Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Report On RoboticsDokument40 SeitenReport On Roboticsangelcrystl4774Noch keine Bewertungen
- Factory Program Library List v1.0Dokument9 SeitenFactory Program Library List v1.0Ronaldo DamattaNoch keine Bewertungen
- Bilingual-Paper WDokument4 SeitenBilingual-Paper WzNoch keine Bewertungen
- EPTT5100 - Pressure - Temperature Sensor - 1308 - GDokument2 SeitenEPTT5100 - Pressure - Temperature Sensor - 1308 - GHendry Putra RahadiNoch keine Bewertungen
- STRUCTURAL - Chapter 2 - Structural Static Analysis (UP19980818)Dokument36 SeitenSTRUCTURAL - Chapter 2 - Structural Static Analysis (UP19980818)Rory Cristian Cordero RojoNoch keine Bewertungen
- Global Environment Unit 2Dokument13 SeitenGlobal Environment Unit 2Se SathyaNoch keine Bewertungen
- Manual African Airstrip Adventures EnglDokument46 SeitenManual African Airstrip Adventures EnglDele Jnr EriboNoch keine Bewertungen
- Conference Programme Critical EmancipationsDokument3 SeitenConference Programme Critical Emancipationswr7md5b55fNoch keine Bewertungen
- C.E. 324 - Ethics - 1.0Dokument103 SeitenC.E. 324 - Ethics - 1.0dela rosaNoch keine Bewertungen
- J. Agric. Food Chem. 2005, 53, 9010-9016Dokument8 SeitenJ. Agric. Food Chem. 2005, 53, 9010-9016Jatyr OliveiraNoch keine Bewertungen
- Gem WK6/WK8 Service ManualDokument18 SeitenGem WK6/WK8 Service Manualalex_seidiu100% (5)
- Part PabrikDokument2 SeitenPart PabrikNaldy NaldyNoch keine Bewertungen
- Ded Deliverable List: As Per 19-08-2016Dokument2 SeitenDed Deliverable List: As Per 19-08-2016Isna MuthoharohNoch keine Bewertungen
- Final Tana Beles - pdf2222Dokument72 SeitenFinal Tana Beles - pdf2222Tiruneh Yeneneh100% (1)
- Lit 1 ReportDokument21 SeitenLit 1 ReportTrexie De Vera JaymeNoch keine Bewertungen
- Global Projects Organisation: Material Specification For 316/316L and 6mo Austenitic Stainless SteelDokument33 SeitenGlobal Projects Organisation: Material Specification For 316/316L and 6mo Austenitic Stainless SteelThiyagarajan JayaramenNoch keine Bewertungen
- PE4 ExamDokument3 SeitenPE4 ExamEugene ColotNoch keine Bewertungen
- Calibrating Images TutorialDokument14 SeitenCalibrating Images TutorialtrujillomadrigalNoch keine Bewertungen
- Street Design Manual NYCDokument312 SeitenStreet Design Manual NYCgonleoNoch keine Bewertungen
- Kids and Their Favourite Food Key Reading Comprehension Exercises - 34436Dokument2 SeitenKids and Their Favourite Food Key Reading Comprehension Exercises - 34436MonicaMartirosyanNoch keine Bewertungen
- Total Aircraft Washing System: Mudmaster Mudmaster MudliteDokument2 SeitenTotal Aircraft Washing System: Mudmaster Mudmaster MudliteAli Abu ShhiwaNoch keine Bewertungen
- Hazard & Turn Signal Lamp CircuitDokument2 SeitenHazard & Turn Signal Lamp CircuitTanya PiriyabunharnNoch keine Bewertungen
- Art Lab For Little Kids - Susan Schwake PDFDokument146 SeitenArt Lab For Little Kids - Susan Schwake PDFEmma Alfonzo67% (3)
- Intercont Tersus DatasheetDokument5 SeitenIntercont Tersus DatasheetJocemir FerstNoch keine Bewertungen
- A Guide To Maintenance Metrics-ProgramDokument5 SeitenA Guide To Maintenance Metrics-ProgramLy QuanNoch keine Bewertungen
- CTL Project Developer Perspective Coal - To - Liquids CoalitionDokument27 SeitenCTL Project Developer Perspective Coal - To - Liquids Coalitiondwivediashish2Noch keine Bewertungen
- Looking For Cochlear Dead Regions A Clinical Experience With TEN TestDokument9 SeitenLooking For Cochlear Dead Regions A Clinical Experience With TEN TestVinay S NNoch keine Bewertungen
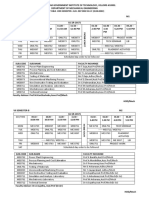
- Odd Semester Time Table Aug - Dec22 Wef 22.08.2022.NEWDokument4 SeitenOdd Semester Time Table Aug - Dec22 Wef 22.08.2022.NEWKiran KumarNoch keine Bewertungen
- 2CCC413001C0203 S800Dokument60 Seiten2CCC413001C0203 S800Sang SekNoch keine Bewertungen
- Aspirating Smoke Detector: Technical DescriptionDokument115 SeitenAspirating Smoke Detector: Technical DescriptionSecuriton ArgentinaNoch keine Bewertungen