Das könnte Ihnen auch gefallen
- Wirelock Manual 2010Dokument27 SeitenWirelock Manual 2010juanitoperezrivasNoch keine Bewertungen
- Wirelock ManualDokument27 SeitenWirelock Manualmujeebtalib100% (1)
- Wirelock InstructionDokument17 SeitenWirelock Instructionhasnol_othmanNoch keine Bewertungen
- Technical Data Manual: Developed & Manufactured in The UK by Millfield Enterprises (Manufacturing) LimitedDokument20 SeitenTechnical Data Manual: Developed & Manufactured in The UK by Millfield Enterprises (Manufacturing) LimitedAlberto CárdenasNoch keine Bewertungen
- Weidmuller Ferrules White PaperDokument6 SeitenWeidmuller Ferrules White PapertotovasiNoch keine Bewertungen
- PRC-MJP-Hoist Wirelock ProcedureDokument6 SeitenPRC-MJP-Hoist Wirelock ProcedureCarlos Bruno MatosNoch keine Bewertungen
- User S Manual Wire RopesDokument13 SeitenUser S Manual Wire RopesRajesh NairNoch keine Bewertungen
- Wire Rope LubricationDokument16 SeitenWire Rope LubricationAnonymous alQXB11EgQNoch keine Bewertungen
- Guidelines For Fiber Optic Cable InstallationDokument14 SeitenGuidelines For Fiber Optic Cable InstallationBrielle ManuelNoch keine Bewertungen
- Some Tips About The Classification of Wire Breakages Part A - 2012 PDFDokument2 SeitenSome Tips About The Classification of Wire Breakages Part A - 2012 PDFNabeel Ameer100% (1)
- Some Tips About The Classification of Wire Breakages Part A - 2012Dokument2 SeitenSome Tips About The Classification of Wire Breakages Part A - 2012Nabeel AmeerNoch keine Bewertungen
- Wire Rope Users Manual-2Dokument13 SeitenWire Rope Users Manual-2Kathrin KatsNoch keine Bewertungen
- Manual For EOT CranesDokument39 SeitenManual For EOT CranesManish Jha67% (12)
- Wirelock Warnings and Application Instructions: WarningDokument1 SeiteWirelock Warnings and Application Instructions: WarningMinhKhuongHieuNoch keine Bewertungen
- Proper Wire Rope UseDokument10 SeitenProper Wire Rope Usekartoon_38Noch keine Bewertungen
- IndexindexDokument3 SeitenIndexindexSURJIT SINGHNoch keine Bewertungen
- Duct Installation of Fiber Optic Cable PDFDokument9 SeitenDuct Installation of Fiber Optic Cable PDFnecmettinsengunNoch keine Bewertungen
- Edium-Voltage Able Accessories: Special FeatureDokument5 SeitenEdium-Voltage Able Accessories: Special FeatureMohamedHussein MohamedHusseinNoch keine Bewertungen
- Flow Tube and Pressure WorkDokument3 SeitenFlow Tube and Pressure WorkCARLOSELSOARESNoch keine Bewertungen
- Wirelock Technical Data ManualDokument17 SeitenWirelock Technical Data ManualShaiju NarayananNoch keine Bewertungen
- Application Note Fiber Optic Cable InstalllationDokument7 SeitenApplication Note Fiber Optic Cable InstalllationAbduBuserNoch keine Bewertungen
- Wire Rope Technical InfoDokument11 SeitenWire Rope Technical Infoأزيزى سودينNoch keine Bewertungen
- Socketing Procedures For Wire Ropes Resin Socketing: Technical Report Iso/Tr 7596-1982 (E)Dokument6 SeitenSocketing Procedures For Wire Ropes Resin Socketing: Technical Report Iso/Tr 7596-1982 (E)Jason RobertsNoch keine Bewertungen
- 005 038Dokument11 Seiten005 038shaicoNoch keine Bewertungen
- Camlock Safety How Not Have A SpillDokument5 SeitenCamlock Safety How Not Have A SpillHamdi RafiekNoch keine Bewertungen
- Njunm Neeum CblaeDokument12 SeitenNjunm Neeum CblaejeswinchNoch keine Bewertungen
- Thread Sealing 101 Tech ArticleDokument4 SeitenThread Sealing 101 Tech ArticleAndy ChongNoch keine Bewertungen
- Preparation For Running CasingDokument3 SeitenPreparation For Running CasingYougchu LuanNoch keine Bewertungen
- Failure Modes of Outdoor InsulatorsDokument4 SeitenFailure Modes of Outdoor InsulatorszerferuzNoch keine Bewertungen
- Kablo Makara SistemiDokument26 SeitenKablo Makara SistemiEce TUĞRULÖZNoch keine Bewertungen
- Wire Rope DefectsDokument5 SeitenWire Rope DefectsAnonymous ntE0hG2TPNoch keine Bewertungen
- Turbine Seal: Shaft SealsDokument4 SeitenTurbine Seal: Shaft SealssienlangphiooNoch keine Bewertungen
- Failure of MV CablesDokument5 SeitenFailure of MV CablesselvamNoch keine Bewertungen
- Motor MomentsDokument4 SeitenMotor Momentsgeorgel1980Noch keine Bewertungen
- Practical Construction Tips For Coils Using Iron Powder CoresDokument14 SeitenPractical Construction Tips For Coils Using Iron Powder CoresltcmenishadNoch keine Bewertungen
- E 45 GP 005 - Installation of Belts On ConveyorsDokument11 SeitenE 45 GP 005 - Installation of Belts On Conveyorsthiru_jsrNoch keine Bewertungen
- UNIT NO. 2.10 Components For Slings: © Lifting Equipment Engineers Association 2011Dokument7 SeitenUNIT NO. 2.10 Components For Slings: © Lifting Equipment Engineers Association 2011YAKUBU A. AROGENoch keine Bewertungen
- Insulating The High Voltage ConnectionsDokument6 SeitenInsulating The High Voltage ConnectionsKo Phyo Wai100% (1)
- Handling, Installation and Maintenance of Steel Wire Ropes: Service 6.222.1 E Rev.: A 1998-04-17Dokument25 SeitenHandling, Installation and Maintenance of Steel Wire Ropes: Service 6.222.1 E Rev.: A 1998-04-17Никита ВеликоцкийNoch keine Bewertungen
- Wavistrong Installation ManualDokument63 SeitenWavistrong Installation ManualRenganathan Prabunath0% (1)
- Securing Straps & RatchetsDokument2 SeitenSecuring Straps & RatchetsKhurram S. MuzammilNoch keine Bewertungen
- 15.TechTips RopeDefects enDokument5 Seiten15.TechTips RopeDefects enHayder Habib100% (1)
- Type of GlandDokument10 SeitenType of GlandShrikant KajaleNoch keine Bewertungen
- Crane Wire RopeDokument32 SeitenCrane Wire RopeRajmohan Babu100% (3)
- Use and Care of Wire RopeDokument8 SeitenUse and Care of Wire RopeAnonymous 7fsk6ZFMNoch keine Bewertungen
- MIMSDokument8 SeitenMIMShardeep_gNoch keine Bewertungen
- 34 5381 01 Instructions Cable CableDokument2 Seiten34 5381 01 Instructions Cable Cabletecknotron2072Noch keine Bewertungen
- Steel Wire RopesDokument23 SeitenSteel Wire RopeskevinNoch keine Bewertungen
- Common Problems With Rigging Equipment: #1 - Missing or Illegible Identification/Tags On Rigging EquipmentDokument11 SeitenCommon Problems With Rigging Equipment: #1 - Missing or Illegible Identification/Tags On Rigging EquipmentEngr Arfan Ali DhamrahoNoch keine Bewertungen
- Guide For The Installation of ACSR and ACSR TW Conductors PDFDokument15 SeitenGuide For The Installation of ACSR and ACSR TW Conductors PDFKevin MweneSafari100% (1)
- Gland SelectionDokument8 SeitenGland SelectionJignesh ParmarNoch keine Bewertungen
- Knots: An Illustrated Practical Guide to the Essential Knot Types and their UsesVon EverandKnots: An Illustrated Practical Guide to the Essential Knot Types and their UsesNoch keine Bewertungen
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingVon EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNoch keine Bewertungen
- Understanding Your Boats Systems and Choices.Von EverandUnderstanding Your Boats Systems and Choices.Bewertung: 3 von 5 Sternen3/5 (1)
- Grade 7 ExamDokument3 SeitenGrade 7 ExamMikko GomezNoch keine Bewertungen
- FDA Approves First Gene Therapy, Betibeglogene Autotemcel (Zynteglo), For Beta-ThalassemiaDokument3 SeitenFDA Approves First Gene Therapy, Betibeglogene Autotemcel (Zynteglo), For Beta-ThalassemiaGiorgi PopiashviliNoch keine Bewertungen
- Activity # 1 (DRRR)Dokument2 SeitenActivity # 1 (DRRR)Juliana Xyrelle FutalanNoch keine Bewertungen
- E Flight Journal Aero Special 2018 Small PDFDokument44 SeitenE Flight Journal Aero Special 2018 Small PDFMalburg100% (1)
- Richardson Heidegger PDFDokument18 SeitenRichardson Heidegger PDFweltfremdheitNoch keine Bewertungen
- Hamstring - WikipediaDokument21 SeitenHamstring - WikipediaOmar MarwanNoch keine Bewertungen
- The Mantel Colonized Nation Somalia 10 PDFDokument5 SeitenThe Mantel Colonized Nation Somalia 10 PDFAhmad AbrahamNoch keine Bewertungen
- Jesus Prayer-JoinerDokument13 SeitenJesus Prayer-Joinersleepknot_maggotNoch keine Bewertungen
- II 2022 06 Baena-Rojas CanoDokument11 SeitenII 2022 06 Baena-Rojas CanoSebastian GaonaNoch keine Bewertungen
- Article An Incident and Injury Free Culture Changing The Face of Project Operations Terra117 2Dokument6 SeitenArticle An Incident and Injury Free Culture Changing The Face of Project Operations Terra117 2nguyenthanhtuan_ecoNoch keine Bewertungen
- User Manual For Speed Control of BLDC Motor Using DspicDokument12 SeitenUser Manual For Speed Control of BLDC Motor Using DspicTrung TrựcNoch keine Bewertungen
- Presentation 11Dokument14 SeitenPresentation 11stellabrown535Noch keine Bewertungen
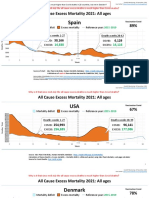
- Countries EXCESS DEATHS All Ages - 15nov2021Dokument21 SeitenCountries EXCESS DEATHS All Ages - 15nov2021robaksNoch keine Bewertungen
- Köppen Climate Classification - Wikipedia, The Free EncyclopediaDokument15 SeitenKöppen Climate Classification - Wikipedia, The Free EncyclopediaAndreea Tataru StanciNoch keine Bewertungen
- Deal Report Feb 14 - Apr 14Dokument26 SeitenDeal Report Feb 14 - Apr 14BonviNoch keine Bewertungen
- An Exploration of The Ethno-Medicinal Practices Among Traditional Healers in Southwest Cebu, PhilippinesDokument7 SeitenAn Exploration of The Ethno-Medicinal Practices Among Traditional Healers in Southwest Cebu, PhilippinesleecubongNoch keine Bewertungen
- The Person Environment Occupation (PEO) Model of Occupational TherapyDokument15 SeitenThe Person Environment Occupation (PEO) Model of Occupational TherapyAlice GiffordNoch keine Bewertungen
- Developing Paragraphs: Test Section - Writing Task 2Dokument11 SeitenDeveloping Paragraphs: Test Section - Writing Task 2Cengizhan AkdağNoch keine Bewertungen
- Waterstop TechnologyDokument69 SeitenWaterstop TechnologygertjaniNoch keine Bewertungen
- Product CatalogsDokument12 SeitenProduct Catalogscab666Noch keine Bewertungen
- Duavent Drug Study - CunadoDokument3 SeitenDuavent Drug Study - CunadoLexa Moreene Cu�adoNoch keine Bewertungen
- C C C C: "P P P P PDokument25 SeitenC C C C: "P P P P PShalu Dua KatyalNoch keine Bewertungen
- Existential ThreatsDokument6 SeitenExistential Threatslolab_4Noch keine Bewertungen
- TCL LD24D50 - Chassis MS09A-LA - (TKLE2413D) - Manual de Servicio PDFDokument41 SeitenTCL LD24D50 - Chassis MS09A-LA - (TKLE2413D) - Manual de Servicio PDFFabian OrtuzarNoch keine Bewertungen
- Carriage RequirementsDokument63 SeitenCarriage RequirementsFred GrosfilerNoch keine Bewertungen
- Electives - ArchitDokument36 SeitenElectives - Architkshitiz singhNoch keine Bewertungen
- Functional DesignDokument17 SeitenFunctional DesignRajivSharmaNoch keine Bewertungen
- Classifications of AssessmentsDokument11 SeitenClassifications of AssessmentsClaire CatapangNoch keine Bewertungen
- Rule 113 114Dokument7 SeitenRule 113 114Shaila GonzalesNoch keine Bewertungen
- Science7 - q1 - Mod3 - Distinguishing Mixtures From Substances - v5Dokument25 SeitenScience7 - q1 - Mod3 - Distinguishing Mixtures From Substances - v5Bella BalendresNoch keine Bewertungen