Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- DEWA TendersDokument2 SeitenDEWA TendersUsmanRajaNoch keine Bewertungen
- 2015 Lexus RC Brochure 2 PDFDokument69 Seiten2015 Lexus RC Brochure 2 PDFUsmanRajaNoch keine Bewertungen
- Introductory DocumentationDokument1 SeiteIntroductory DocumentationUsmanRajaNoch keine Bewertungen
- PAC Kamra ReportDokument4 SeitenPAC Kamra ReportUsmanRajaNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- VAPORISERDokument62 SeitenVAPORISERAshish ChavanNoch keine Bewertungen
- CT2000 Manual EN 20151202 PDFDokument634 SeitenCT2000 Manual EN 20151202 PDFKhang NguyenNoch keine Bewertungen
- Iso 9974-2Dokument4 SeitenIso 9974-2willianNoch keine Bewertungen
- Introduction Compression TestDokument7 SeitenIntroduction Compression TestEr Dinesh TambeNoch keine Bewertungen
- Class 7 Science Electric Current and Its EffectsDokument7 SeitenClass 7 Science Electric Current and Its Effectsshanna_heenaNoch keine Bewertungen
- Adequate Bearing Material and Heat TreatmentDokument20 SeitenAdequate Bearing Material and Heat TreatmentdavideNoch keine Bewertungen
- Session PlanDokument11 SeitenSession PlanMat Domdom Sansano100% (1)
- JLG 600A 660AJ From Serial 0300177361 Service Manual (1) (1) Gabriel DSDDokument4 SeitenJLG 600A 660AJ From Serial 0300177361 Service Manual (1) (1) Gabriel DSDCASAQUI LVANoch keine Bewertungen
- ANSYS Mechanical Basic Structural NonlinearitiesDokument41 SeitenANSYS Mechanical Basic Structural NonlinearitiesalexNoch keine Bewertungen
- 360-Pungue Iwrm Strategy PresentationDokument30 Seiten360-Pungue Iwrm Strategy PresentationEdyz Piedadis PereiraNoch keine Bewertungen
- RT 67Dokument11 SeitenRT 67dinesh kumarNoch keine Bewertungen
- Process Control in SpinningDokument31 SeitenProcess Control in Spinningapi-2649455553% (15)
- E Insurance ProjectDokument10 SeitenE Insurance ProjectChukwuebuka Oluwajuwon GodswillNoch keine Bewertungen
- Unistream-Installation Operation & MaintenanceDokument24 SeitenUnistream-Installation Operation & MaintenanceJoanna Lauer-TrąbczyńskaNoch keine Bewertungen
- .Preliminary PagesDokument12 Seiten.Preliminary PagesKimBabNoch keine Bewertungen
- Wireshark Protocol Help Product PreviewDokument6 SeitenWireshark Protocol Help Product Previewsunil1978Noch keine Bewertungen
- Error Number Mentor GraphicsDokument30 SeitenError Number Mentor GraphicsMendesNoch keine Bewertungen
- AVR Interrupt Programming in Assembly and CDokument38 SeitenAVR Interrupt Programming in Assembly and CK142526 AlishanNoch keine Bewertungen
- University of Tennessee - ChattanoogaDokument34 SeitenUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARNoch keine Bewertungen
- Jun SMSDokument43 SeitenJun SMSgallardo0121Noch keine Bewertungen
- Head Office:: Speciality Urethanes Private LimitedDokument9 SeitenHead Office:: Speciality Urethanes Private Limitedashsatao8929Noch keine Bewertungen
- Notes Mechanism of Methanol Synthesis From Carbon Monoxide and Hydrogen On Copper CatalystsDokument4 SeitenNotes Mechanism of Methanol Synthesis From Carbon Monoxide and Hydrogen On Copper CatalystsArif HidayatNoch keine Bewertungen
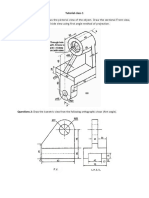
- Tutorial Class 1 Questions 1Dokument2 SeitenTutorial Class 1 Questions 1Bố Quỳnh ChiNoch keine Bewertungen
- Isuzu 4hk1x Sheet HRDokument4 SeitenIsuzu 4hk1x Sheet HRMuhammad Haqi Priyono100% (1)
- Metric DIN 434 Square Taper Washers: Visit Our For Product AvailabilityDokument4 SeitenMetric DIN 434 Square Taper Washers: Visit Our For Product AvailabilityRodrigoNoch keine Bewertungen
- V1 V2 Cal PRCDokument5 SeitenV1 V2 Cal PRCCyril J PadiyathNoch keine Bewertungen
- 2017 Petro Skills FacilitiesDokument44 Seiten2017 Petro Skills FacilitiesChirlly Ulai100% (1)
- SAP Hybris Thinking Outside The Box. PART 1Dokument18 SeitenSAP Hybris Thinking Outside The Box. PART 1Rauf AlievNoch keine Bewertungen
- McLaren Artura Order BKZQG37 Summary 2023-12-10Dokument6 SeitenMcLaren Artura Order BKZQG37 Summary 2023-12-10Salvador BaulenasNoch keine Bewertungen
- While We Sleep - A Story of Government Without Law by Alan R. AdaschikDokument165 SeitenWhile We Sleep - A Story of Government Without Law by Alan R. Adaschikwbradleyjr18739100% (2)