Das könnte Ihnen auch gefallen
- Mack Maxitorque Transmission TRL1076 ManualDokument15 SeitenMack Maxitorque Transmission TRL1076 ManualMly ObrequeNoch keine Bewertungen
- HD465-7 SchematicDokument16 SeitenHD465-7 SchematicSarno Mukri100% (1)
- Dana Spicer Steer Axles: Service Manual AXSM-0038 September 2005Dokument44 SeitenDana Spicer Steer Axles: Service Manual AXSM-0038 September 2005wadalla100100% (1)
- Diesel Generator Set QSX15 Series Engine: Power GenerationDokument4 SeitenDiesel Generator Set QSX15 Series Engine: Power GenerationsdasdNoch keine Bewertungen
- Torque Specifications: Engine Mechanical (4Hk1, 6Hk1) 1A-113Dokument1 SeiteTorque Specifications: Engine Mechanical (4Hk1, 6Hk1) 1A-113Владимир ШведNoch keine Bewertungen
- FUELDokument23 SeitenFUELAgus WibowoNoch keine Bewertungen
- QSX 15 Oil CoolerDokument3 SeitenQSX 15 Oil CoolermunhNoch keine Bewertungen
- Modelo Terex Txc140lc-1Dokument1 SeiteModelo Terex Txc140lc-1DarioNoch keine Bewertungen
- Minor Sweeping Machines: Technical Operating and Basic Maintenance InstructionsDokument46 SeitenMinor Sweeping Machines: Technical Operating and Basic Maintenance InstructionsBogdan NgrNoch keine Bewertungen
- Atego 4x2 Rigid 1618 1629 PDFDokument4 SeitenAtego 4x2 Rigid 1618 1629 PDFAliNoch keine Bewertungen
- Adjustment of The Compression BrakeDokument2 SeitenAdjustment of The Compression BrakeCarlos Juarez ChungaNoch keine Bewertungen
- Repsatz 31101601e 01Dokument72 SeitenRepsatz 31101601e 01bercketowzhenyaNoch keine Bewertungen
- PC238USLC: Tier 4 Final EngineDokument20 SeitenPC238USLC: Tier 4 Final EngineAbhinandan PadhaNoch keine Bewertungen
- GreenMech - User Manual - ChipMaster 220 Manual EnglishDokument74 SeitenGreenMech - User Manual - ChipMaster 220 Manual EnglishMihai PopaNoch keine Bewertungen
- Operator & Parts Manual: Serial Numbers 1010-1070Dokument45 SeitenOperator & Parts Manual: Serial Numbers 1010-1070Євген ЗаліщукNoch keine Bewertungen
- Manual Honda Gx270 Gx340 Gx390Dokument96 SeitenManual Honda Gx270 Gx340 Gx390PriourNoch keine Bewertungen
- Catalogo Bushing Stemco para KenworthDokument7 SeitenCatalogo Bushing Stemco para KenworthJuan Carlos FuentesNoch keine Bewertungen
- Trailblazer 302 DieselDokument68 SeitenTrailblazer 302 DieselAnonymous NzvN4PjNoch keine Bewertungen
- Maintenance Manual - Telehandlers: GTH-636 GTH-844 GTH-1056 GTH-1256 GTH-1544 GTH-5519Dokument65 SeitenMaintenance Manual - Telehandlers: GTH-636 GTH-844 GTH-1056 GTH-1256 GTH-1544 GTH-5519Rolandas PetkusNoch keine Bewertungen
- Light TowerDokument94 SeitenLight TowerLeobardo Genaro Roque NájeraNoch keine Bewertungen
- MM 0112Dokument112 SeitenMM 0112Rob PenndotNoch keine Bewertungen
- 2008 Superjet Parts CatalogDokument50 Seiten2008 Superjet Parts CatalogthomslikNoch keine Bewertungen
- PRIMAAX KENWORTH 17730263 DATE Noviembre 2014 REV E PDFDokument84 SeitenPRIMAAX KENWORTH 17730263 DATE Noviembre 2014 REV E PDFSupervisor Automotriz SantanderNoch keine Bewertungen
- Cummins QSX15 Spec & PartsDokument12 SeitenCummins QSX15 Spec & Partskevinsims11100% (1)
- Liftmaster SL585 SL595 Slide Gate Operator Manual PDFDokument40 SeitenLiftmaster SL585 SL595 Slide Gate Operator Manual PDFDimas Edgardo Hernandez JuarezNoch keine Bewertungen
- Transmission Rebuild PDFDokument29 SeitenTransmission Rebuild PDFTeguh PriyonoNoch keine Bewertungen
- COMPAIR Portable CompressorDokument14 SeitenCOMPAIR Portable CompressorNova HeryNoch keine Bewertungen
- Wiring ComunicacionDokument4 SeitenWiring ComunicacionHamilton MirandaNoch keine Bewertungen
- ASV Posi-Track PT-80 Track Loader Parts Catalogue Manual PDFDokument14 SeitenASV Posi-Track PT-80 Track Loader Parts Catalogue Manual PDFfisekkkdNoch keine Bewertungen
- Avm 10 Front AxleDokument3 SeitenAvm 10 Front AxlePilar TorquemadaNoch keine Bewertungen
- Diagnostic Flash Codes For CAT C13 Engines: Troubleshooting. Contact Your Local Cat Dealer For More InformationDokument3 SeitenDiagnostic Flash Codes For CAT C13 Engines: Troubleshooting. Contact Your Local Cat Dealer For More InformationNova kurniawan 34100% (1)
- Palfinger ETI 29/33/37Dokument2 SeitenPalfinger ETI 29/33/37DarthCain0% (1)
- Recommended Procedure For Cutting Brake Chamber Push-Rod: Service BulletinDokument2 SeitenRecommended Procedure For Cutting Brake Chamber Push-Rod: Service BulletinFernando PadillaNoch keine Bewertungen
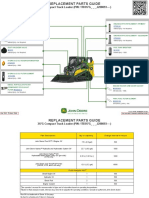
- 317G Compact Track Loader PIN 1T0317G J288093 Replacement Parts GuideDokument3 Seiten317G Compact Track Loader PIN 1T0317G J288093 Replacement Parts GuideNelson Andrade VelasquezNoch keine Bewertungen
- VT 265Dokument596 SeitenVT 265juan carlos rojas cadenaNoch keine Bewertungen
- Cylinder Liner ProjectionDokument4 SeitenCylinder Liner ProjectionFernando Daniel Saez VillarrealNoch keine Bewertungen
- Eparts MBE 900 4000 Reference Card PDFDokument21 SeitenEparts MBE 900 4000 Reference Card PDFAmilcar RodasNoch keine Bewertungen
- Diagnostic Trouble Codes (DTC) : DTC P0712 Transmission Fluid Temperature Sensor Circuit Low Input (High Temperature)Dokument4 SeitenDiagnostic Trouble Codes (DTC) : DTC P0712 Transmission Fluid Temperature Sensor Circuit Low Input (High Temperature)luis eduardo corzo enriquezNoch keine Bewertungen
- Grizzly 660 Owners ManualDokument180 SeitenGrizzly 660 Owners ManualLarryNoch keine Bewertungen
- Isuzu 6Sd1Tc: 306 Horsepower Industrial DieselDokument1 SeiteIsuzu 6Sd1Tc: 306 Horsepower Industrial DieselBryan Baring50% (2)
- Manual 37CDokument14 SeitenManual 37CAbrar Hussain100% (1)
- Ingersoll Rand AC105D Operators ManualDokument97 SeitenIngersoll Rand AC105D Operators ManualRenārs Bērtiņš100% (2)
- CT120 6986522 enUS Om 04-10Dokument214 SeitenCT120 6986522 enUS Om 04-10Henry HuayhuaNoch keine Bewertungen
- Parts Catalogue: Model: T543/T603Dokument319 SeitenParts Catalogue: Model: T543/T603steveNoch keine Bewertungen
- Brake SystemDokument22 SeitenBrake SystemTapas BanerjeeNoch keine Bewertungen
- Tennant s30 PDFDokument346 SeitenTennant s30 PDFmargarita trevinoNoch keine Bewertungen
- 1.8l ENGINEDokument304 Seiten1.8l ENGINEjoao xavierNoch keine Bewertungen
- s125 - Manual de ServicioDokument298 Seitens125 - Manual de ServicioChristian Andy H. Chavez100% (1)
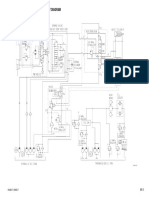
- Hydro-Ax Wiring Diagram PDFDokument1 SeiteHydro-Ax Wiring Diagram PDFJohnny BranamNoch keine Bewertungen
- Caterpillar Engine Service Manual CT S Eng d353Dokument7 SeitenCaterpillar Engine Service Manual CT S Eng d353CarlosNoch keine Bewertungen
- Smoothshift Transmission: Clutch Pack Calibration (AEB)Dokument1 SeiteSmoothshift Transmission: Clutch Pack Calibration (AEB)morusNoch keine Bewertungen
- AT20 CapacitiesDokument1 SeiteAT20 Capacitiescrane111100% (1)
- Motor Vehicle Air Conditioning System Operation and Refrigerant Cycle of Motor Vehicles PDFDokument49 SeitenMotor Vehicle Air Conditioning System Operation and Refrigerant Cycle of Motor Vehicles PDFmariA ANNANoch keine Bewertungen
- Right Parts Right Points: THE For The of Your JourneyDokument6 SeitenRight Parts Right Points: THE For The of Your JourneyRodion Kamyshenko100% (1)
- Linked PDFDokument275 SeitenLinked PDFАнатолій ГуменюкNoch keine Bewertungen
- Axilok InstallatTuercasDokument1 SeiteAxilok InstallatTuercasalxsscabal100% (1)
- ASV Posi-Track PT-100 Forestry Track Loader Parts Catalogue Manual PDFDokument16 SeitenASV Posi-Track PT-100 Forestry Track Loader Parts Catalogue Manual PDFfisekkkd100% (1)
- Metro-Liner: Specifications Mid Axle Forward 6x4 8x4 10x4Dokument2 SeitenMetro-Liner: Specifications Mid Axle Forward 6x4 8x4 10x4Ricardo CastroNoch keine Bewertungen
- MX447 Parts Manual 2011 Update 1Dokument317 SeitenMX447 Parts Manual 2011 Update 1Victor PinedoNoch keine Bewertungen
- TL TL TL TL: Installation, Operation & Maintenance Manual ModelDokument12 SeitenTL TL TL TL: Installation, Operation & Maintenance Manual ModelSamet BabaNoch keine Bewertungen
- Ernest RosterDokument1 SeiteErnest RosterKieran RyanNoch keine Bewertungen
- WI 11 - Suspension and AirbagsDokument2 SeitenWI 11 - Suspension and AirbagsKieran RyanNoch keine Bewertungen
- 5th Gen Vocational Model GuideDokument34 Seiten5th Gen Vocational Model GuideKieran Ryan100% (1)
- DDEC Map Sensor SpecsDokument1 SeiteDDEC Map Sensor SpecsKieran RyanNoch keine Bewertungen
- pc300 8Dokument1 Seitepc300 8Kieran RyanNoch keine Bewertungen
- Hitec Order 050416Dokument1 SeiteHitec Order 050416Kieran RyanNoch keine Bewertungen
- Knorr DiagramDokument45 SeitenKnorr DiagramKieran Ryan88% (16)
- Setup AttentionDokument1 SeiteSetup AttentionKieran RyanNoch keine Bewertungen
- Knorr DiagramDokument45 SeitenKnorr DiagramKieran Ryan88% (16)
- Hitachi Vehicle CardDokument44 SeitenHitachi Vehicle CardKieran RyanNoch keine Bewertungen
- MariaDB Onboarding Databases To Sonar Reference Guide 11-8-2023Dokument12 SeitenMariaDB Onboarding Databases To Sonar Reference Guide 11-8-2023Jateen SoniNoch keine Bewertungen
- FF - Fire Extinguisher LayoutDokument1 SeiteFF - Fire Extinguisher LayoutRanielNoch keine Bewertungen
- Project Risk Management in Hydropower Plant Projects A Case Study From The State-Owned Electricity Company of IndonesiaDokument16 SeitenProject Risk Management in Hydropower Plant Projects A Case Study From The State-Owned Electricity Company of IndonesiaJoli SmithNoch keine Bewertungen
- Scientific Method - AssessmentDokument13 SeitenScientific Method - AssessmentA.BensonNoch keine Bewertungen
- Exam of Refinery PDF 2Dokument20 SeitenExam of Refinery PDF 2ئارام ناصح محمد حسێن0% (1)
- Nanostructural State of AlloysDokument6 SeitenNanostructural State of AlloysCristina PostolacheNoch keine Bewertungen
- THESISDokument44 SeitenTHESISRowena Shaira AbellarNoch keine Bewertungen
- Discussion 2 Module 2 - Paronda PDFDokument1 SeiteDiscussion 2 Module 2 - Paronda PDFAlvanna ParondaNoch keine Bewertungen
- Essay, How Microscopes Have Contributed To Our Understanding of Living OrganismsDokument2 SeitenEssay, How Microscopes Have Contributed To Our Understanding of Living Organismslinanqikiki82% (11)
- 12 Elements of Firearms TrainingDokument6 Seiten12 Elements of Firearms TraininglildigitNoch keine Bewertungen
- Teff Type-I Sourdough To ProduDokument21 SeitenTeff Type-I Sourdough To ProdudanaNoch keine Bewertungen
- Faculty Profile: Dr. Injam Siva ParvathiDokument9 SeitenFaculty Profile: Dr. Injam Siva ParvathiMr. Y. RajeshNoch keine Bewertungen
- DH-IPC-HDBW1231E: 2MP WDR IR Mini-Dome Network CameraDokument3 SeitenDH-IPC-HDBW1231E: 2MP WDR IR Mini-Dome Network CameraDeltaz AZNoch keine Bewertungen
- Elementary Graph Theory: Robin Truax March 2020Dokument15 SeitenElementary Graph Theory: Robin Truax March 2020Jefferson WidodoNoch keine Bewertungen
- CH 7. Pneumatic and HydroulicDokument20 SeitenCH 7. Pneumatic and HydroulicAbenezer Tasew100% (1)
- Hydraulics - MKM - DLX - Parts - Catalogue MAR 14 PDFDokument33 SeitenHydraulics - MKM - DLX - Parts - Catalogue MAR 14 PDFRS Rajib sarkerNoch keine Bewertungen
- The Proof of Agricultural ZakatDokument7 SeitenThe Proof of Agricultural ZakatDila Estu KinasihNoch keine Bewertungen
- Ebp Cedera Kepala - The Effect of Giving Oxygenation With Simple Oxygen Mask andDokument6 SeitenEbp Cedera Kepala - The Effect of Giving Oxygenation With Simple Oxygen Mask andNindy kusuma wardaniNoch keine Bewertungen
- Weekly Reminder August 18, 2014Dokument4 SeitenWeekly Reminder August 18, 2014PauldingProgressNoch keine Bewertungen
- MV "RS Mistral": 712 TEU Geared Cellular Container VesselDokument1 SeiteMV "RS Mistral": 712 TEU Geared Cellular Container VesselMeryNoch keine Bewertungen
- TDC Calculation For The Determination of Drill Bit PerformanceDokument3 SeitenTDC Calculation For The Determination of Drill Bit Performancejanuar baharuliNoch keine Bewertungen
- As You Face Life: Pray To God and Ask His GuidanceDokument11 SeitenAs You Face Life: Pray To God and Ask His GuidancesophiegarciaNoch keine Bewertungen
- Table of Content and PrefaceDokument5 SeitenTable of Content and PrefaceHaiderEbrahimNoch keine Bewertungen
- Anna Kingsford, Edward Maitland - The Perfect Way, or The Finding of Christ (1909)Dokument484 SeitenAnna Kingsford, Edward Maitland - The Perfect Way, or The Finding of Christ (1909)Momir Miric100% (1)
- 2 2 1 1 5b Equipmend Data Sheets CommDokument40 Seiten2 2 1 1 5b Equipmend Data Sheets CommMilic MilicevicNoch keine Bewertungen
- Gexcon DDT Scotts PresentationDokument33 SeitenGexcon DDT Scotts PresentationMochamad SafarudinNoch keine Bewertungen
- Final ExamDokument5 SeitenFinal Examirtiza200Noch keine Bewertungen
- b0700sv F PDFDokument188 Seitenb0700sv F PDFabdel taibNoch keine Bewertungen
- Buongiorno - Etal - 2009 The Big Experimental CheckDokument15 SeitenBuongiorno - Etal - 2009 The Big Experimental CheckMikhail TarabrinNoch keine Bewertungen