Das könnte Ihnen auch gefallen
- Data Documentation Power PlantsDokument104 SeitenData Documentation Power PlantsBabic UgljesaNoch keine Bewertungen
- Robust Calculation and Parameter Estimation of The Hourly Price Forward Curve PDFDokument7 SeitenRobust Calculation and Parameter Estimation of The Hourly Price Forward Curve PDFBabic UgljesaNoch keine Bewertungen
- Aigul Issakova - InternshipDokument25 SeitenAigul Issakova - InternshipBabic UgljesaNoch keine Bewertungen
- Lecture 4nDokument50 SeitenLecture 4nBabic UgljesaNoch keine Bewertungen
- The Control Techniques Drives and Controls Handbook 2nd EditionDokument765 SeitenThe Control Techniques Drives and Controls Handbook 2nd EditionSamuel Okuwobi94% (16)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Optical Leak Testing of Hermetic DevicesDokument9 SeitenOptical Leak Testing of Hermetic DevicesTueNoch keine Bewertungen
- X-Ray For Medical, Veterinary, Industrial & Security Applications: New Technologies Reach The Commercialization PhaseDokument5 SeitenX-Ray For Medical, Veterinary, Industrial & Security Applications: New Technologies Reach The Commercialization Phasemars silverNoch keine Bewertungen
- Sonoluminescence by F. Ronald YoungDokument256 SeitenSonoluminescence by F. Ronald Youngbennhallett100% (1)
- Solution of Problems: Bearing Capacity of Shallow FoundationDokument19 SeitenSolution of Problems: Bearing Capacity of Shallow FoundationKashif Marwat100% (1)
- Einstein's Theory of Specific Heats: Classical Concept Review 23Dokument2 SeitenEinstein's Theory of Specific Heats: Classical Concept Review 23Agres KrismantonaNoch keine Bewertungen
- Reference Phthalic AcidDokument2 SeitenReference Phthalic AcidBeningNoch keine Bewertungen
- Formulas For Press - Shrink Fit CalculationsDokument3 SeitenFormulas For Press - Shrink Fit CalculationsgarciarodrigoNoch keine Bewertungen
- Week - 09 - Pressure and Velocity MeasurementsDokument21 SeitenWeek - 09 - Pressure and Velocity MeasurementsMohammad MohiuddinNoch keine Bewertungen
- General Instructions: Do The Activity at Home. This Must Be Submitted Online. Save It in PDFDokument2 SeitenGeneral Instructions: Do The Activity at Home. This Must Be Submitted Online. Save It in PDFSean Ben KadusaleNoch keine Bewertungen
- Burning Rate of Solid PropellantsDokument6 SeitenBurning Rate of Solid Propellantsedcrfv35Noch keine Bewertungen
- Exploring The Limits of Buffering Process For Both Standard and Micro TubesDokument5 SeitenExploring The Limits of Buffering Process For Both Standard and Micro TubesDenisTarasNoch keine Bewertungen
- Extra Problems Phys 102Dokument14 SeitenExtra Problems Phys 102Kh AlziqNoch keine Bewertungen
- Fiorentini Series C Rotary Meter Offers High Accuracy and RangeabilityDokument8 SeitenFiorentini Series C Rotary Meter Offers High Accuracy and RangeabilityuceskaNoch keine Bewertungen
- Vibration and Shock Isolation-Advanced Antivibration ComponentsDokument55 SeitenVibration and Shock Isolation-Advanced Antivibration Componentshiginio.moro6182Noch keine Bewertungen
- Fine Blanking - Literature SurveyDokument8 SeitenFine Blanking - Literature Surveysickman100% (1)
- Interview Questions: Collected From Interviews of Engro/ FFC/ FatimaDokument10 SeitenInterview Questions: Collected From Interviews of Engro/ FFC/ Fatimaopeb tt100% (1)
- PP, PE, PVC, POM, PET, PA6G material characteristicsDokument1 SeitePP, PE, PVC, POM, PET, PA6G material characteristicsandytuorNoch keine Bewertungen
- Ultra - Temp Installation and Maintenance Manual IOM 101.2Dokument16 SeitenUltra - Temp Installation and Maintenance Manual IOM 101.2Abdiel Kadir Martinez MendozaNoch keine Bewertungen
- Desiccant Dehumidifier MDC 18000: Forget Humidity For Ever!Dokument4 SeitenDesiccant Dehumidifier MDC 18000: Forget Humidity For Ever!Mourad AhmadNoch keine Bewertungen
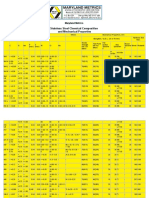
- STAINLESS STEEL - Chemical & Mechanical PropertiesDokument3 SeitenSTAINLESS STEEL - Chemical & Mechanical PropertiesGregorio KilatonNoch keine Bewertungen
- Acoustic ReportDokument17 SeitenAcoustic Reportgia hân phamNoch keine Bewertungen
- HYDRAULICS EXAMDokument4 SeitenHYDRAULICS EXAMPrince VinceNoch keine Bewertungen
- PCS120 Midterm Additional Review QuestionsDokument12 SeitenPCS120 Midterm Additional Review QuestionsBetty WangNoch keine Bewertungen
- IAPWS Technical Guidance for Flexible Power PlantsDokument40 SeitenIAPWS Technical Guidance for Flexible Power PlantsOsu AmpawanonNoch keine Bewertungen
- Turbine Oil Family CaltexDokument8 SeitenTurbine Oil Family CaltexPeter_Phee_341Noch keine Bewertungen
- Productflyer - 978 0 387 74364 6Dokument1 SeiteProductflyer - 978 0 387 74364 6Dhruv PatelNoch keine Bewertungen
- 6.3 Reversible ReactionsDokument5 Seiten6.3 Reversible Reactionssukomol baruaNoch keine Bewertungen
- The Surface Fatigue Life of Contour Induction Hardened AISI 1552 TM-107017 (Nasa) PDFDokument11 SeitenThe Surface Fatigue Life of Contour Induction Hardened AISI 1552 TM-107017 (Nasa) PDFmariannyNoch keine Bewertungen
- Eltex B4020N1332: Product Technical InformationDokument2 SeitenEltex B4020N1332: Product Technical InformationAndres Giovanni Romero MuñozNoch keine Bewertungen
- Lesson Plan Che463Dokument3 SeitenLesson Plan Che463Rafiqah RahimNoch keine Bewertungen