885B - T: European Patent SpecificationDokument10 SeitenTEPZZ - 4 885B - T: European Patent SpecificationshamsNoch keine Bewertungen
- TEPZZ - 6 48B - T: European Patent SpecificationDokument13 SeitenTEPZZ - 6 48B - T: European Patent SpecificationshamsNoch keine Bewertungen
- Us2807034 PDFDokument5 SeitenUs2807034 PDFshamsNoch keine Bewertungen
- SuperAlloys Material Machining Guide AerospaceDokument16 SeitenSuperAlloys Material Machining Guide AerospacePhung Tuan AnhNoch keine Bewertungen
- Nickel and Cobalt MaterialsDokument2 SeitenNickel and Cobalt MaterialsshamsNoch keine Bewertungen
- Advanced NDTEquipmentsDokument4 SeitenAdvanced NDTEquipmentsshamsNoch keine Bewertungen
- Microturbine Energy SystemsDokument16 SeitenMicroturbine Energy SystemsshamsNoch keine Bewertungen
- Gas Turbine Blade CoatingsDokument1 SeiteGas Turbine Blade CoatingsshamsNoch keine Bewertungen
- Hex-D/T Honeycomb Superstructure: Rubber. Plastic. LatexDokument2 SeitenHex-D/T Honeycomb Superstructure: Rubber. Plastic. LatexshamsNoch keine Bewertungen
- European Patent Specification F01D 11/00: Printed by Jouve, 75001 PARIS (FR)Dokument10 SeitenEuropean Patent Specification F01D 11/00: Printed by Jouve, 75001 PARIS (FR)shamsNoch keine Bewertungen
- European Patent Application: A Seal in A Gas Turbine and A Method of Manufacturing A SealDokument3 SeitenEuropean Patent Application: A Seal in A Gas Turbine and A Method of Manufacturing A SealshamsNoch keine Bewertungen
- Ulllted States Patent (10) Patent N0.: US 8,430,626 B1Dokument9 SeitenUlllted States Patent (10) Patent N0.: US 8,430,626 B1shamsNoch keine Bewertungen
- European Patent Specification: Turbine Engine With An Abradable SealDokument10 SeitenEuropean Patent Specification: Turbine Engine With An Abradable SealshamsNoch keine Bewertungen
- EP0837222A1Dokument6 SeitenEP0837222A1shamsNoch keine Bewertungen
- Ulllted States Patent (10) Patent N0.: US 8,430,626 B1Dokument9 SeitenUlllted States Patent (10) Patent N0.: US 8,430,626 B1shamsNoch keine Bewertungen
- European Patent Specification F01D 11/00, F01D 5/26: Printed by Jouve, 75001 PARIS (FR)Dokument13 SeitenEuropean Patent Specification F01D 11/00, F01D 5/26: Printed by Jouve, 75001 PARIS (FR)shamsNoch keine Bewertungen
- Segmented Sealing Lips Reduce Cracking in Turbine Disk SealsDokument4 SeitenSegmented Sealing Lips Reduce Cracking in Turbine Disk SealsshamsNoch keine Bewertungen
- European Patent Specification F01D 11/00, F16J 15/34,: Printed by Jouve, 75001 PARIS (FR)Dokument16 SeitenEuropean Patent Specification F01D 11/00, F16J 15/34,: Printed by Jouve, 75001 PARIS (FR)shamsNoch keine Bewertungen
- Segmented Sealing Lips Reduce Cracking in Turbine Disk SealsDokument4 SeitenSegmented Sealing Lips Reduce Cracking in Turbine Disk SealsshamsNoch keine Bewertungen
- United States: (12) Patent Application Publication (10) Pub. No.: US 2013/0108418 A1Dokument5 SeitenUnited States: (12) Patent Application Publication (10) Pub. No.: US 2013/0108418 A1shamsNoch keine Bewertungen
- Segmented Sealing Lips Reduce Cracking in Turbine Disk SealsDokument4 SeitenSegmented Sealing Lips Reduce Cracking in Turbine Disk SealsshamsNoch keine Bewertungen
- Segmented Sealing Lips Reduce Cracking in Turbine Disk SealsDokument4 SeitenSegmented Sealing Lips Reduce Cracking in Turbine Disk SealsshamsNoch keine Bewertungen
- Segmented Sealing Lips Reduce Cracking in Turbine Disk SealsDokument4 SeitenSegmented Sealing Lips Reduce Cracking in Turbine Disk SealsshamsNoch keine Bewertungen
- Seal Assembly for Turbine Nozzles Retains CombustorDokument12 SeitenSeal Assembly for Turbine Nozzles Retains CombustorshamsNoch keine Bewertungen
- Tepzz 7Z 58B - T: European Patent SpecificationDokument17 SeitenTepzz 7Z 58B - T: European Patent SpecificationshamsNoch keine Bewertungen
- Scania 12-M SeriesDokument64 SeitenScania 12-M Seriesw6r100% (1)
- AVK Dams - Reservoirs - HydroPower BrochureDokument15 SeitenAVK Dams - Reservoirs - HydroPower Brochureindra putraNoch keine Bewertungen
- Valve Vault Connection 2Dokument50 SeitenValve Vault Connection 2Joel LacbayoNoch keine Bewertungen
- Tecflex 400 Series Flexible DuctingDokument6 SeitenTecflex 400 Series Flexible DuctingEN LeedNoch keine Bewertungen
- Driving Without Wheels, Flying Without WingsDokument18 SeitenDriving Without Wheels, Flying Without Wingsaditya_kumar_me100% (1)
- Answer Any 3 From Each Part PART - 1: Assignment-4Dokument2 SeitenAnswer Any 3 From Each Part PART - 1: Assignment-4Black VikingNoch keine Bewertungen
- CFX-FSI 14.5 Lect-09 Immersed SolidsDokument26 SeitenCFX-FSI 14.5 Lect-09 Immersed SolidsShaheen S. RatnaniNoch keine Bewertungen
- TM 5-3805-255-14 Ihc Model 100CDokument1.460 SeitenTM 5-3805-255-14 Ihc Model 100CAdvocate100% (2)
- United States Patent (19) (11) Patent Number: 5,236,285: Prough (45) Date of Patent: Aug. 17, 1993Dokument9 SeitenUnited States Patent (19) (11) Patent Number: 5,236,285: Prough (45) Date of Patent: Aug. 17, 1993Herlan Setiawan SihombingNoch keine Bewertungen
- Shot Blasting Machines: Laser PeeningDokument2 SeitenShot Blasting Machines: Laser Peeningrahul srivastavaNoch keine Bewertungen
- The Extended Rayleigh-Ritz Method For An Analysis of Nonlinear VibrationsDokument7 SeitenThe Extended Rayleigh-Ritz Method For An Analysis of Nonlinear VibrationsGuilherme NagaeNoch keine Bewertungen
- Bourdon Gauge - BellowDokument14 SeitenBourdon Gauge - BellowBikram RoyNoch keine Bewertungen
- Optimization of TIG Welding Parameters On Strength Basis A ReviewDokument7 SeitenOptimization of TIG Welding Parameters On Strength Basis A ReviewInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- ISO 9001 Certified U4.70-U4.250 Series Oil-Flooded Vacuum PumpsDokument4 SeitenISO 9001 Certified U4.70-U4.250 Series Oil-Flooded Vacuum PumpsAndy MulyonoNoch keine Bewertungen
- Al Self Priming PumpDokument15 SeitenAl Self Priming PumpHalley ElangovanNoch keine Bewertungen
- Pneumatic Systems: Aircraft High-Pressure Pneumatic SystemsDokument14 SeitenPneumatic Systems: Aircraft High-Pressure Pneumatic SystemsAndreas.G100% (1)
- Standard Equipment: Hitachi Construction Machinery Co., LTDDokument15 SeitenStandard Equipment: Hitachi Construction Machinery Co., LTDDemo OnlyNoch keine Bewertungen
- Solutions of 8 Online Physics BrawlDokument47 SeitenSolutions of 8 Online Physics BrawlDino SelimovicNoch keine Bewertungen
- Allouzi 2018Dokument36 SeitenAllouzi 2018arti sahuNoch keine Bewertungen
- 87 s10Dokument12 Seiten87 s10carlosestayNoch keine Bewertungen
- 002 Temapack Gland PackingsDokument2 Seiten002 Temapack Gland PackingsTài TrầnNoch keine Bewertungen
- Lecture VI - PID Controller in Pneumatic System (Use Case)Dokument21 SeitenLecture VI - PID Controller in Pneumatic System (Use Case)R.W. Saputra100% (1)
- 27 - Iwcf Ss Sample Questions - AnswersDokument9 Seiten27 - Iwcf Ss Sample Questions - Answersshoaib Khalil100% (1)
- SSK DUZCE HOSPITAL CENTRAL MEDICAL GAS SUPPLY SYSTEM DESIGNDokument6 SeitenSSK DUZCE HOSPITAL CENTRAL MEDICAL GAS SUPPLY SYSTEM DESIGNAhmed Abo RashedNoch keine Bewertungen
- FLUID MECHANICS I COURSE OVERVIEWDokument14 SeitenFLUID MECHANICS I COURSE OVERVIEWOyedotun TundeNoch keine Bewertungen
- Electro-Hydraulic Actuators For Valves SKB32.. SKB82.. SKB62.. SKB60Dokument16 SeitenElectro-Hydraulic Actuators For Valves SKB32.. SKB82.. SKB62.. SKB60Avotech DubaiNoch keine Bewertungen
- Bleed Air Manual Control Modes Task CardDokument34 SeitenBleed Air Manual Control Modes Task CardTony GarrisonNoch keine Bewertungen
- EUROPART Inter Catalog Bus Spare Parts 2014-09 EN PDFDokument778 SeitenEUROPART Inter Catalog Bus Spare Parts 2014-09 EN PDFludiloliku67% (3)
- Park Brake Recall ActionDokument13 SeitenPark Brake Recall Actionrobocop81Noch keine Bewertungen
- Study Material Term 2 Xi Physics 2021-22Dokument176 SeitenStudy Material Term 2 Xi Physics 2021-22Rudresh Kalasannavar100% (1)