Das könnte Ihnen auch gefallen
- MTBEDokument34 SeitenMTBEphantanthanh67% (3)
- Production of MTBEDokument47 SeitenProduction of MTBERonald Manyama100% (5)
- Decomposition of MtbeDokument4 SeitenDecomposition of MtbeEzzati AzizNoch keine Bewertungen
- Uop Tatoray Process: Antoine Negiz and Thomas J. StoodtDokument10 SeitenUop Tatoray Process: Antoine Negiz and Thomas J. StoodtBharavi K SNoch keine Bewertungen
- Mtbe PDFDokument47 SeitenMtbe PDFYayee LalainheavenNoch keine Bewertungen
- Pro/Ii Casebook Methyl Tertiary Butyl Ether (MTBE) PlantDokument0 SeitenPro/Ii Casebook Methyl Tertiary Butyl Ether (MTBE) PlantridhajamelNoch keine Bewertungen
- Uop Ethermax Process For Mtbe, Etbe, and Tame Production: Steve Krupa, Jill Meister, and Charles LuebkeDokument4 SeitenUop Ethermax Process For Mtbe, Etbe, and Tame Production: Steve Krupa, Jill Meister, and Charles LuebkeViệt HàNoch keine Bewertungen
- University of Lagos: Process Description For The Production of Mtbe A Presentation by Group 10 ConsistingDokument7 SeitenUniversity of Lagos: Process Description For The Production of Mtbe A Presentation by Group 10 ConsistingJide Williams100% (1)
- Chapter 2Dokument5 SeitenChapter 2nfarNoch keine Bewertungen
- Mtbe ADokument5 SeitenMtbe AAhmed AliNoch keine Bewertungen
- Pro IiDokument52 SeitenPro IiMedranoIvanNoch keine Bewertungen
- Methanol DistillationDokument5 SeitenMethanol Distillationzorro21072107100% (1)
- Production of MTBE (Methyl tert-butyl ether) in Two ReactorsDokument2 SeitenProduction of MTBE (Methyl tert-butyl ether) in Two ReactorsAaron SinghNoch keine Bewertungen
- Mini Project 2014Dokument13 SeitenMini Project 2014Are Fid ADachinNoch keine Bewertungen
- Lecture 5 Acetic AcidDokument6 SeitenLecture 5 Acetic AcidYan LaksanaNoch keine Bewertungen
- Conversion of Methanol To Light Olefins On Sapo-34 Kinetic Modeling and Reactor DesignDokument167 SeitenConversion of Methanol To Light Olefins On Sapo-34 Kinetic Modeling and Reactor DesignHassan BahaaNoch keine Bewertungen
- Spent Catalyst ReportDokument14 SeitenSpent Catalyst Reportstarzgazer100% (1)
- Techno Economic Evaluation of Waste Lube Oil Re-Refining in Saudi ArabiaDokument7 SeitenTechno Economic Evaluation of Waste Lube Oil Re-Refining in Saudi ArabiaArifNoch keine Bewertungen
- Good Practice in Pygas Hydrogenation Operations Through Advanced Process Control-English PDFDokument7 SeitenGood Practice in Pygas Hydrogenation Operations Through Advanced Process Control-English PDFsalvatore raffa100% (1)
- Predictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyDokument57 SeitenPredictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyGhazanfer AliNoch keine Bewertungen
- Adnan Aljarallah 1988 Kinetic of MTBE Over AmberlystDokument6 SeitenAdnan Aljarallah 1988 Kinetic of MTBE Over AmberlystJason NunezNoch keine Bewertungen
- Isomerization Process: Producing High-Octane Gasoline ComponentsDokument35 SeitenIsomerization Process: Producing High-Octane Gasoline ComponentsAsim Memon100% (1)
- Catalytic Methanol CarbonylationDokument27 SeitenCatalytic Methanol CarbonylationMartin Dubois100% (1)
- Optimization of Synthesis Gas (Autothermal) Reactor in Methanol Production Process Using Natural Gas As Feed StockDokument18 SeitenOptimization of Synthesis Gas (Autothermal) Reactor in Methanol Production Process Using Natural Gas As Feed StockainmnrhNoch keine Bewertungen
- Simulation of Methanol Production From Biomass Gasification in Interconnected Fluidized BedsDokument9 SeitenSimulation of Methanol Production From Biomass Gasification in Interconnected Fluidized BedsKelly TorresNoch keine Bewertungen
- Coke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis FurnacesDokument15 SeitenCoke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis Furnaceskarl liNoch keine Bewertungen
- Hydrogenation of Fatty Acid Methyl Esters To FattyDokument9 SeitenHydrogenation of Fatty Acid Methyl Esters To FattyYulius Harmawan Setya PratamaNoch keine Bewertungen
- Process Evaluation Research Planning Program (Acetic Acid)Dokument10 SeitenProcess Evaluation Research Planning Program (Acetic Acid)Wisnu Rochman Hidayatullah0% (1)
- PETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONDokument6 SeitenPETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONMilan MoradiyaNoch keine Bewertungen
- Desulphurization Final ReportDokument33 SeitenDesulphurization Final ReportAagam Karnavat100% (1)
- PRODUCTION OF ACETONE FROM ISOPROPYL ALCOHOLDokument12 SeitenPRODUCTION OF ACETONE FROM ISOPROPYL ALCOHOLRabia SabirNoch keine Bewertungen
- Acetic Acid Production Process (Ct-Aceticatm) - Technology - Chiyoda CorporationDokument2 SeitenAcetic Acid Production Process (Ct-Aceticatm) - Technology - Chiyoda CorporationFauzi Abdilah100% (1)
- Thermodynamically efficient ethylene recoveryDokument6 SeitenThermodynamically efficient ethylene recovery2065001779207Noch keine Bewertungen
- Butene-1: Trans-2-Butene, Isobutylene, and ButadieneDokument1 SeiteButene-1: Trans-2-Butene, Isobutylene, and ButadieneYESIKBMARTIN100% (1)
- Acido AceticoDokument13 SeitenAcido Aceticoting_tatNoch keine Bewertungen
- 15 - Pub All Process For Coke DelayedDokument24 Seiten15 - Pub All Process For Coke DelayedaquiestoytambienNoch keine Bewertungen
- Composition Gas OilDokument14 SeitenComposition Gas OilRavikant KumarNoch keine Bewertungen
- Mthanol ProductionDokument61 SeitenMthanol Productionvv vvNoch keine Bewertungen
- Alternatives Routes To MEGDokument22 SeitenAlternatives Routes To MEGYan LaksanaNoch keine Bewertungen
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsDokument12 SeitenAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsmakhadermfNoch keine Bewertungen
- Propane Dehydrogenation in Modified Membrane Porous ReactorDokument7 SeitenPropane Dehydrogenation in Modified Membrane Porous ReactorNoezran AzwarNoch keine Bewertungen
- 51 Parex ProcessDokument2 Seiten51 Parex Processbengris100% (1)
- Sulfuric AlkylationDokument18 SeitenSulfuric AlkylationRaghunath Venkatramanan100% (1)
- Aromatic ProductionDokument11 SeitenAromatic Productionravi kansagara100% (1)
- Olefins From Conventional and Heavy FeedstocksDokument27 SeitenOlefins From Conventional and Heavy FeedstocksTaylorNoch keine Bewertungen
- Production of Mythel Tertiary Butyl Ether (MTBE) From Methanol & ButyleneDokument71 SeitenProduction of Mythel Tertiary Butyl Ether (MTBE) From Methanol & Butyleneمصطفى سعدNoch keine Bewertungen
- Sulfur Addition To FurnacesDokument4 SeitenSulfur Addition To FurnacesAnonymous RvIgDU50% (2)
- Poly Olefin HandbookDokument90 SeitenPoly Olefin HandbookKenneth HowesNoch keine Bewertungen
- Ethylene PropyleneDokument40 SeitenEthylene PropyleneSiva KumarNoch keine Bewertungen
- Cumene212 PDFDokument10 SeitenCumene212 PDFtiaradyepiNoch keine Bewertungen
- PFD-Raw material storage to VCM purificationDokument4 SeitenPFD-Raw material storage to VCM purificationkimulienNoch keine Bewertungen
- Alfonsina DME Plant DesignDokument12 SeitenAlfonsina DME Plant Designelend1993Noch keine Bewertungen
- Simulating Methanol Recovery in Biodiesel ProductionDokument6 SeitenSimulating Methanol Recovery in Biodiesel ProductionSteven Putra HalimNoch keine Bewertungen
- Catalytic Reforming PDFDokument7 SeitenCatalytic Reforming PDFVuNoch keine Bewertungen
- Isomerization of Light Naphtha Full and FinalDokument210 SeitenIsomerization of Light Naphtha Full and FinalMuhammadObaidullah86% (7)
- Self-Optimizing Control of A Gas Oil HydrodesulfurizationDokument167 SeitenSelf-Optimizing Control of A Gas Oil Hydrodesulfurizationvu anh ducNoch keine Bewertungen
- Recent Advances in Thermochemical Conversion of BiomassVon EverandRecent Advances in Thermochemical Conversion of BiomassNoch keine Bewertungen
- New Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsVon EverandNew Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsNoch keine Bewertungen
- Waste and Biodiesel: Feedstocks and Precursors for CatalystsVon EverandWaste and Biodiesel: Feedstocks and Precursors for CatalystsNoch keine Bewertungen
- Random Paper4Dokument3 SeitenRandom Paper4Caminito MallorcaNoch keine Bewertungen
- Random Paper3Dokument2 SeitenRandom Paper3Caminito MallorcaNoch keine Bewertungen
- AI's Role in Sustainable AgricultureDokument2 SeitenAI's Role in Sustainable AgricultureCaminito MallorcaNoch keine Bewertungen
- DE Niro BrochureDokument24 SeitenDE Niro BrochureCaminito MallorcaNoch keine Bewertungen
- Porsche - US Boxster - 2013Dokument57 SeitenPorsche - US Boxster - 2013Caminito MallorcaNoch keine Bewertungen
- Kia (Ireland) Price-ListDokument3 SeitenKia (Ireland) Price-ListCaminito MallorcaNoch keine Bewertungen
- Academic Regulations 2021-2022Dokument78 SeitenAcademic Regulations 2021-2022Caminito MallorcaNoch keine Bewertungen
- Picanto Brochure February 2019Dokument28 SeitenPicanto Brochure February 2019Caminito MallorcaNoch keine Bewertungen
- Rio Brochure Feb 2019Dokument32 SeitenRio Brochure Feb 2019Caminito MallorcaNoch keine Bewertungen
- Kia September 2020 Price List: View Models and PricesDokument2 SeitenKia September 2020 Price List: View Models and PricesCaminito MallorcaNoch keine Bewertungen
- Specification: Exterior Features K1 K2 A/T GT LineDokument5 SeitenSpecification: Exterior Features K1 K2 A/T GT LineCaminito MallorcaNoch keine Bewertungen
- Porsche - Int Panamera - 2010Dokument80 SeitenPorsche - Int Panamera - 2010Caminito MallorcaNoch keine Bewertungen
- Near Miss Blank FormDokument1 SeiteNear Miss Blank FormCaminito MallorcaNoch keine Bewertungen
- All New NiroDokument19 SeitenAll New NiroCaminito MallorcaNoch keine Bewertungen
- Porsche - Int 911GT2RSCS - 2019Dokument9 SeitenPorsche - Int 911GT2RSCS - 2019DanNoch keine Bewertungen
- Dell-D2015h User's Guide En-UsDokument45 SeitenDell-D2015h User's Guide En-UsCaminito MallorcaNoch keine Bewertungen
- New TabDokument1 SeiteNew TabCaminito MallorcaNoch keine Bewertungen
- All New NiroDokument19 SeitenAll New NiroCaminito MallorcaNoch keine Bewertungen
- S ClassDokument81 SeitenS ClasspetruNoch keine Bewertungen
- UCD Map October 2014 PDFDokument2 SeitenUCD Map October 2014 PDFCaminito MallorcaNoch keine Bewertungen
- Academic Regulations 2018-2019Dokument91 SeitenAcademic Regulations 2018-2019Caminito MallorcaNoch keine Bewertungen
- All New NiroDokument19 SeitenAll New NiroCaminito MallorcaNoch keine Bewertungen
- Sony A6000 ManualDokument519 SeitenSony A6000 ManualAndres VillamuezNoch keine Bewertungen
- You Say Potato, I Say Potato Potato, Potato Let's Call The Whole Thing Off!Dokument1 SeiteYou Say Potato, I Say Potato Potato, Potato Let's Call The Whole Thing Off!Caminito MallorcaNoch keine Bewertungen
- Accreditation Guidance V20 Final 11 Aug 2017Dokument50 SeitenAccreditation Guidance V20 Final 11 Aug 2017Caminito MallorcaNoch keine Bewertungen
- The News Today IsDokument1 SeiteThe News Today IsCaminito MallorcaNoch keine Bewertungen
- Giulia Ebrochure PDFDokument14 SeitenGiulia Ebrochure PDFCaminito MallorcaNoch keine Bewertungen
- The Shortest Story EverDokument1 SeiteThe Shortest Story EverCaminito MallorcaNoch keine Bewertungen
- University College Dublin AIQR 2017Dokument62 SeitenUniversity College Dublin AIQR 2017Caminito MallorcaNoch keine Bewertungen
- PFD&PID With AUtoCAD P&ID PDFDokument7 SeitenPFD&PID With AUtoCAD P&ID PDFihllhmNoch keine Bewertungen
- Preparing Ni-Ti Wire Samples for MicroscopyDokument8 SeitenPreparing Ni-Ti Wire Samples for MicroscopyLevent öncelNoch keine Bewertungen
- HLP-A Series Operating ManualDokument117 SeitenHLP-A Series Operating ManualComunicaciones RogeNoch keine Bewertungen
- PhasorDokument7 SeitenPhasorRaed MohsenNoch keine Bewertungen
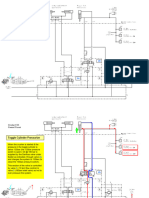
- Toggle Ram - CSS Ram Valve SetupDokument6 SeitenToggle Ram - CSS Ram Valve Setupsassine khouryNoch keine Bewertungen
- 9/11 FAA Transcript Mentioning Hijacked Airliners, in Particular United 175Dokument12 Seiten9/11 FAA Transcript Mentioning Hijacked Airliners, in Particular United 1759/11 Document ArchiveNoch keine Bewertungen
- Astm d4694 09 Def FWDDokument3 SeitenAstm d4694 09 Def FWDJuan Casia Boza100% (1)
- Serway Physics II Example Questions Chapter 8Dokument1 SeiteSerway Physics II Example Questions Chapter 8AizuddinNoch keine Bewertungen
- B 330 MDokument3 SeitenB 330 MdjbobyNoch keine Bewertungen
- NorsokDokument133 SeitenNorsokNuzuliana EnuzNoch keine Bewertungen
- Keynote MaterialDokument21 SeitenKeynote Materialsvasanth1Noch keine Bewertungen
- Developing Vietnamese Cadastral Data Standards Based On ISO 19100 (3576)Dokument12 SeitenDeveloping Vietnamese Cadastral Data Standards Based On ISO 19100 (3576)Đại Hải ThủyNoch keine Bewertungen
- Instrumentation Engineer ResumeDokument3 SeitenInstrumentation Engineer ResumeVIMALNoch keine Bewertungen
- LucentDokument14 SeitenLucentDaniel ManoleNoch keine Bewertungen
- Purchasing and Supply ManagementDokument78 SeitenPurchasing and Supply Managementbilm100% (2)
- Lcra Drought Contingency Plan For Firm Water Customers Update Pres 2024-02-21Dokument10 SeitenLcra Drought Contingency Plan For Firm Water Customers Update Pres 2024-02-21Anonymous Pb39klJNoch keine Bewertungen
- DC-Lec-03 & 04 (Physical Structure of Network)Dokument44 SeitenDC-Lec-03 & 04 (Physical Structure of Network)tabby919100% (4)
- Cable Support CatalogueDokument8 SeitenCable Support CatalogueElia Nugraha AdiNoch keine Bewertungen
- ARM Processor CoreDokument34 SeitenARM Processor CorevarshaksNoch keine Bewertungen
- JCM 452 Stainless Tapping SleeveDokument3 SeitenJCM 452 Stainless Tapping SleeveNgô Mạnh TiếnNoch keine Bewertungen
- Sheet 1 - RTL Part1Dokument2 SeitenSheet 1 - RTL Part1sad birdNoch keine Bewertungen
- LR24A-MF 1 2 enDokument8 SeitenLR24A-MF 1 2 enSasa RisticNoch keine Bewertungen
- Calculation Sheet: Perunding Nusajasa SDN BHDDokument7 SeitenCalculation Sheet: Perunding Nusajasa SDN BHDSarahLukakuNoch keine Bewertungen
- Multi-degree vibration analysisDokument7 SeitenMulti-degree vibration analysisJose Da SilvaNoch keine Bewertungen
- Mixers Towable Concrete Essick EC42S Rev 8 Manual DataId 18822 Version 1Dokument84 SeitenMixers Towable Concrete Essick EC42S Rev 8 Manual DataId 18822 Version 1Masayu MYusoffNoch keine Bewertungen
- Positive Displacement PumpsDokument48 SeitenPositive Displacement PumpsSteve Carwell100% (5)
- Fire Protection For LithiumDokument2 SeitenFire Protection For LithiumSofiqNoch keine Bewertungen
- 122 - Technicale Detail (Solar Fencing System) PDFDokument4 Seiten122 - Technicale Detail (Solar Fencing System) PDFnani yeshuNoch keine Bewertungen
- Risk Assesment Form UpdateDokument7 SeitenRisk Assesment Form Updatefmebirim100% (1)
- Lecture Notes 8b - Slope Deflection Frames No Sidesway PDFDokument12 SeitenLecture Notes 8b - Slope Deflection Frames No Sidesway PDFShavin ChandNoch keine Bewertungen
- Optimized Induction Motor Design for Electrical VehiclesDokument12 SeitenOptimized Induction Motor Design for Electrical Vehiclesmass72100% (1)