Das könnte Ihnen auch gefallen
- Excel FileDokument1 SeiteExcel Fileamanpreet_ahujaNoch keine Bewertungen
- Conceptual Bridge Design 2Dokument21 SeitenConceptual Bridge Design 2amanpreet_ahujaNoch keine Bewertungen
- Relationship between hf, Gk, Qk,1, gg, gQ,1 and yfDokument6 SeitenRelationship between hf, Gk, Qk,1, gg, gQ,1 and yfamanpreet_ahujaNoch keine Bewertungen
- ANCHOR FORCE CALCULATIONSDokument6 SeitenANCHOR FORCE CALCULATIONSamanpreet_ahujaNoch keine Bewertungen
- Coupling InformationDokument4 SeitenCoupling Informationamanpreet_ahujaNoch keine Bewertungen
- Professionalism and Ethics QuizDokument1 SeiteProfessionalism and Ethics Quizamanpreet_ahujaNoch keine Bewertungen
- PIP STF05520 Dec 2019 - Pipe Guardrails - CompleteDokument43 SeitenPIP STF05520 Dec 2019 - Pipe Guardrails - Completetylerstearns100% (2)
- Conceptual Bridge Design 3Dokument25 SeitenConceptual Bridge Design 3amanpreet_ahujaNoch keine Bewertungen
- Conceptual Bridge Design 1Dokument16 SeitenConceptual Bridge Design 1amanpreet_ahujaNoch keine Bewertungen
- Angle Calculation - AmanDokument20 SeitenAngle Calculation - Amanamanpreet_ahujaNoch keine Bewertungen
- ANCHOR FORCE CALCULATIONSDokument6 SeitenANCHOR FORCE CALCULATIONSamanpreet_ahujaNoch keine Bewertungen
- Laws and Rules Exam - Louisiana Application PDFDokument1 SeiteLaws and Rules Exam - Louisiana Application PDFamanpreet_ahujaNoch keine Bewertungen
- Laws and Rules ExamDokument1 SeiteLaws and Rules Examamanpreet_ahujaNoch keine Bewertungen
- Structural - LaneDokument37 SeitenStructural - LaneAngel Lisette Lao100% (1)
- Eks 10 in English PDFDokument156 SeitenEks 10 in English PDFamanpreet_ahujaNoch keine Bewertungen
- Nipigon Bridge Full ReportDokument110 SeitenNipigon Bridge Full Reportamanpreet_ahujaNoch keine Bewertungen
- Eks 10 in English PDFDokument156 SeitenEks 10 in English PDFamanpreet_ahujaNoch keine Bewertungen
- Nipigon Bridge Full ReportDokument110 SeitenNipigon Bridge Full Reportamanpreet_ahujaNoch keine Bewertungen
- Eks 10 in English PDFDokument156 SeitenEks 10 in English PDFamanpreet_ahujaNoch keine Bewertungen
- M - P MethodDokument2 SeitenM - P Methodamanpreet_ahujaNoch keine Bewertungen
- Drawing Guide Weld SymbolsDokument4 SeitenDrawing Guide Weld SymbolsAhmed Mostafa AL-AboudyNoch keine Bewertungen
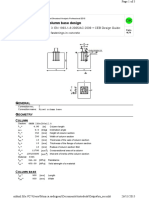
- Fixed Column Base Design: EneralDokument5 SeitenFixed Column Base Design: Eneralamanpreet_ahujaNoch keine Bewertungen
- Eks 10 in English PDFDokument156 SeitenEks 10 in English PDFamanpreet_ahujaNoch keine Bewertungen
- Drawing Guide Weld SymbolsDokument4 SeitenDrawing Guide Weld SymbolsAhmed Mostafa AL-AboudyNoch keine Bewertungen
- Eks 10 in English PDFDokument156 SeitenEks 10 in English PDFamanpreet_ahujaNoch keine Bewertungen
- Fire Resistance SCI P405 Validation For TemperatureDokument34 SeitenFire Resistance SCI P405 Validation For Temperatureamanpreet_ahujaNoch keine Bewertungen
- Drawing Guide Weld SymbolsDokument4 SeitenDrawing Guide Weld SymbolsAhmed Mostafa AL-AboudyNoch keine Bewertungen
- Eks 10 in English PDFDokument156 SeitenEks 10 in English PDFamanpreet_ahujaNoch keine Bewertungen
- Eks 10 in English PDFDokument156 SeitenEks 10 in English PDFamanpreet_ahujaNoch keine Bewertungen
- Special Construction Inspection As Per CodeDokument14 SeitenSpecial Construction Inspection As Per Codeamanpreet_ahujaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Cib DC22692Dokument16 SeitenCib DC22692Ashutosh SharmaNoch keine Bewertungen
- Collaboration Live User Manual - 453562037721a - en - US PDFDokument32 SeitenCollaboration Live User Manual - 453562037721a - en - US PDFIvan CvasniucNoch keine Bewertungen
- Chapter 1: The Investment Environment: Problem SetsDokument5 SeitenChapter 1: The Investment Environment: Problem SetsGrant LiNoch keine Bewertungen
- Nature of ConversionDokument18 SeitenNature of ConversionKiranNoch keine Bewertungen
- Berry B Brey Part IDokument49 SeitenBerry B Brey Part Ikalpesh_chandakNoch keine Bewertungen
- Continuation in Auditing OverviewDokument21 SeitenContinuation in Auditing OverviewJayNoch keine Bewertungen
- Pyrometallurgical Refining of Copper in An Anode Furnace: January 2005Dokument13 SeitenPyrometallurgical Refining of Copper in An Anode Furnace: January 2005maxi roaNoch keine Bewertungen
- 21st Century LiteraciesDokument27 Seiten21st Century LiteraciesYuki SeishiroNoch keine Bewertungen
- Code Description DSMCDokument35 SeitenCode Description DSMCAnkit BansalNoch keine Bewertungen
- BRD TemplateDokument4 SeitenBRD TemplateTrang Nguyen0% (1)
- AKTA MERGER (FINAL) - MND 05 07 2020 FNLDokument19 SeitenAKTA MERGER (FINAL) - MND 05 07 2020 FNLNicoleNoch keine Bewertungen
- Weibull Statistic and Growth Analysis in Failure PredictionsDokument9 SeitenWeibull Statistic and Growth Analysis in Failure PredictionsgmitsutaNoch keine Bewertungen
- Top 35 Brokerage Firms in PakistanDokument11 SeitenTop 35 Brokerage Firms in PakistannasiralisauNoch keine Bewertungen
- 1st Exam Practice Scratch (Answer)Dokument2 Seiten1st Exam Practice Scratch (Answer)Tang Hing Yiu, SamuelNoch keine Bewertungen
- Sapkale Sandspit 2020Dokument5 SeitenSapkale Sandspit 2020jbs_geoNoch keine Bewertungen
- Gerhard Budin PublicationsDokument11 SeitenGerhard Budin Publicationshnbc010Noch keine Bewertungen
- Spouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsDokument11 SeitenSpouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsRobyn JonesNoch keine Bewertungen
- Ebook The Managers Guide To Effective Feedback by ImpraiseDokument30 SeitenEbook The Managers Guide To Effective Feedback by ImpraiseDebarkaChakrabortyNoch keine Bewertungen
- Bob Wright's Declaration of BeingDokument1 SeiteBob Wright's Declaration of BeingBZ Riger100% (2)
- Aci 207.1Dokument38 SeitenAci 207.1safak kahraman100% (7)
- 3) Stages of Group Development - To StudsDokument15 Seiten3) Stages of Group Development - To StudsDhannesh SweetAngelNoch keine Bewertungen
- An Overview of National Ai Strategies and Policies © Oecd 2021Dokument26 SeitenAn Overview of National Ai Strategies and Policies © Oecd 2021wanyama DenisNoch keine Bewertungen
- Trinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Dokument13 SeitenTrinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Immigrant & Refugee Appellate Center, LLCNoch keine Bewertungen
- Diana's Innermost House: MagazineDokument42 SeitenDiana's Innermost House: MagazinealexgoagaNoch keine Bewertungen
- Lister LRM & SRM 1-2-3 Manual and Parts List - Lister - Canal WorldDokument4 SeitenLister LRM & SRM 1-2-3 Manual and Parts List - Lister - Canal Worldcountry boyNoch keine Bewertungen
- 158 Oesmer Vs Paraisa DevDokument1 Seite158 Oesmer Vs Paraisa DevRobelle Rizon100% (1)
- Bill of ConveyanceDokument3 SeitenBill of Conveyance:Lawiy-Zodok:Shamu:-El80% (5)
- Account STMT XX0226 19122023Dokument13 SeitenAccount STMT XX0226 19122023rdineshyNoch keine Bewertungen
- Ralf Behrens: About The ArtistDokument3 SeitenRalf Behrens: About The ArtistStavros DemosthenousNoch keine Bewertungen
- PTAS-11 Stump - All About Learning CurvesDokument43 SeitenPTAS-11 Stump - All About Learning CurvesinSowaeNoch keine Bewertungen