Das könnte Ihnen auch gefallen
- Ashok Leyland Inplant Training Report ALDokument10 SeitenAshok Leyland Inplant Training Report ALmani4beNoch keine Bewertungen
- Inplant Training Done in Ashok LeylandDokument10 SeitenInplant Training Done in Ashok LeylandDhanu50% (4)
- Inplant Training Report Ashok Leyland HosurDokument28 SeitenInplant Training Report Ashok Leyland HosurHejo AntonyNoch keine Bewertungen
- Industrial TrainingDokument34 SeitenIndustrial TrainingGOURAV MITTALNoch keine Bewertungen
- Ashok LeylandDokument33 SeitenAshok Leylandsaiparmeshraj67% (3)
- Industrial Traning at Force Motors BY MANOJ RAJPUT MANIT BHOPALDokument31 SeitenIndustrial Traning at Force Motors BY MANOJ RAJPUT MANIT BHOPALRohit Goyal60% (5)
- Ashok Leyland Production ProcessDokument13 SeitenAshok Leyland Production Processgarjola100% (8)
- Ashok LeylandDokument12 SeitenAshok LeylandKarthik TharanisinghNoch keine Bewertungen
- Ashok LeylandDokument20 SeitenAshok LeylandVaishu SrinivasanNoch keine Bewertungen
- Inplant TrainingDokument5 SeitenInplant TrainingGokulnath Sekar0% (1)
- Ashok Leyland Project ReportDokument40 SeitenAshok Leyland Project ReportGovind kumarNoch keine Bewertungen
- Ashok Leyland ReportDokument40 SeitenAshok Leyland ReportGaurav ChaudharyNoch keine Bewertungen
- Internship Training in Ashok LeylandDokument54 SeitenInternship Training in Ashok LeylandRamya Mary100% (1)
- Ashok LeylandDokument40 SeitenAshok LeylandNishath AhamedNoch keine Bewertungen
- Ashok LeylandDokument89 SeitenAshok Leylandsushanth198950% (4)
- Internship Training in Ashok LeylandDokument54 SeitenInternship Training in Ashok Leylandmuneerpp91% (11)
- Internship ReportDokument37 SeitenInternship ReportNiteshSuranaNoch keine Bewertungen
- Ashok Leyland's ProfileDokument12 SeitenAshok Leyland's ProfileNitin Khurana100% (1)
- Financial Analysis of Ashok LeylandDokument120 SeitenFinancial Analysis of Ashok LeylandSiva Kumaravel0% (1)
- Ashok Leyland - Industrial VisitDokument3 SeitenAshok Leyland - Industrial Visitihatescribdregister0% (1)
- Ashok LeylandDokument33 SeitenAshok Leylandpg1875% (4)
- BalaDokument28 SeitenBalaBala BalaNoch keine Bewertungen
- SEM-4 GCSR Company ReportDokument30 SeitenSEM-4 GCSR Company ReportHNSMBA 2016Noch keine Bewertungen
- Presentation On Ashok LeylandDokument28 SeitenPresentation On Ashok LeylandMeet DevganiaNoch keine Bewertungen
- PG No. Chapter 1 Introduction: Objectives Scopes Assumption LimitationsDokument62 SeitenPG No. Chapter 1 Introduction: Objectives Scopes Assumption LimitationsUtkarsh BansalNoch keine Bewertungen
- Escorts Agri Machinery GroupDokument29 SeitenEscorts Agri Machinery GroupVijay Roy75% (4)
- Ashok LeylandDokument78 SeitenAshok LeylandKajal Kaundal33% (3)
- Tvs ProjectDokument43 SeitenTvs ProjectAnand Singh0% (1)
- Inventory MGTDokument45 SeitenInventory MGTMani EmezNoch keine Bewertungen
- Industrial Training Sample ReportDokument34 SeitenIndustrial Training Sample ReportayushNoch keine Bewertungen
- Graphic Era Hill University, Dehradun BATCH-2017-2019 Summer Internship ProjectDokument38 SeitenGraphic Era Hill University, Dehradun BATCH-2017-2019 Summer Internship ProjectAyush SharmaNoch keine Bewertungen
- Tvs Srichakara InternshipDokument34 SeitenTvs Srichakara InternshipPrasath NagendraNoch keine Bewertungen
- TVS Motor CompanyDokument16 SeitenTVS Motor CompanysankarNoch keine Bewertungen
- Ashok Leyland FINAL REPORTDokument76 SeitenAshok Leyland FINAL REPORTVinoth Babu78% (9)
- Ratio Analysis - Ashok LeylandDokument18 SeitenRatio Analysis - Ashok Leylandgunjan02060% (1)
- Honda Project Report On LETDokument37 SeitenHonda Project Report On LETPearl MalhotraNoch keine Bewertungen
- Ashok Leyland, Hosur - Industry, Company ProfileDokument10 SeitenAshok Leyland, Hosur - Industry, Company Profilevijay50% (2)
- Internship Project Report 1Dokument17 SeitenInternship Project Report 1Aniruddha verulkar50% (2)
- Financial Analysis of Ashok LeylandDokument71 SeitenFinancial Analysis of Ashok LeylandpaishuNoch keine Bewertungen
- Honda Cars Project Report 2Dokument16 SeitenHonda Cars Project Report 2Sheenam AroraNoch keine Bewertungen
- History of ASHOK LEYLANDDokument12 SeitenHistory of ASHOK LEYLANDRajanikantJadhav100% (1)
- Yamaha ProjectDokument92 SeitenYamaha ProjectAnuj Kumar Singh50% (2)
- Introduction To The Topic: The Financial Analysis of Ashok Leyland, LTDDokument25 SeitenIntroduction To The Topic: The Financial Analysis of Ashok Leyland, LTDRavi JoshiNoch keine Bewertungen
- Hyundai Motor India Limited Industrial ReportDokument10 SeitenHyundai Motor India Limited Industrial ReportSudheer KumarNoch keine Bewertungen
- Ashok Leyland Is A Commercial Vehicle Manufacturing Company Based inDokument20 SeitenAshok Leyland Is A Commercial Vehicle Manufacturing Company Based inDulcet Lyrics100% (1)
- Honda Project ReportDokument35 SeitenHonda Project ReportSube Singh Insan100% (1)
- TRAINING REPORT Escort TractorsDokument67 SeitenTRAINING REPORT Escort TractorsJaskaran KaurNoch keine Bewertungen
- Report On TVS MotorsDokument62 SeitenReport On TVS Motorslekha ahlawatNoch keine Bewertungen
- Report On Two Wheeler AutomobileDokument127 SeitenReport On Two Wheeler AutomobileAjay BeladiyaNoch keine Bewertungen
- Hindusthan College of Engineering and TechnologyDokument9 SeitenHindusthan College of Engineering and TechnologyMeharaj MehaNoch keine Bewertungen
- Escorts Training Report CGDokument51 SeitenEscorts Training Report CGNItesh Goyal50% (2)
- Introduction To The Study On Brand ImageDokument79 SeitenIntroduction To The Study On Brand ImageArun Mannur0% (1)
- Escorts Summer Training Project ReportDokument24 SeitenEscorts Summer Training Project ReportKumar Chandan JhaNoch keine Bewertungen
- Lucas TVS ProjectDokument58 SeitenLucas TVS ProjectSourav Roy0% (1)
- Training Report UE89068Dokument144 SeitenTraining Report UE89068Rajesh ThakurNoch keine Bewertungen
- AshokDokument6 SeitenAshokHrdk Dve100% (1)
- Final Report of Inplant Training ReviewDokument12 SeitenFinal Report of Inplant Training Reviewbalakvit100% (2)
- Field ReportDokument16 SeitenField ReportNaveen Kumar0% (1)
- Ashokleyland Isan: Indian Automobile ChennaiDokument5 SeitenAshokleyland Isan: Indian Automobile ChennaiGanapathy KuzhandaivelNoch keine Bewertungen
- Production Activities at ASHOK LEYLAND, Ennore: in Plant Training ReportDokument10 SeitenProduction Activities at ASHOK LEYLAND, Ennore: in Plant Training ReportsomujazNoch keine Bewertungen
- Association of Automobile EngineersDokument1 SeiteAssociation of Automobile EngineersJagadesh AbbuNoch keine Bewertungen
- Mapping PomDokument1 SeiteMapping PomJagadesh AbbuNoch keine Bewertungen
- Iind Year AssignmentDokument2 SeitenIind Year AssignmentJagadesh AbbuNoch keine Bewertungen
- Feedback Carburetor SystemDokument2 SeitenFeedback Carburetor SystemPethuraj100% (1)
- Revised FMM MappingDokument1 SeiteRevised FMM MappingJagadesh AbbuNoch keine Bewertungen
- ISO 9001-2008 Series of StandardsDokument34 SeitenISO 9001-2008 Series of StandardsJagadesh AbbuNoch keine Bewertungen
- A U SchemeDokument1 SeiteA U SchemeJagadesh AbbuNoch keine Bewertungen
- Scanned With CamscannerDokument3 SeitenScanned With CamscannerJagadesh AbbuNoch keine Bewertungen
- Analysis of Performance and Emission Characteristics of A Ho 2016 Procedia TDokument8 SeitenAnalysis of Performance and Emission Characteristics of A Ho 2016 Procedia TTanNguyễnNoch keine Bewertungen
- 2 BAM 6L1 VM Lab Ex 2Dokument9 Seiten2 BAM 6L1 VM Lab Ex 2Jagadesh AbbuNoch keine Bewertungen
- Leaf SpringDokument14 SeitenLeaf SpringJagadesh AbbuNoch keine Bewertungen
- B.E. Auto SyllabusDokument13 SeitenB.E. Auto SyllabusJagadesh AbbuNoch keine Bewertungen
- Vehicle Dynamics Question BankDokument13 SeitenVehicle Dynamics Question BankJagadesh AbbuNoch keine Bewertungen
- Vehicle Dynamics NotesDokument116 SeitenVehicle Dynamics NotesJagadesh AbbuNoch keine Bewertungen
- Final Sppech of SachinDokument2 SeitenFinal Sppech of SachinJagadesh AbbuNoch keine Bewertungen
- Read MeDokument2 SeitenRead MeazaathNoch keine Bewertungen
- Design For Machine ElementsDokument20 SeitenDesign For Machine ElementsJagadesh AbbuNoch keine Bewertungen
- Principles of ManagementDokument70 SeitenPrinciples of ManagementJagadesh AbbuNoch keine Bewertungen
- Use of Rapid Prototyping For Rapid Tooling - PPTDokument17 SeitenUse of Rapid Prototyping For Rapid Tooling - PPTSudhanwa KulkarniNoch keine Bewertungen
- Design and Analysis of Free Wheel Based Two Wheeler For Maximizing Fuel EfficiencyDokument11 SeitenDesign and Analysis of Free Wheel Based Two Wheeler For Maximizing Fuel EfficiencyJagadesh AbbuNoch keine Bewertungen
- Engineering Mechanics NotesDokument100 SeitenEngineering Mechanics NotesRagothsingh Ramadoss67% (3)
- Cbse (Class - Ix) Math Final Exam Mock TestDokument3 SeitenCbse (Class - Ix) Math Final Exam Mock TestJagadesh AbbuNoch keine Bewertungen
- 10 IJAEST Volume No 3 Issue No 1 Hybrid Two Wheelers For Indian Roads 050 051Dokument2 Seiten10 IJAEST Volume No 3 Issue No 1 Hybrid Two Wheelers For Indian Roads 050 051Michael DineshNoch keine Bewertungen
- FEA Lab - AbaquesDokument28 SeitenFEA Lab - AbaquesJagadesh AbbuNoch keine Bewertungen
- RoboticsDokument30 SeitenRoboticsJagadesh Abbu100% (1)
- Engineering MechanicsDokument37 SeitenEngineering Mechanicser_paramjeetgillNoch keine Bewertungen
- Cad&cam R 2013Dokument27 SeitenCad&cam R 2013Vinay MPNoch keine Bewertungen
- (2020-0873) Marine EDC7C1 NEF Electronic System Specification Feb 2022Dokument18 Seiten(2020-0873) Marine EDC7C1 NEF Electronic System Specification Feb 2022KornNoch keine Bewertungen
- API Cj-4 Sae 15w-40 Heavy Duty Engine OilDokument1 SeiteAPI Cj-4 Sae 15w-40 Heavy Duty Engine OilahmetNoch keine Bewertungen
- DoosanDokument2 SeitenDoosanJeffrey Dela CruzNoch keine Bewertungen
- Compressed Air System: Description Page 1 (2) Edition 12Dokument2 SeitenCompressed Air System: Description Page 1 (2) Edition 12Atanasio PerezNoch keine Bewertungen
- M-14P, M-14P-XDK: Operating Instructions, Service Inspection and Associated MaintenanceDokument8 SeitenM-14P, M-14P-XDK: Operating Instructions, Service Inspection and Associated MaintenanceMinh Phúc HoàngNoch keine Bewertungen
- Pinout Renaul Clio PDFDokument2 SeitenPinout Renaul Clio PDFBili Javier Caceres100% (4)
- Pulsar RS200 (2020)Dokument92 SeitenPulsar RS200 (2020)zonabike.infoNoch keine Bewertungen
- Vx1100B-F Vx1100A-F Mj-Vx1100A '07: Waverunner VX Deluxe/CruiserDokument60 SeitenVx1100B-F Vx1100A-F Mj-Vx1100A '07: Waverunner VX Deluxe/CruiserCarlos Orlando Ramos Villanueva100% (2)
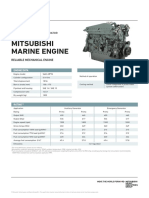
- Mitsubishi Marine Engine - S6A3-MPTADokument2 SeitenMitsubishi Marine Engine - S6A3-MPTAEsmaeil RahmaniNoch keine Bewertungen
- Technical D ATA: Diesel Generating SetDokument5 SeitenTechnical D ATA: Diesel Generating SetTikaNoch keine Bewertungen
- Cat 3406 Fuel ConsumptionDokument5 SeitenCat 3406 Fuel Consumptionayman akrab100% (2)
- 2G Torque SpecsDokument37 Seiten2G Torque SpecsLuke Litten50% (6)
- 8YS1-Up, 9NS1-UpDokument60 Seiten8YS1-Up, 9NS1-UpKristen Holmes100% (1)
- 16074102-Triumph Daytona 675 R 2013-2016 Workshop Service ManualDokument697 Seiten16074102-Triumph Daytona 675 R 2013-2016 Workshop Service ManualAlfredo VillamorNoch keine Bewertungen
- Training Manual - S8000 Complete (Tier 3) PDFDokument26 SeitenTraining Manual - S8000 Complete (Tier 3) PDFJUNA RUSANDI S100% (1)
- IW28 Ceterline PSOR PDFDokument2 SeitenIW28 Ceterline PSOR PDFJaldoNoch keine Bewertungen
- 00 Datasheet - Spec AllDokument2 Seiten00 Datasheet - Spec AllJusril HidayatNoch keine Bewertungen
- 2021 STOCK ROD SPECIFICATIONS. Final Draft 1Dokument16 Seiten2021 STOCK ROD SPECIFICATIONS. Final Draft 1chandan kumarNoch keine Bewertungen
- Mazda Engine: MaintenanceDokument38 SeitenMazda Engine: MaintenanceEsjo100% (1)
- 4M10 - Engine OnlyDokument3 Seiten4M10 - Engine OnlyAhmad El KhatibNoch keine Bewertungen
- Ford TSG 416 Operator HandbookDokument56 SeitenFord TSG 416 Operator HandbookMárcioNoch keine Bewertungen
- Comparison Medium Speed Vs High Speed Generators - Rev. BDokument2 SeitenComparison Medium Speed Vs High Speed Generators - Rev. BMohamed Ouda100% (1)
- Mobil Delvac MX 15W40 Data SheetDokument4 SeitenMobil Delvac MX 15W40 Data SheetJuan EstebanNoch keine Bewertungen
- 320d2l Excavator Sebp7584!03!00 AllDokument844 Seiten320d2l Excavator Sebp7584!03!00 AllMamadou DIA100% (3)
- EASA-TCDS-E.016 (IM) Williams International FJ44 Series Engines-05-08052012Dokument12 SeitenEASA-TCDS-E.016 (IM) Williams International FJ44 Series Engines-05-08052012Estevam Gomes de AzevedoNoch keine Bewertungen
- Thermodynamics II Lab Report Submit ToDokument8 SeitenThermodynamics II Lab Report Submit ToMuhammad Zohaib ShahidNoch keine Bewertungen
- HYDRAULIC Presntation 1Dokument27 SeitenHYDRAULIC Presntation 1Takudzwa MatangiraNoch keine Bewertungen
- Scania TerexDokument126 SeitenScania TerexzoeNoch keine Bewertungen
- Fm-Ul-Cul Approved Ratings BHP/KW: Dq6H-Ufaa4G Dq6H-Ufaa60 DQ6H-UFAA40 DQ6H-UFAA88 DQ6H-UFAA48 DQ6H-UFAA50 DQ6H-UFAA98Dokument11 SeitenFm-Ul-Cul Approved Ratings BHP/KW: Dq6H-Ufaa4G Dq6H-Ufaa60 DQ6H-UFAA40 DQ6H-UFAA88 DQ6H-UFAA48 DQ6H-UFAA50 DQ6H-UFAA98JeffersonNoch keine Bewertungen
- XHP750Dokument1 SeiteXHP750njsmith5Noch keine Bewertungen
- Becky Lynch: The Man: Not Your Average Average GirlVon EverandBecky Lynch: The Man: Not Your Average Average GirlBewertung: 4.5 von 5 Sternen4.5/5 (14)
- Bloodlines: The True Story of a Drug Cartel, the FBI, and the Battle for a Horse-Racing DynastyVon EverandBloodlines: The True Story of a Drug Cartel, the FBI, and the Battle for a Horse-Racing DynastyBewertung: 4 von 5 Sternen4/5 (8)
- Elevate and Dominate: 21 Ways to Win On and Off the FieldVon EverandElevate and Dominate: 21 Ways to Win On and Off the FieldBewertung: 5 von 5 Sternen5/5 (6)
- Eat & Run: My Unlikely Journey to Ultramarathon GreatnessVon EverandEat & Run: My Unlikely Journey to Ultramarathon GreatnessNoch keine Bewertungen
- The Arm: Inside the Billion-Dollar Mystery of the Most Valuable Commodity in SportsVon EverandThe Arm: Inside the Billion-Dollar Mystery of the Most Valuable Commodity in SportsBewertung: 4 von 5 Sternen4/5 (49)
- Welcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthVon EverandWelcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthBewertung: 4 von 5 Sternen4/5 (59)
- What Winners Won't Tell You: Lessons from a Legendary DefenderVon EverandWhat Winners Won't Tell You: Lessons from a Legendary DefenderBewertung: 4.5 von 5 Sternen4.5/5 (7)
- Crazy for the Storm: A Memoir of SurvivalVon EverandCrazy for the Storm: A Memoir of SurvivalBewertung: 3.5 von 5 Sternen3.5/5 (217)
- Peak: The New Science of Athletic Performance That is Revolutionizing SportsVon EverandPeak: The New Science of Athletic Performance That is Revolutionizing SportsBewertung: 5 von 5 Sternen5/5 (96)
- Life Is Not an Accident: A Memoir of ReinventionVon EverandLife Is Not an Accident: A Memoir of ReinventionBewertung: 3.5 von 5 Sternen3.5/5 (7)
- Merle's Door: Lessons from a Freethinking DogVon EverandMerle's Door: Lessons from a Freethinking DogBewertung: 4 von 5 Sternen4/5 (326)
- Badasses: The Legend of Snake, Foo, Dr. Death, and John Madden's Oakland RaidersVon EverandBadasses: The Legend of Snake, Foo, Dr. Death, and John Madden's Oakland RaidersBewertung: 4 von 5 Sternen4/5 (15)
- Patriot Reign: Bill Belichick, the Coaches, and the Players Who Built a ChampionVon EverandPatriot Reign: Bill Belichick, the Coaches, and the Players Who Built a ChampionBewertung: 3.5 von 5 Sternen3.5/5 (30)
- Survive!: Essential Skills and Tactics to Get You Out of Anywhere—AliveVon EverandSurvive!: Essential Skills and Tactics to Get You Out of Anywhere—AliveNoch keine Bewertungen
- The Rise of Superman: Decoding the Science of Ultimate Human PerformanceVon EverandThe Rise of Superman: Decoding the Science of Ultimate Human PerformanceBewertung: 4.5 von 5 Sternen4.5/5 (194)
- House of Nails: A Memoir of Life on the EdgeVon EverandHouse of Nails: A Memoir of Life on the EdgeBewertung: 3 von 5 Sternen3/5 (4)
- The Perfect Mile: Three Athletes, One Goal, and Less Than Four Minutes to Achieve ItVon EverandThe Perfect Mile: Three Athletes, One Goal, and Less Than Four Minutes to Achieve ItNoch keine Bewertungen
- Relentless: From Good to Great to UnstoppableVon EverandRelentless: From Good to Great to UnstoppableBewertung: 5 von 5 Sternen5/5 (785)
- Body Confidence: Venice Nutrition's 3 Step System That Unlocks Your Body's Full PotentialVon EverandBody Confidence: Venice Nutrition's 3 Step System That Unlocks Your Body's Full PotentialBewertung: 4 von 5 Sternen4/5 (2)
- Strong Is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerVon EverandStrong Is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerBewertung: 4 von 5 Sternen4/5 (5)
- The Truth About Aaron: My Journey to Understand My BrotherVon EverandThe Truth About Aaron: My Journey to Understand My BrotherNoch keine Bewertungen
- The Last Dive: A Father and Son's Fatal Descent into the Ocean's DepthsVon EverandThe Last Dive: A Father and Son's Fatal Descent into the Ocean's DepthsNoch keine Bewertungen
- Endure: How to Work Hard, Outlast, and Keep HammeringVon EverandEndure: How to Work Hard, Outlast, and Keep HammeringBewertung: 4.5 von 5 Sternen4.5/5 (285)
- The Last of His Kind: The Life and Adventures of Bradford Washburn, America's Boldest MountaineerVon EverandThe Last of His Kind: The Life and Adventures of Bradford Washburn, America's Boldest MountaineerBewertung: 4 von 5 Sternen4/5 (23)