Europaisches Patentamt
European Patent Office
Publication number:
EUROPEAN
254
936
A2
Office europeen des brevets
PATENT A P P L I C A T I O N
Q) Application number: 87110004.6
I04.6
int. ci* B01J 8/04 , C01C 1 / 0 4
Date of filing: 10.07.87
Priority: 15.07.86 US 885628
Applicant: The M. W. Kellogg Company
Three Greenway Plaza East
Houston Texas 77046-0395(US)
Date of publication of application:
03.02.88 Bulletin 88/05
Inventor: Noe, Stephen A.
2800 Jeanetta, No. 1408
Houston Texas 77063(US)
Designated Contracting States:
DE FR GB IT
Representative: Weickmann, Heinrich,
Dipl.-lng. et al
Patentanwalte Dipl.-lng. H.Weickmann
Dipl.-Phys.Dr. K.Fincke Dipl.-lng.
F.A. Weickmann Dipl.-Chem. B. Huber Dr.-lng.
H. Liska Dipl.-Phys.Dr. J. Prechtel Postfach
860820
D-8000 MUnchen 86(DE)
Ammonia synthesis converter.
A vertical, cold wall, three bed ammonia converter having a single, shell and tube heat exchanger
disposed axially within an upper, annular, catalyst
bed which is arranged for axial flow of synthesis gas.
N
D
N
3.
JJ
.erox Copy Centre
0 254 936
AMMONIA SYNTHESIS CONVERTER
This invention relates to vertical converters for
exothermic, catalytic synthesis of ammonia from
hydrogen and nitrogen. The synthesis is well
known and is typically conducted at pressures
within the range from about 70 to about 325 bars
and temperatures within the range from about
340C to about 525C.
A single converter is generally employed in
modem, large capacity ammonia plants. In a 100
metric ton per day plant, the catalyst volume will
range from about 40 to about 90 m3 and be contained in a converter having a diameter from about
2 to about 4 m and length or height from about 10
to about 35 m. Catalyst beds within the converter
may be arranged for transverse flow, radial flow, or
axial flow of gas. Axial flow converters are quite
common and usually employ a cold wall, double
shell design which provides a shell annulus for
passage of cooling gas adjacent the outside pressure shell. The converter of the present invention is
a cold wall, axial flow converter.
It is not feasible to contain the entire catalyst
volume in a single catalyst bed because of reaction
equilibrium considerations and the possibility of
catalyst overheating and damage. It has, therefore,
been common practice to arrange the catalyst in
multiple beds with provision for interbed or intrabed
cooling. Customarily, this cooling is provided by
interbed injection of cool synthesis gas for direct
heat exchange with partially converted gas (i.e. - a
direct quench converter or some combination of
direct gas quench with interbed heat exchangers of
the shell and tube type). Converter designs which
emphasize direct quench tend to be less costly
than combination designs since fewer, smaller,
shell and tube exchangers are employed according
to the volume of quench gas introduced. Plants
smploying these designs do, however, suffer the
penalty of higher synthesis gas compression costs
since the totality of synthesis gas to the converter
does not contact the totality of the catalyst therein.
Therefore, more gas must be circulated to obtain a
given amount of ammonia product.
From the foregoing, it may be appreciated that
ammonia converters are large, complex items of
squipment and that steps toward more efficient,
ess costly design are needed.
According to the invention a vertical, cold wall,
:hree bed converter having a single, shell and tube
neat exchanger is provided. The three axial flow
;atalyst beds are arranged vertically within the
cylindrical inner shell of the converter. Gas flows in
series through the shell annulus, the cold, shell
side of the indirect heat exchanger, the upper catayst bed, the hot exchange side of the indirect heat
70
75
20
25
30
35
fo
so
exchanger and, finally, in parallel through the intermediate and lower catalyst beds. Outlet gas from
the intermediate and lower beds is preferably recombined for common discharge through a single
gas outlet means.
The converter of the invention employs no external quench gas between or within the catalyst
beds. That is to say, it is a full flow converter in
which the outlet portion of the hot exchange side of
the indirect heat exchanger is in exclusive flow
communication with respective inlet portions of the
intermediate and lower catalyst beds. Accordingly,
all of the converter outlet gas from the intermediate
and lower catalyst beds passes initially through the
upper catalyst bed.
The catalyst beds are laterally defined by respective portions of the cylindrical inner shell and
are supported by foraminous partitions which, in
turn, are supported by the inner shell. An intermediate fluid barrier means is disposed between
the upper and intermediate catalyst beds to prevent direct gas flow therebetween. Similarly, a lower fluid barrier means is disposed between the
intermediate and lower catalyst beds to prevent
direct gas flow therebetween. Downcomers are disposed in the catalyst beds to route gas in accordance with the process gas flow described above.
The upper catalyst bed is annular in shape
surrounding at least the lower part of the vertical
heat exchanger and is spaced therefrom by a cylindrically shaped, upper bed inner wall. The exchanger has an annular tube array and a downcomer is axially disposed within the exchanger to
convey gas from the outlet of the exchanger tube
side to the intermediate and lower catalyst beds.
Since reactant synthesis gas entering the upper catalyst bed is hydrogen and nitrogen with only
small amounts of other gases, the synthesis reaction is relatively fast and conversion must be limited to avoid catalyst damage from excessively high
temperature. Partially converted gas from the upper bed is cooled in the indirect heat exchanger
and the cooled, partially converted gas is introduced in parallel to the intermediate and lower
beds. This cooled gas contains ammonia and lessened amount of hydrogen and nitrogen which
results in relatively slower synthesis reaction in the
downstream, parallel catalyst beds as well as a
higher ammonia concentration equilibrium. Accordingly, the intermediate and lower catalyst beds
have decreased vulnerability to overheating as conversion to ammonia increases and, therefore, may
contain more catalyst than the upper bed. For most
effective utilization of the converter of the invention,
the intermediate and lower catalyst beds contain
0 254 936
substantially equal volumes of catalyst and catalyst
volume of the upper bed is from about 35 to about
65 percent of catalyst volume in either the intermediate or lower catalyst bed.
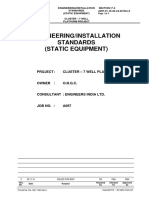
Referring to the drawing which illustrates a
preferred embodiment of the invention, the vertical
converter is contained within cylindrical pressure
shell 1 which is attached to top outer head 2 and
bottom outer head 3. A cylindrical inner shell 4 is
disposed within and parallel to the pressure shell
and is spaced therefrom to form shell annulus 5.
Top inner head 6 and bottom inner head 7 are
attached to the inner shell. Gas outlet means 8
disposed in bottom outlet head 3 and bottom inner
head 7 provides fluid communication between the
.inner head and external piping for conversion product gas and also provides a fluid barrier between
conversion product gas and reactant synthesis gas
introduced to the shell annulus through gas inlet
means 9 which is also disposed in the bottom outer
head.
The catalyst beds of the converter are arranged for axial downward flow, each having an
open top surface and a bottom outlet portion contained by perforated supports 13, 15, and 16. Each
of the beds is defined at its outer radius by cylindrical shell 4. The upper bed, which is the first
process bed, is defined at its inner radius by upper
bed inner wall 14 depending upwardly from upper
bed annular perforated support 13.
Vertical heat exchanger 17 having shell 18 and
annular tube array 19 is disposed axially within the
central opening of upper annular catalyst bed 10
and spaced from inner wall 14 to form an inner
annulus for gas flow from openings in the lower
extremity of the exchanger shell 18 to the open top
surface of the upper catalyst bed. Preferably, the
bottom tube sheet of the exchanger is on the same
plane as annular perforated support 13 to provide a
most compact arrangement, however, the exchanger may be mounted slightly higher or lower than
this plane. The upper portion of exchanger shell 18
penetrates top inner head 6 and is sealed thereto
at a locus below the upper gas inlet 21 of the
exchanger. Principal support for the exchanger
may be from top inner head 6 but is preferably
from perforated support 13. The exchanger is fitted
with bonnet 20 at its upper tube sheet to return gas
flowing upwardly through the annular array of exchanger tubes through first downcomer 25 which
depends downwardly from the upper tube sheet
and opens into the gas plenum between intermediate fluid barrier 23 and the open top surface of
intermediate catalyst bed 11.
Second downcomer 26 penetrates catalyst bed
11 with its upper end opening into the same gas
plenum above this bed and its lower end opening
into the gas plenum between lower fluid barrier 24
io
is
so
25
30
35
to
ts
>o
>s
and the open top surface of lower catalyst bed 12.
While a single axial downcomer is shown in the
drawing, two or more may be employed to convey,
in any event, approximately half the gas from the
first downcomer to the lower catalyst bed in such
manner that the intermediate and lower catalyst
beds have a split, parallel, gas flow path.
Third downcomer 27 penetrates catalyst bed
12 with its upper end opening into the gas plenum
between the bottom outlet portion of intermediate
bed 11 and lower fluid barrier 24. The third downcomer depends vertically upward from lower bed
perforated support 16 and its lower end opens into
the gas plenum formed by support 16 and bottom
inner head 7. Converted gas from lower catalyst
bed 12 is combined with converted gas flowing
through the third downcomer from bed 11 in the
same gas plenum above the bottom inner head
and then flows from the converter through gas
outlet means 8.
For clarity in the drawing, known accessories
such as expansion joints, catalyst charge and discharge pipes, cool gas by-pass for the exchanger,
and manways have not been shown.
The foregoing arrangement provides for flow of
reactant synthesis gas into the converter via gas
inlet 9, upwardly through shell annulus 5 to cool
the pressure shell and into the shell side of the
heat exchanger where the gas is heated to conversion temperature by indirect heat exchange with
partially converted gas in the tube side. The heated
reaction synthesis gas from the shell side is preferably mixed with from 1 to 20 volume percent of
supplemental reaction synthesis gas introduced
through cool gas injection means (not shown) for
the purpose of precise temperature control. The
reaction synthesis gas then flows axially downward
through the upper catalyst bed 10, then upwardly
through the tube side of the exchanger where at
least a portion of exothermic reaction heat is removed from the now partially converted gas. The
cooled, partially converted gas flows from the tubes
of the exchanger downwardly through first downcomer 25 to the open top surface of the intermediate catalyst bed 11 where flow is divided substantially equally between intermediate catalyst bed 11
and lower catalyst bed 12 via second downcomer
26. Conversion product gas from the intermediate
catalyst bed flows via third downcomer 27 to the
outlet portion of lower catalyst bed 12 where it
mixes with corresponding conversion product gas
from the lower catalyst bed for common discharge
through gas outlet 8. Accordingly, all of the gas
flowing in parallel through the intermediate and
lower catalyst beds is initially passed through the
upper catalyst bed. That is to say, no external
0 254 936
quenching gas is mixed with partially converted
gas and interbed cooling of partially converted gas
is supplied entirely by the single indirect heat exchanger.
viding fluid communication between the open top
surface of the intermediate catalyst bed and the
open top surface of the lower catalyst bed.
5
Claims
1. A vertical ammonia converter comprising:
a) a cylindrical pressure shell having top and
bottom outer heads contiguous therewith;
b) a cylindrical inner shell disposed within
substantially the entire length of the pressure shell
and forming a shell annulus therewith, the inner
shell having top and bottom inner heads contiguous with the inner shell;
c) gas outlet means disposed in the bottom
inner head;
d) gas inlet means in fluid communication
with the shell annulus;
e) an upper annular catalyst bed having an
open top surface and a bottom outlet portion, the
bed being defined by the inner shell, an upper bed
inner wall, and a bottom annular perforated support;
f) a vertical heat exchanger having a shell
and an annular tube array, the exchanger being
axially spaced within the upper annular catalyst
bed, the shell of the heat exchanger forming an
inner annulus with the upper bed inner wall, the
upper portion of the heat exchanger shell extending
through and being sealed to the top inner head of
the cylindrical inner shell, the shell of the heat
exchanger having an upper gas inlet in fluid communication with the converter shell annulus and a
lower gas outlet in fluid communication with only
the inner annulus;
g) an intermediate catalyst bed having an
open top surface and a bottom outlet portion defined by the cylindrical inner shell and a bottom
perforated support, the intermediate catalyst bed
being disposed adjacently below the upper annular
catalyst bed;
h) an intermediate fluid barrier for preventing
direct fluid communication between the outlet portion of the upper annular catalyst bed and the open
top surface of the intermediate catalyst bed; and
i) a first downcomer spaced axially within the
annular tube array of the heat exchanger providing
Fluid communication between the open top surface
Df the intermediate catalyst bed and only the upper
3nds of the tubes of the heat exchanger. '
2. The converter of claim 1 further comprising
a lower fluid barrier for preventing direct fluid communication between the outlet portion of the intermediate catalyst bed and the open top surface of
the lower catalyst bed and a second downcomer
disposed within the intermediate catalyst bed pro-
10
15
20
25
30
35
40
45
50
0 254 936
Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 150.12-AD1 (922) - MCHX Fluid-To-Air Heat Exchangers in Stationary HVAC ApplicationsDokument20 Seiten150.12-AD1 (922) - MCHX Fluid-To-Air Heat Exchangers in Stationary HVAC ApplicationsSachin SiwachNoch keine Bewertungen
- Department of Mechanical Engineering: Heat TransferDokument31 SeitenDepartment of Mechanical Engineering: Heat TransferarulmuruguNoch keine Bewertungen
- Genral Final With New QuestionsDokument83 SeitenGenral Final With New QuestionsUttam Maurya100% (1)
- Concepts (Coaching)Dokument20 SeitenConcepts (Coaching)lily cruzNoch keine Bewertungen
- 69NT40-561-200-299 - PL (T362) PDFDokument85 Seiten69NT40-561-200-299 - PL (T362) PDFSimonaMauna100% (1)
- Advanced Thermal ProjectDokument57 SeitenAdvanced Thermal ProjectGiulio MarinoNoch keine Bewertungen
- Overview of Heat Transfer Enhancement in Circular Pipe Using Serrated Plate Inserts NcimeDokument6 SeitenOverview of Heat Transfer Enhancement in Circular Pipe Using Serrated Plate Inserts NcimeAJIT SHINDENoch keine Bewertungen
- District Cooling Plant Design Guide PDFDokument172 SeitenDistrict Cooling Plant Design Guide PDFbibincmNoch keine Bewertungen
- SpiraxSarco-B14-Condensate RecoveryDokument80 SeitenSpiraxSarco-B14-Condensate Recoverydanenic100% (5)
- York Mini VRF CatalogDokument56 SeitenYork Mini VRF Cataloghamza100% (2)
- Borosil Price List 2012 - 13Dokument81 SeitenBorosil Price List 2012 - 13Prasanna Kumar S MuralNoch keine Bewertungen
- Automotive Air Conditioning Training Manual PDFDokument88 SeitenAutomotive Air Conditioning Training Manual PDFSamiYousif100% (12)
- Aspen EDR® Heat Exchanger Energy Efficiency Modeling Certification Exam (Copy)Dokument7 SeitenAspen EDR® Heat Exchanger Energy Efficiency Modeling Certification Exam (Copy)ing.usmansaeedNoch keine Bewertungen
- Hisaka Instruction ManualDokument48 SeitenHisaka Instruction ManualCONG THANH DOANNoch keine Bewertungen
- Rac Problems Set 1Dokument6 SeitenRac Problems Set 1Mohammad Umair100% (1)
- Fpso Fso Fsu Fsru LNG PDFDokument38 SeitenFpso Fso Fsu Fsru LNG PDFlulut falaNoch keine Bewertungen
- Oxygen PlantsDokument7 SeitenOxygen PlantsAlina SweetNoch keine Bewertungen
- GU-611 - PDO Guide To Engineering Standards and ProceduresDokument1 SeiteGU-611 - PDO Guide To Engineering Standards and ProceduressameerpecNoch keine Bewertungen
- Chemsys Training BrochureDokument2 SeitenChemsys Training Brochureskpk27Noch keine Bewertungen
- AstmDokument25 SeitenAstmcasperxxxNoch keine Bewertungen
- Air CoolerDokument13 SeitenAir CoolerMina RemonNoch keine Bewertungen
- SONGZ AC Maintenance ManualDokument150 SeitenSONGZ AC Maintenance ManualChris MoralesNoch keine Bewertungen
- Experiments and Simulations On Heat Exchangers in Thermoelectric Generator For Automotive ApplicationDokument7 SeitenExperiments and Simulations On Heat Exchangers in Thermoelectric Generator For Automotive ApplicationHimel BaruaNoch keine Bewertungen
- Simulation Studies On GAX Absorption Compression CoolerDokument7 SeitenSimulation Studies On GAX Absorption Compression CooleralmadhagiNoch keine Bewertungen
- Chapter 5 Steam CondenserDokument40 SeitenChapter 5 Steam CondenserHabtamu Tkubet EbuyNoch keine Bewertungen
- For Haake Rheostress 6000Dokument29 SeitenFor Haake Rheostress 6000Biotec Biolog BiologNoch keine Bewertungen
- EIL StandardDokument150 SeitenEIL Standardrahul rajan100% (1)
- Reactor DesignDokument16 SeitenReactor DesignHeather EllaineNoch keine Bewertungen
- Split Range Control Loop - EnggcyclopediaDokument6 SeitenSplit Range Control Loop - EnggcyclopediasgrsthNoch keine Bewertungen
- Indian Coal To Chemicals New Rev8Dokument167 SeitenIndian Coal To Chemicals New Rev8Swarnim RajNoch keine Bewertungen