Das könnte Ihnen auch gefallen
- Section 5 - Storm DrainsDokument16 SeitenSection 5 - Storm DrainsSudharsananPRSNoch keine Bewertungen
- Encon Thermal Engineers: Answer To The Continued Need For Energy ConservationDokument70 SeitenEncon Thermal Engineers: Answer To The Continued Need For Energy ConservationAtul SaxenaNoch keine Bewertungen
- How Do I Connect To A Remote Front Panel That Is Hosted Behind A Remote RouterDokument4 SeitenHow Do I Connect To A Remote Front Panel That Is Hosted Behind A Remote RouterGomia DetuttiNoch keine Bewertungen
- EagleRIP Offset Presentation-InglesDokument37 SeitenEagleRIP Offset Presentation-InglesJavier Martinez CañalNoch keine Bewertungen
- Https Digiprintsupplies - Zendesk.com Attachments Token 9zadretbiapxzss Name Troubleshooting+Print+Head+ (Nozzles) +problemsDokument6 SeitenHttps Digiprintsupplies - Zendesk.com Attachments Token 9zadretbiapxzss Name Troubleshooting+Print+Head+ (Nozzles) +problemsmehoNoch keine Bewertungen
- Assesment G7 PDFDokument6 SeitenAssesment G7 PDFSiddharth SaxenaNoch keine Bewertungen
- Quick Start GuideDokument10 SeitenQuick Start Guidesvic11Noch keine Bewertungen
- Create Standard TCP - IP Port For Print ServerDokument11 SeitenCreate Standard TCP - IP Port For Print ServerMallikarjun GMNoch keine Bewertungen
- Stepper Motor Linear AccelerationDokument10 SeitenStepper Motor Linear AccelerationSteven Pfeifenroth100% (1)
- Heat Exchangers: Efficient Product HeatingDokument11 SeitenHeat Exchangers: Efficient Product Heatingمصطفى- القرقعيNoch keine Bewertungen
- Pattern Recognition & Learning II: © UW CSE Vision FacultyDokument47 SeitenPattern Recognition & Learning II: © UW CSE Vision FacultyDuong TheNoch keine Bewertungen
- TCP/IP Troubleshooting ToolsDokument10 SeitenTCP/IP Troubleshooting ToolsLoredel Doria LueteNoch keine Bewertungen
- Manual of Rebar Test Data Processing SoftwareDokument47 SeitenManual of Rebar Test Data Processing SoftwareUjjal RegmiNoch keine Bewertungen
- ItemDokument604 SeitenItemapi-263566460% (1)
- Unveiling The Dynamics of Ultra High Velocity Droplet Impact On Solid SurfacesDokument11 SeitenUnveiling The Dynamics of Ultra High Velocity Droplet Impact On Solid Surfacesxu KNoch keine Bewertungen
- Keil Softwar1Dokument5 SeitenKeil Softwar1Bhargavi BodigeNoch keine Bewertungen
- Ems Piezon Fs 367 ConnectionDokument4 SeitenEms Piezon Fs 367 Connectionshakil ahmadNoch keine Bewertungen
- Cost-Based Pricing: A Guide for Government ContractorsVon EverandCost-Based Pricing: A Guide for Government ContractorsNoch keine Bewertungen
- AutoCAD 2016 and AutoCAD LT 2016 No Experience Required: Autodesk Official PressVon EverandAutoCAD 2016 and AutoCAD LT 2016 No Experience Required: Autodesk Official PressBewertung: 4 von 5 Sternen4/5 (1)
- PhotoPrint Dither TypesDokument1 SeitePhotoPrint Dither Typesalexandarno1Noch keine Bewertungen
- Printer Setup GuideDokument12 SeitenPrinter Setup Guidecosmin DarieNoch keine Bewertungen
- 1225 Main Board 6890NDokument6 Seiten1225 Main Board 6890NMarine JolieNoch keine Bewertungen
- Mathcad - Pulse WaveformDokument4 SeitenMathcad - Pulse WaveformNguyễn Sơn LâmNoch keine Bewertungen
- How To Install A Print Server: Important: Print Servers Do Not Work With "Multifunction" or "All in One" MachinesDokument22 SeitenHow To Install A Print Server: Important: Print Servers Do Not Work With "Multifunction" or "All in One" MachinesZubas TevesatNoch keine Bewertungen
- Bringing Efficiency To Heat Transfer: Product LiteratureDokument28 SeitenBringing Efficiency To Heat Transfer: Product Literaturescreamingeagle22Noch keine Bewertungen
- PT DHCP DNS HTTPDokument5 SeitenPT DHCP DNS HTTPPisarenco GrigoreNoch keine Bewertungen
- Measuring CMYK Halftones: The Case For Spot Color Tone Value (SCTV) FormulaDokument24 SeitenMeasuring CMYK Halftones: The Case For Spot Color Tone Value (SCTV) FormulaLong HộiNoch keine Bewertungen
- Experimental Thermal and Fluid Science: Gangtao Liang, Yali Guo, Xingsen Mu, Shengqiang ShenDokument8 SeitenExperimental Thermal and Fluid Science: Gangtao Liang, Yali Guo, Xingsen Mu, Shengqiang ShenhsemargNoch keine Bewertungen
- Christian Camilo Afanador Marín: Professional ChemistDokument6 SeitenChristian Camilo Afanador Marín: Professional ChemistJOANNE MICHELLE CASTIBLANCO FERNANDEZNoch keine Bewertungen
- User Manual: MAXSURF Steel DesignerDokument152 SeitenUser Manual: MAXSURF Steel DesignerElmer SullonNoch keine Bewertungen
- Ultralow Voltage Dielectric Elastomer IridophoresDokument40 SeitenUltralow Voltage Dielectric Elastomer IridophoresGeorge SNoch keine Bewertungen
- Time Management MatrixDokument1 SeiteTime Management MatrixArRDM24Noch keine Bewertungen
- X Rite GregtagmacbethDokument21 SeitenX Rite GregtagmacbethdeepanairbalachandraNoch keine Bewertungen
- LaggingDokument17 SeitenLaggingKasun Prasanna SilvaNoch keine Bewertungen
- Tors Assignment 2Dokument14 SeitenTors Assignment 2Leonard ZammitNoch keine Bewertungen
- A Numerical Study On Hydrodynamic Interactions Between Large Numbers of Multiple Floating BodiesDokument10 SeitenA Numerical Study On Hydrodynamic Interactions Between Large Numbers of Multiple Floating Bodies刘志远Noch keine Bewertungen
- Blocks and Inserts: Aims of This ChapterDokument16 SeitenBlocks and Inserts: Aims of This ChapterFasil Getachew100% (1)
- Encoder Board MACH3Dokument12 SeitenEncoder Board MACH3Minerva MartinezNoch keine Bewertungen
- Request For Daily Care JV5Dokument8 SeitenRequest For Daily Care JV5Lalo GutierrezNoch keine Bewertungen
- Godrej Platinum - Architactural - BOQ 1Dokument11 SeitenGodrej Platinum - Architactural - BOQ 1Vishwas GadreNoch keine Bewertungen
- BE - 1 Lecture Notes 4 LetteringDokument12 SeitenBE - 1 Lecture Notes 4 LetteringRaymund Joshua Pre�aNoch keine Bewertungen
- Central Composite DesignDokument49 SeitenCentral Composite DesignKalyana Manohar Veeramallu100% (1)
- Color Offset: C/H M/H 6H5H4H3H2H1HDokument1 SeiteColor Offset: C/H M/H 6H5H4H3H2H1Hdes09Noch keine Bewertungen
- Estimation and Costing (A70138) : Lecture NotesDokument73 SeitenEstimation and Costing (A70138) : Lecture Noteshakim imtiyazNoch keine Bewertungen
- Vortex FlowmeterDokument16 SeitenVortex FlowmeterBiswajit DebnathNoch keine Bewertungen
- Tosun Digital (HS) Product Manual-USBDokument45 SeitenTosun Digital (HS) Product Manual-USBFerdinand CaluyaNoch keine Bewertungen
- Eagle RIP OperatorGuide - ENGDokument151 SeitenEagle RIP OperatorGuide - ENGKingsley Gomes100% (1)
- Chapter - 4: Color MeasurementDokument37 SeitenChapter - 4: Color Measurementmuhamed ademNoch keine Bewertungen
- Ancoring RebarsDokument44 SeitenAncoring Rebarsrvsingh17gmailcomNoch keine Bewertungen
- Dot Spread-Dot GainDokument3 SeitenDot Spread-Dot GainMansour SolimanNoch keine Bewertungen
- Steel Fuel Tank Project ProfileDokument19 SeitenSteel Fuel Tank Project Profileshylesh_vakundakarNoch keine Bewertungen
- Uni BeltDokument80 SeitenUni Beltapi-26356646Noch keine Bewertungen
- BBMP PreDCR HelpManualDokument23 SeitenBBMP PreDCR HelpManualsmdiviNoch keine Bewertungen
- Heradesign Product Catalogue 2012-05-30Dokument52 SeitenHeradesign Product Catalogue 2012-05-30shanNoch keine Bewertungen
- How Do I Locate The Neutral Axis in A Beam?: Answer Follow Request MoreDokument7 SeitenHow Do I Locate The Neutral Axis in A Beam?: Answer Follow Request MoreDuke StonerNoch keine Bewertungen
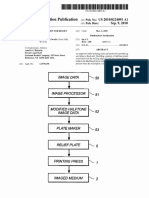
- Us 20100224091Dokument12 SeitenUs 20100224091Cikumunya ArsNoch keine Bewertungen
- Optimization of CNC MachiningDokument3 SeitenOptimization of CNC MachiningVIVA-TECH IJRINoch keine Bewertungen
- Dynamic Movement White Paper: Vibralign, Inc. 530G Southlake BLVD Richmond, Va 232326 804.379.2250Dokument0 SeitenDynamic Movement White Paper: Vibralign, Inc. 530G Southlake BLVD Richmond, Va 232326 804.379.2250SreenivasNoch keine Bewertungen
- Bearing Life Improvement of Centrifugal Blowers by Vibration AnalysisDokument4 SeitenBearing Life Improvement of Centrifugal Blowers by Vibration AnalysisIJMERNoch keine Bewertungen
- SOX Compliance A Practical Approach To App AuditorDokument47 SeitenSOX Compliance A Practical Approach To App AuditorjuhikaliNoch keine Bewertungen
- CBX Protocol Manual - Revision 03Dokument129 SeitenCBX Protocol Manual - Revision 03Sidnei PereiraNoch keine Bewertungen
- 8350B Service ManualDokument437 Seiten8350B Service Manualgabozau100% (1)
- SUSE Linux Enterprise Server Security GuideDokument472 SeitenSUSE Linux Enterprise Server Security GuidemirusNoch keine Bewertungen
- Sample Code Humidity Sensor SHTXXDokument7 SeitenSample Code Humidity Sensor SHTXXnooriusefNoch keine Bewertungen
- Fan Schedule: Job Name: Fiber OpticalDokument15 SeitenFan Schedule: Job Name: Fiber OpticalHiei ArshavinNoch keine Bewertungen
- Vehicle Tracking System Using Gps & GSM - Acd ProjectDokument18 SeitenVehicle Tracking System Using Gps & GSM - Acd ProjectRam Gopal VetukuriNoch keine Bewertungen
- Astm A394-07 PDFDokument6 SeitenAstm A394-07 PDFalifuat duyguNoch keine Bewertungen
- 2 Literature ReviewDokument11 Seiten2 Literature Reviewsantkabir100% (1)
- Understanding The Battery Specifications: DIN Number 72310 1988Dokument5 SeitenUnderstanding The Battery Specifications: DIN Number 72310 1988asifzaman3180Noch keine Bewertungen
- t2000 User Fire Alarm SystemDokument35 Seitent2000 User Fire Alarm Systemabuzer198190% (10)
- Nordson EFD 736HPA NV Installation Guide PDFDokument4 SeitenNordson EFD 736HPA NV Installation Guide PDFFelipePerezNoch keine Bewertungen
- EDIDokument18 SeitenEDIathulkannanNoch keine Bewertungen
- JqueryDokument309 SeitenJqueryAnonymous 8YZrAI8eaNoch keine Bewertungen
- Grade 8 - Web DesigningDokument18 SeitenGrade 8 - Web DesigningArgie Zamora Jr.100% (1)
- 950h Caterpillar MedidasDokument28 Seiten950h Caterpillar MedidasElías Cesar AcuñaNoch keine Bewertungen
- Different Types of Manufacturing ProcessDokument23 SeitenDifferent Types of Manufacturing Processshrutiagarwal9229Noch keine Bewertungen
- ASMi 54Dokument8 SeitenASMi 54mariagodeanuNoch keine Bewertungen
- CIEP ESHIA StakeholderEngagementProcedureDokument9 SeitenCIEP ESHIA StakeholderEngagementProcedureapi-3720369Noch keine Bewertungen
- Computer Graphics MCQ 01Dokument10 SeitenComputer Graphics MCQ 01schlemielzNoch keine Bewertungen
- Data SheetDokument17 SeitenData Sheetloto01Noch keine Bewertungen
- Template (General & Preliminaries)Dokument4 SeitenTemplate (General & Preliminaries)Carlo Mangalindan100% (1)
- SWP08 MSW Lifting&RiggingDokument5 SeitenSWP08 MSW Lifting&RiggingAndré FerreiraNoch keine Bewertungen
- Complete Fire Safety and Security System SolutionsDokument5 SeitenComplete Fire Safety and Security System Solutionsseamaxfire8157Noch keine Bewertungen
- Requirements / Expectations: The Lease-Out Would Be Created in Cases When ABRE Is Renting Premises To TenantsDokument8 SeitenRequirements / Expectations: The Lease-Out Would Be Created in Cases When ABRE Is Renting Premises To TenantsManoj KumarNoch keine Bewertungen
- Design by Rule-Design by Analysis PDFDokument18 SeitenDesign by Rule-Design by Analysis PDFChandra ClarkNoch keine Bewertungen
- Limits Fits TolerancesDokument15 SeitenLimits Fits TolerancespankajdharmadhikariNoch keine Bewertungen
- Forklift Safety Manual PolicyDokument6 SeitenForklift Safety Manual PolicyHIGH REACH EQUIPMENTNoch keine Bewertungen
- Instruction Manual Fieldvue Dvc6200 Hw2 Digital Valve Controller en 123052Dokument108 SeitenInstruction Manual Fieldvue Dvc6200 Hw2 Digital Valve Controller en 123052Cautao Cuahang50Noch keine Bewertungen