Das könnte Ihnen auch gefallen
- Industrial Platinum Resistance Thermometers: Standard Specification ForDokument7 SeitenIndustrial Platinum Resistance Thermometers: Standard Specification ForDiego Bragga Terrazy100% (3)
- F765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainDokument6 SeitenF765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainislamakthamNoch keine Bewertungen
- Calibration Laboratory Depth Gauge: Revision Record SheetDokument6 SeitenCalibration Laboratory Depth Gauge: Revision Record SheetManivasagan VasuNoch keine Bewertungen
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureDokument9 SeitenEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureJovanni RodriguezNoch keine Bewertungen
- C433Dokument26 SeitenC433Gato SesaNoch keine Bewertungen
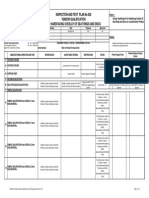
- Inspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsDokument3 SeitenInspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsGohilakrishnan ThiagarajanNoch keine Bewertungen
- Induction Training Text Format - StaffDokument5 SeitenInduction Training Text Format - StaffkumargaruNoch keine Bewertungen
- DRAFT Sample Welding Procedure GuidebookDokument3 SeitenDRAFT Sample Welding Procedure Guidebookahmad100% (1)
- Workshop on QMS Documentation DevelopmentDokument48 SeitenWorkshop on QMS Documentation Developmentesivaks2000Noch keine Bewertungen
- Customer Enquiry and Contract Review Procedure: PDF Created With Fineprint Pdffactory Trial VersionDokument7 SeitenCustomer Enquiry and Contract Review Procedure: PDF Created With Fineprint Pdffactory Trial VersionGib ArNoch keine Bewertungen
- Sampling PlanDokument26 SeitenSampling Plananon_476133858Noch keine Bewertungen
- Curriculum Vitae: Educational QualificationDokument5 SeitenCurriculum Vitae: Educational Qualificationkhushwinder86Noch keine Bewertungen
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDokument1 SeiteTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNoch keine Bewertungen
- Ok-Hydraulic Oil Flushing at Terminal AreaDokument4 SeitenOk-Hydraulic Oil Flushing at Terminal AreaEric TingNoch keine Bewertungen
- West Depot - Mock Drill - 14 May 2016Dokument5 SeitenWest Depot - Mock Drill - 14 May 2016Tariq KhanNoch keine Bewertungen
- Asme 1325-18 (2007)Dokument1 SeiteAsme 1325-18 (2007)Matthew TaylorNoch keine Bewertungen
- WELDING MACHINE ChecklistDokument1 SeiteWELDING MACHINE Checklistsakthi venkatNoch keine Bewertungen
- Hazardous Waste Management Report PT TNP 20-02-21Dokument2 SeitenHazardous Waste Management Report PT TNP 20-02-21Beriandi RullyNoch keine Bewertungen
- Set-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1Dokument1 SeiteSet-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1sbmmlaNoch keine Bewertungen
- 5.1 Vendor Quality PlanDokument52 Seiten5.1 Vendor Quality PlanPanneer SelvamNoch keine Bewertungen
- Closed Loop Corrective ActionDokument17 SeitenClosed Loop Corrective ActionLee Hanxue100% (5)
- WIKA Calibration Certificate for Process CalibratorDokument3 SeitenWIKA Calibration Certificate for Process CalibratorBalaji BobadeNoch keine Bewertungen
- Storage Handling Recommendations For ConDokument7 SeitenStorage Handling Recommendations For ConAmir Reza RashidfarokhiNoch keine Bewertungen
- Oilfield Inspection SSE ManagementDokument8 SeitenOilfield Inspection SSE ManagementDheeraj Menon0% (1)
- Welder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Dokument2 SeitenWelder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Ali TalebiNoch keine Bewertungen
- 11AX 12th Edition Addendum 2 Purch Guidelines R2 20131004Dokument5 Seiten11AX 12th Edition Addendum 2 Purch Guidelines R2 20131004Boedi SyafiqNoch keine Bewertungen
- Eversendai Offshore RMC Fze: Welding & Allied Processess Consumables Specification Doc Ref: Fcaw Rev: 00Dokument4 SeitenEversendai Offshore RMC Fze: Welding & Allied Processess Consumables Specification Doc Ref: Fcaw Rev: 00BHARANINoch keine Bewertungen
- Cutting Machine Check Sheet: Machine Set No.: Department: Contractor Name: Last Inspection Date: Inspection DateDokument1 SeiteCutting Machine Check Sheet: Machine Set No.: Department: Contractor Name: Last Inspection Date: Inspection Datepartha100% (1)
- Procedure For Heat Treatment Dated 29-09-06Dokument8 SeitenProcedure For Heat Treatment Dated 29-09-06ravi00098100% (1)
- MODEL NR3XL Pressure RegulatorDokument2 SeitenMODEL NR3XL Pressure Regulator63ragtopNoch keine Bewertungen
- Resume Suda Mara IDokument5 SeitenResume Suda Mara IMd AkhtarNoch keine Bewertungen
- Is 1828 1 2005Dokument19 SeitenIs 1828 1 2005Rajesh KumarNoch keine Bewertungen
- SOP - LatheDokument2 SeitenSOP - LatheQuality PFPLNoch keine Bewertungen
- Risk and Nonconforming ProductDokument2 SeitenRisk and Nonconforming ProductarunradNoch keine Bewertungen
- Worksheet Grinding DJF3012Dokument8 SeitenWorksheet Grinding DJF3012suhaizyra0% (1)
- Personal grooming and machine safety tipsDokument1 SeitePersonal grooming and machine safety tipstofa01Noch keine Bewertungen
- PCH Welding Repair ProcedureDokument8 SeitenPCH Welding Repair Proceduremohd as shahiddin jafriNoch keine Bewertungen
- Visual Control of Standard Operating Procedure SOP Inspection Packaging and Storage Ijariie6972 PDFDokument6 SeitenVisual Control of Standard Operating Procedure SOP Inspection Packaging and Storage Ijariie6972 PDFParesh PatelNoch keine Bewertungen
- Confined Space Entry Log SheetDokument1 SeiteConfined Space Entry Log SheetJobin FrancisNoch keine Bewertungen
- Internal Pipe CleaningDokument3 SeitenInternal Pipe Cleaningmuhamadrafie1975Noch keine Bewertungen
- Painting Report Cd3Dokument15 SeitenPainting Report Cd3sivaNoch keine Bewertungen
- NS Toolbox Sdftalk 006 Welding Consumable Control and TracebilityDokument1 SeiteNS Toolbox Sdftalk 006 Welding Consumable Control and TracebilityNeil SoansNoch keine Bewertungen
- Ovality Limits Cylindrical ShellsDokument4 SeitenOvality Limits Cylindrical ShellsDeepakNoch keine Bewertungen
- Ferroxyl Test For Iron ContaminationDokument9 SeitenFerroxyl Test For Iron ContaminationteokalNoch keine Bewertungen
- Company Introduction - Shinwoo ValveDokument26 SeitenCompany Introduction - Shinwoo ValveLe Cam NhanNoch keine Bewertungen
- Gate & Globe PDFDokument0 SeitenGate & Globe PDFZoebairNoch keine Bewertungen
- Foreign Material ExclusionDokument22 SeitenForeign Material ExclusionBahim BahimanNoch keine Bewertungen
- DIN EN 12517-1: Deutsche NormDokument17 SeitenDIN EN 12517-1: Deutsche Normmarcos crisostoNoch keine Bewertungen
- Consequence Management Framework: The QuestionDokument7 SeitenConsequence Management Framework: The QuestionAnilNoch keine Bewertungen
- South African Art Times October 08Dokument16 SeitenSouth African Art Times October 08Art Times100% (3)
- ISO 9000 2015 (En) Quality Management Systems - Fundamentals and VocabularyDokument23 SeitenISO 9000 2015 (En) Quality Management Systems - Fundamentals and VocabularyPaulino MutomboNoch keine Bewertungen
- GP Handling The WeaponDokument2 SeitenGP Handling The WeaponBeder MirjanNoch keine Bewertungen
- Quality Control ManualDokument15 SeitenQuality Control ManualJBStringerNoch keine Bewertungen
- NDE-Penetrant TestDokument2 SeitenNDE-Penetrant TestCandy KendeeNoch keine Bewertungen
- ISO9001 RoadMapDokument1 SeiteISO9001 RoadMapMuhammad Nauman AkramNoch keine Bewertungen
- Risks in Facility Build Quality and Project Handover: What Happened?Dokument3 SeitenRisks in Facility Build Quality and Project Handover: What Happened?musaismail8863Noch keine Bewertungen
- Handling and Care of Pipes and ConnectionsDokument3 SeitenHandling and Care of Pipes and ConnectionsMichael VelascoNoch keine Bewertungen
- Vetco Saudi Arabia LTD.: Welder/Welding Operator Continuity RecordDokument1 SeiteVetco Saudi Arabia LTD.: Welder/Welding Operator Continuity RecordfarjadulhaqNoch keine Bewertungen
- Heat Treatment of Thin Wall Tanks by Internal Oil Firing MethodDokument7 SeitenHeat Treatment of Thin Wall Tanks by Internal Oil Firing MethodKrishna VachaNoch keine Bewertungen
- Pre Heat & PWHT of PipingDokument2 SeitenPre Heat & PWHT of PipingHarish GandhiNoch keine Bewertungen
- PWHTDokument13 SeitenPWHTcv100% (2)
- ASME B31.3 Process Piping Pre-heat & PWHT RequirementsDokument2 SeitenASME B31.3 Process Piping Pre-heat & PWHT RequirementsVikasShelkeNoch keine Bewertungen
- SA 285 GR CDokument3 SeitenSA 285 GR CVikasShelkeNoch keine Bewertungen
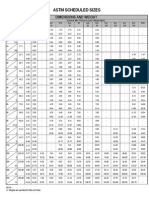
- ASTM PIPE SCHEDULE SIZES AND WEIGHTSDokument1 SeiteASTM PIPE SCHEDULE SIZES AND WEIGHTSVikasShelkeNoch keine Bewertungen
- Sachin ResumeDokument3 SeitenSachin ResumeVikasShelkeNoch keine Bewertungen
- As Me Certificate Holder ReportDokument5 SeitenAs Me Certificate Holder ReportVikasShelkeNoch keine Bewertungen
- Sukanya Samriddhi MS Excel Calculator DownloadDokument4 SeitenSukanya Samriddhi MS Excel Calculator Downloadram.mohan845042Noch keine Bewertungen
- Submerged Arc Welding Parameters and VariablesDokument1 SeiteSubmerged Arc Welding Parameters and VariablesVikasShelkeNoch keine Bewertungen
- Total Yearly Investment Growth Over 15 YearsDokument1 SeiteTotal Yearly Investment Growth Over 15 YearsVikasShelkeNoch keine Bewertungen
- Welding SymbolsDokument1 SeiteWelding SymbolsRajesh RadeNoch keine Bewertungen
- Tukaram GathaDokument1.697 SeitenTukaram GathanitindalwaleNoch keine Bewertungen
- Commissioning Management. Rev.0Dokument13 SeitenCommissioning Management. Rev.0Niko GunnNoch keine Bewertungen
- OVERVIEW Materials QualityDokument14 SeitenOVERVIEW Materials QualityRomeo Beding Densen Jr.Noch keine Bewertungen
- Skills Lab - Operational GuidelinesDokument52 SeitenSkills Lab - Operational GuidelinesJennifer Pearson-ParedesNoch keine Bewertungen
- Gene-Auto: Automatic Software Code Generation For Real-Time Embedded SystemsDokument7 SeitenGene-Auto: Automatic Software Code Generation For Real-Time Embedded SystemsMansi KulkarniNoch keine Bewertungen
- 01 Manual - Detector Metales - MSM-210-MD-01Dokument194 Seiten01 Manual - Detector Metales - MSM-210-MD-01Emilio Alejandro Molina Salvo100% (2)
- VMS PaliDokument61 SeitenVMS Palichintan100% (2)
- First Quarterly Examination - TLE 10Dokument4 SeitenFirst Quarterly Examination - TLE 10Realyn AballeNoch keine Bewertungen
- STG GuidelinesDokument31 SeitenSTG GuidelinesJoseph2309100% (2)
- 2878 Volume-2BDokument6 Seiten2878 Volume-2BkumarNoch keine Bewertungen
- Checklist of Technical and Financial Documents: Requirements Passed Failed Technical ComponentDokument3 SeitenChecklist of Technical and Financial Documents: Requirements Passed Failed Technical ComponentBELE TAKANoch keine Bewertungen
- 12.BE C1 Vol.4 ODS TunnelingDokument63 Seiten12.BE C1 Vol.4 ODS TunnelingJoni BarjonoNoch keine Bewertungen
- ASTM A-234 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For PDFDokument8 SeitenASTM A-234 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For PDFarles897Noch keine Bewertungen
- Measure and Take OffDokument27 SeitenMeasure and Take OffLE PEI CHIANoch keine Bewertungen
- P1-PD Series Catalog PDFDokument98 SeitenP1-PD Series Catalog PDFJas Sum100% (2)
- EMtech-CSS 2019Dokument12 SeitenEMtech-CSS 2019danding aganonNoch keine Bewertungen
- Steel Castings, Alloy, Specially Heat-Treated, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDokument3 SeitenSteel Castings, Alloy, Specially Heat-Treated, For Pressure-Containing Parts, Suitable For High-Temperature ServiceJerry BeanNoch keine Bewertungen
- NMR602.10 SAT Plan & ProcedureDokument43 SeitenNMR602.10 SAT Plan & ProcedureSorin Oprea0% (1)
- Compliance Program Guidance Manual Chapter - 45 Biological Drug Products Inspection of Biological Drug Products (CBER) 7345.848Dokument57 SeitenCompliance Program Guidance Manual Chapter - 45 Biological Drug Products Inspection of Biological Drug Products (CBER) 7345.848ana_mondekarNoch keine Bewertungen
- Annex 2: Technical Specifications For PV PlantsDokument26 SeitenAnnex 2: Technical Specifications For PV PlantsMarcos SerrãoNoch keine Bewertungen
- Tech Specs For ETPDokument26 SeitenTech Specs For ETPNarayanan MenonNoch keine Bewertungen
- MIL-PRF-85285D Polyurethane Coating SpecDokument21 SeitenMIL-PRF-85285D Polyurethane Coating Specsachinjoshi_2006Noch keine Bewertungen
- Global Tender Document For GSM - HSPADokument209 SeitenGlobal Tender Document For GSM - HSPAThuanduong51104Noch keine Bewertungen
- SAD 101 Study Guide - Module 3Dokument15 SeitenSAD 101 Study Guide - Module 3Nightcore WitchNoch keine Bewertungen
- Pas 62453 - 3Dokument52 SeitenPas 62453 - 3Nalex GeeNoch keine Bewertungen
- Construction Management, Supervision and Contract Administration GuidelinesDokument40 SeitenConstruction Management, Supervision and Contract Administration GuidelinesTiruneh TujaraNoch keine Bewertungen
- SP 1129Dokument25 SeitenSP 1129Selva NizanthNoch keine Bewertungen
- EOS Hardware and Network Servicing L3 & L4Dokument80 SeitenEOS Hardware and Network Servicing L3 & L4Max80% (5)
- Steel Wire, Cold-Drawn For Mechanical SpringsDokument4 SeitenSteel Wire, Cold-Drawn For Mechanical SpringsARAVIND PATILNoch keine Bewertungen
- As NZS ISO IEC 14763.3-2007 Telecommunications Installations - Implementation and Operation of Customer PremiDokument12 SeitenAs NZS ISO IEC 14763.3-2007 Telecommunications Installations - Implementation and Operation of Customer PremiSAI Global - APACNoch keine Bewertungen