Das könnte Ihnen auch gefallen
- Thermo-Mechanical Fatigue Life Assessment of Hot Forging Die SteelDokument10 SeitenThermo-Mechanical Fatigue Life Assessment of Hot Forging Die SteelMely ReynaNoch keine Bewertungen
- Thermal Fatigue Testing of Stellite 6-Coated Hot Work Tool SteelDokument7 SeitenThermal Fatigue Testing of Stellite 6-Coated Hot Work Tool SteelMely ReynaNoch keine Bewertungen
- Thermal Fatigue Cracking of Surface Engineered Hot Work Tool SteelsDokument12 SeitenThermal Fatigue Cracking of Surface Engineered Hot Work Tool SteelsMely ReynaNoch keine Bewertungen
- Simulacion y Evaluacion Fatiga TermicaDokument13 SeitenSimulacion y Evaluacion Fatiga TermicaGerson Cordoba BarcoNoch keine Bewertungen
- High-Temperature Abrasive Wear Testing of Potential Tool Materials For Thixoforming of SteelsDokument9 SeitenHigh-Temperature Abrasive Wear Testing of Potential Tool Materials For Thixoforming of SteelsMely ReynaNoch keine Bewertungen
- High Temperature Sliding Wear Behaviour of Inconel 617 and Stellite 6 AlloysDokument8 SeitenHigh Temperature Sliding Wear Behaviour of Inconel 617 and Stellite 6 AlloysMely ReynaNoch keine Bewertungen
- Tarea Extra TransformadoresDokument7 SeitenTarea Extra TransformadoresMely ReynaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- El 05 PDFDokument1 SeiteEl 05 PDFRhobbie NolloraNoch keine Bewertungen
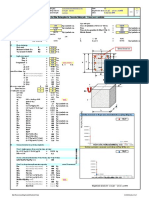
- Rct08 Column RectangularDokument4 SeitenRct08 Column RectangularRuy ST GuerraNoch keine Bewertungen
- BR SpecificationDokument6 SeitenBR SpecificationqamerilyasNoch keine Bewertungen
- RIPSTAR Saturant-V3Dokument3 SeitenRIPSTAR Saturant-V3Ankita Baban GavadeNoch keine Bewertungen
- Ket (Master) CatalogDokument166 SeitenKet (Master) Catalogdegny.echavarria.mejiaNoch keine Bewertungen
- Properties Foster S.M. Adhesive: Product Data SheetDokument2 SeitenProperties Foster S.M. Adhesive: Product Data SheetAamer Abdul MajeedNoch keine Bewertungen
- 1.2842 enDokument2 Seiten1.2842 enCosmin IonutNoch keine Bewertungen
- Company Profile Lemindo Group Tugas Manj. InternasionalDokument14 SeitenCompany Profile Lemindo Group Tugas Manj. InternasionalTony UdinusNoch keine Bewertungen
- Walworth Safety Steel Catalog2012 1 PDFDokument76 SeitenWalworth Safety Steel Catalog2012 1 PDFJibrain MazariegoNoch keine Bewertungen
- Building Papers - Products, Standards and Installation (PDFDrive)Dokument61 SeitenBuilding Papers - Products, Standards and Installation (PDFDrive)fatimahNoch keine Bewertungen
- Etals Nternational Imited: Significant Welding Variables Brazing ReferencesDokument2 SeitenEtals Nternational Imited: Significant Welding Variables Brazing ReferencesSSMNoch keine Bewertungen
- Project Report On Ductile PipeDokument8 SeitenProject Report On Ductile PipeEIRI Board of Consultants and PublishersNoch keine Bewertungen
- Casting Brass C.W. AmmenDokument20 SeitenCasting Brass C.W. Ammenfoundryjoe100% (5)
- DepED SACDokument3 SeitenDepED SACRomeo IraulaNoch keine Bewertungen
- Copper and Its AlloysDokument4 SeitenCopper and Its AlloysneilNoch keine Bewertungen
- Aisi 4340 Spec Alloy SteelsDokument3 SeitenAisi 4340 Spec Alloy SteelskamarulxNoch keine Bewertungen
- KGA Owner Manual ENGLISHDokument16 SeitenKGA Owner Manual ENGLISHLascal Ltd.Noch keine Bewertungen
- Lay Out Vto1000 d40Dokument1 SeiteLay Out Vto1000 d40Momar Talla DiawNoch keine Bewertungen
- Laying of Wall TilesDokument36 SeitenLaying of Wall Tilesdinesh_singh_35Noch keine Bewertungen
- 2162 - Tutorial 3 - AY20202021Dokument17 Seiten2162 - Tutorial 3 - AY20202021JunJieNoch keine Bewertungen
- Casting CH 10 Metal Casting ProcessDokument36 SeitenCasting CH 10 Metal Casting ProcessaashokkumarvNoch keine Bewertungen
- Plumbing System in High Rise BuildingDokument7 SeitenPlumbing System in High Rise BuildingAtshayaNoch keine Bewertungen
- New Enquiry Feasibility Review FormatDokument3 SeitenNew Enquiry Feasibility Review FormatUlhas KavathekarNoch keine Bewertungen
- Wall ScheduleDokument2 SeitenWall Scheduledarwinbm23Noch keine Bewertungen
- 7-12-0005 Rev6 (Skirt Opening Details)Dokument2 Seiten7-12-0005 Rev6 (Skirt Opening Details)sumit kumarNoch keine Bewertungen
- Lucien Field Estates - Colonial ManorDokument2 SeitenLucien Field Estates - Colonial ManorJhannon WellsNoch keine Bewertungen
- Villa Savoye Joseph BloomDokument14 SeitenVilla Savoye Joseph Bloomapi-219875123Noch keine Bewertungen
- Pla RubricsDokument89 SeitenPla Rubricsapi-313716520Noch keine Bewertungen
- APERAM-Automotive Structural Components OfferDokument12 SeitenAPERAM-Automotive Structural Components OfferJOVANY ACEVEDONoch keine Bewertungen
- Laminated Flooring - HDF Laminated Wooden Flooring ManufacturerDokument3 SeitenLaminated Flooring - HDF Laminated Wooden Flooring ManufacturerJames WoodNoch keine Bewertungen