Das könnte Ihnen auch gefallen
- Icebreakers and Name Games PDFDokument15 SeitenIcebreakers and Name Games PDFMaynard SamsonNoch keine Bewertungen
- Hardware Design Review ChecklistDokument2 SeitenHardware Design Review ChecklistMaynard Samson0% (1)
- CPM ExampleDokument2 SeitenCPM ExampleMaynard SamsonNoch keine Bewertungen
- Hardware Design Review ChecklistDokument2 SeitenHardware Design Review ChecklistMaynard Samson0% (1)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- HYG006N04LS1TADokument9 SeitenHYG006N04LS1TAsNoch keine Bewertungen
- Solder PasteDokument5 SeitenSolder Pasteputut margandonoNoch keine Bewertungen
- BGA Manufacturer's User Guide For Micron BGA Parts: Customer Service NoteDokument13 SeitenBGA Manufacturer's User Guide For Micron BGA Parts: Customer Service NoteBenyamin Farzaneh AghajarieNoch keine Bewertungen
- Pilot Run Report 0702Dokument23 SeitenPilot Run Report 0702Greg MackeyNoch keine Bewertungen
- Process Challenges and Solutions For Embedding Chip-on-Board Into Mainstream SMT AssemblyDokument7 SeitenProcess Challenges and Solutions For Embedding Chip-on-Board Into Mainstream SMT AssemblyXuan HoangNoch keine Bewertungen
- NIC Components NACZ SeriesDokument5 SeitenNIC Components NACZ SeriesNICCompNoch keine Bewertungen
- RF-BM-ND04 Hardware Datasheet V1.2Dokument19 SeitenRF-BM-ND04 Hardware Datasheet V1.2vinayak deshpandeNoch keine Bewertungen
- RN41/RN41N: Class 1 Bluetooth Module With EDR SupportDokument28 SeitenRN41/RN41N: Class 1 Bluetooth Module With EDR SupportAlexis Gabriel Hernandez TorresNoch keine Bewertungen
- Welding ProcessesDokument20 SeitenWelding Processesvikasbhadoria9894Noch keine Bewertungen
- Rohs Legislation and Technical Manual: Step-By-Step Guide (Version 2)Dokument22 SeitenRohs Legislation and Technical Manual: Step-By-Step Guide (Version 2)Ayam ZebossNoch keine Bewertungen
- Datasheet PDFDokument10 SeitenDatasheet PDFRodrigo BarbosaNoch keine Bewertungen
- Low Temperature Soldering Using Sn-Bi AlloysDokument6 SeitenLow Temperature Soldering Using Sn-Bi AlloysArkamNoch keine Bewertungen
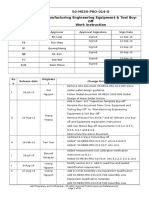
- 50-ME30-PRO-014-O Manufacturing Engineering Equipment and Tooling Buy-OffDokument25 Seiten50-ME30-PRO-014-O Manufacturing Engineering Equipment and Tooling Buy-OffTran Duyen100% (4)
- EPAS 11 - Q1 - W7 - Mod5Dokument40 SeitenEPAS 11 - Q1 - W7 - Mod5Alberto A. FugenNoch keine Bewertungen
- LM812 DatasheetDokument16 SeitenLM812 DatasheetRakib ShourovNoch keine Bewertungen
- SIM18 Hardware+Design V1.03Dokument31 SeitenSIM18 Hardware+Design V1.03Ken BennetNoch keine Bewertungen
- Automotive Mosfet 2010 BRDokument16 SeitenAutomotive Mosfet 2010 BRtabassam7801Noch keine Bewertungen
- Infineon-Additional Product Information SON packages-AN-v00 01-ENDokument23 SeitenInfineon-Additional Product Information SON packages-AN-v00 01-ENneluNoch keine Bewertungen
- Atmoscope: Self-Contained SMD Hot Air Work StationDokument12 SeitenAtmoscope: Self-Contained SMD Hot Air Work StationFabian ZambranoNoch keine Bewertungen
- Moire Warpage Measurement Failure AnalysisDokument25 SeitenMoire Warpage Measurement Failure AnalysisShangkar JeevanNoch keine Bewertungen
- Single-Channel: 6N138, 6N139 Dual-Channel: HCPL2730, HCPL2731 Low Input Current High Gain Split Darlington OptocouplersDokument15 SeitenSingle-Channel: 6N138, 6N139 Dual-Channel: HCPL2730, HCPL2731 Low Input Current High Gain Split Darlington OptocouplersThien MaiNoch keine Bewertungen
- Advantages of Solid-State Relays Over Electro Mechanical RelaysDokument10 SeitenAdvantages of Solid-State Relays Over Electro Mechanical RelaysnsadnanNoch keine Bewertungen
- WB2S Module Datasheet - Tuya Smart - DocsDokument28 SeitenWB2S Module Datasheet - Tuya Smart - DocsTsejatiNoch keine Bewertungen
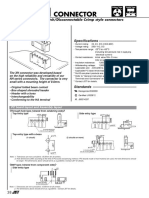
- Connector: 2.5mm Pitch/disconnectable Crimp Style ConnectorsDokument6 SeitenConnector: 2.5mm Pitch/disconnectable Crimp Style ConnectorsDragos-Iulian NeacsuNoch keine Bewertungen
- Ren Xt-Datasheet DST 20210408Dokument19 SeitenRen Xt-Datasheet DST 20210408Marcos RamosNoch keine Bewertungen
- Design For AssemblyDokument19 SeitenDesign For AssemblyJavierNoch keine Bewertungen
- Napino FileDokument29 SeitenNapino FileParveen JaatNoch keine Bewertungen
- Module Secondary SMT User Guide V2.1Dokument16 SeitenModule Secondary SMT User Guide V2.1MaiDungNoch keine Bewertungen
- FPS110, FPS110B, FPS110E: Features ApplicationsDokument17 SeitenFPS110, FPS110B, FPS110E: Features ApplicationsFrancisco HurtadoNoch keine Bewertungen
- Bga Reballing SmtaDokument18 SeitenBga Reballing SmtaAvs ElectronNoch keine Bewertungen