Beruflich Dokumente
Kultur Dokumente
Realización y Aprendizaje de Programa de Mantenimiento Preventivoa Máquina Inyectora PDF
Hochgeladen von
Pato PortalesOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Realización y Aprendizaje de Programa de Mantenimiento Preventivoa Máquina Inyectora PDF
Hochgeladen von
Pato PortalesCopyright:
Verfügbare Formate
Universidad Tecnolgica
De San Luis Potos
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
Reporte de estada
Para obtener el ttulo de Tcnico Superior Universitario en
Mantenimiento rea Industrial
Jos Antonio Reyes Martnez
Proyecto realizado en Grupo Inyexsa, S.A. de C.V.
Asesor Industrial: Ing. Miguel ngel Prez Vzquez
Tutor Acadmico: Ing. Luis Alberto Mndez Govea.
Soledad de Graciano Snchez, San Luis Potos, Agosto 2013
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
CARTA DE LIBERACIN
2013
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
DEDICATORIAS Y AGRADECIMIENTO
A Dios santo, a la virgen de Guadalupe y a San Judas Tadeo que me dieron la oportunidad
de tener esta familia que amo tanto y que valoro, de tal manera que siempre nos dan la
fuerza para vencer los obstculos que se nos presentan en la vida.
A mi querido padre Antonio Reyes Snchez (en paz descanse):
Que ha sido uno de los pilares ms importantes en mi vida, que me enseo a no ser
conformista, que a pesar de que ya no est a mi lado, s que desde donde l se encuentra
me manda muchas bendiciones para seguir adelante.
Adems de donarme su carcter fuerte y persistente, que en su momento comparti los
momentos ms felices de mi vida ensendome el valor de la vida, inculcndome valores y
obligaciones, a ser una persona de bien y as convirtindose en un motor indispensable en
mi vida.
A mi querida madre Francisca Martnez Ortiz:
Que me brind la oportunidad de seguir estudiando a pesar de las adversidades que se
presentaban en la vida, me enseo a ser una persona fuerte y guerrera y luchar por mi
futuro, por su apoyo incondicional en todos los momentos de la vida.
Gracias a ella tengo la mejor familia del mundo por eso es que dedico este homenaje a la
mujer ms maravillosa que pudiese existir sobre la faz de la tierra, esa mujer que desde
nio camino a mi lado y que me alentaba en mis tropiezos ,esa mujer que nunca me
abandono y que siempre ha estado cuando ms las necesito, que nunca se da por vencida y
que es un orgullo ser hijo de esta grandiosa mujer por eso doy gracias a dios por haberme
puesto en este mundo al lado de gente tan maravillosa como lo es mi familia.
A mis hermanos Juan Francisco, Jess Alejandro y Carlos Alberto:
Que an estado a mi lado y que han compartido una vida entera, que siempre hemos estado
unidos y que con la ayuda de ellos siempre he visto la vida de tal manera q sea un poco
ms fcil, que me han brindado su apoyo y ayuda en los momentos ms difciles de la vida,
que me han regalado una vida llena de momentos felices aunque existan obstculos o
desgracias en la familia, gracias a ellos he superado estos obstculos y doy gracias a dios y
a mis padres por haberme dado una familia tan maravillosa.
A mi cuada patricia:
Que junto a mi hermano Francisco nos ha regalado la presencia del ser ms maravilloso en
este hogar; mi sobrina Camila; que desde que llego a este mundo nos ha regalado una etapa
de momentos maravillosos y que ha trado la alegra a este hogar.
A los maestros de la UTSLP y a mis compaeros que emprendieron esta batalla junto a m
y que me brindaron su sabidura para ampliar mis conocimientos, por haber compartido
experiencias que me enriquecieron como persona y alumno adems de compartir ancdotas
que no cambiara por nada del mundo, y sobre todo haber conocido el significado de la
amistad.
A todos muchas gracias.
Jos Antonio Reyes Martn
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
CONTENIDO
1
INTRODUCCIN .............................................................................................1
DATOS GENERALES DE LA EMPRESA ........................................................2
INFORMACIN GENERAL DEL PROYECTO ................................................9
NOMBRE: ............................................................................................................9
OBJETIVO: ..........................................................................................................9
JUSTIFICACIN:.................................................................................................9
ALCANCE:...........................................................................................................9
DELIMITACIN: ................................................................................................ 10
MARCO CONCEPTUAL ................................................................................ 11
MARCO TERICO. ........................................................................................... 11
DESARROLLO DE PROYECTO.................................................................... 24
5.1
PROGRAMA DE TRABAJO. .................................................................... 24
5.1
CRONOGRAMA....................................................................................... 26
5.2
DESARROLLO......................................................................................... 27
PRESENTACIN Y DISCUSIN DE RESULTADOS ................................... 49
RESULTADOS GENERALES. .......................................................................... 49
ORDEN DE TRABAJO PREVENTIVO A MAQUINA DE INYECCIN .................. 49
TABLA 1: PRODUCCIN EN UN LAPSO DE 4 MESES. ................................. 56
GRAFICA 1: RESULTADOS DE LA PRODUCCIN. ........................................ 56
TABLA 2: PRODUCCIN DE SWITCH HANDLE. ............................................ 57
GRAFICA 2: RESULTADOS DE PRODUCCIN DE SWITCH HANDLE.......... 57
TABLA 3: PRODUCCIN DE HOOSTICK ........................................................ 58
GRAFICA 3: RESULTADOS DE PRODUCCIN(HOOSTICK) ......................... 58
ASPECTOS QUE DIFICULTARON EL DESARROLLO DEL PROYECTO. .... 59
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
CONCLUSIONES Y RECOMENDACIONES ................................................. 60
CONCLUSIN GENERAL................................................................................. 60
REFERENCIAS BIBLIOGRFICAS ............................................................... 62
ANEXOS ........................................................................................................ 63
9.1.-MANUAL PARA DESMONTAJE Y MONTAJE DE MOLDES ..................... 63
9.2.-MANUAL LIMPIEZA DE MOLDES ............................................................. 76
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
1 INTRODUCCIN
Es de suma importancia planear las actividades de mantenimiento que se van a
realizar peridicamente para tener un buen control y organizacin de la maquinaria
y equipo que existe dentro de una empresa, con el fin de llevar a cabo un historial
sobre las fallas y reparaciones que se han presentado fsicamente en equipos de
uso constante, por lo que su funcionamiento dentro de la empresa es indispensable
para que la organizacin se mantenga en un margen
competente dentro del
mercado.
El plan de mantenimiento preventivo pretende garantizar una buena fiabilidad del
equipo y de las instalaciones de la empresa, con el fin de corregir los errores que se
obtengan al momento de aplicar esta estrategia, verificando que las ordenes de
trabajo sean las adecuadas para cada una de las mquinas y que se estn
aplicando correctamente estas rdenes, modificando los puntos existentes para
tratar de realizar un mantenimiento ms eficiente. Tambin se pretende verificar y
disminuir los costos que se han generado debido a esos mantenimientos, el costo
que se ha obtenido por la mano de obra.
Inyexsa S.A de C.V a 9 de mayo del 2013
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
2 DATOS GENERALES DE LA EMPRESA
Nombre:
Inyexsa
Razn social:
Inyexsa S.A de C.V
Domicilio:
Av. Industrias No. 5548
Zona Industrial
Telfono:
7-99-70-98
Departamento donde se realiz la estada:
Departamento de produccin de la empresa Inyexsa
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
2.1 Antecedentes de la empresa
HISTORIA DE INYEXSA S.A. DE C.V.
Inyexsa S.A de C.V. fue fundada en diciembre de 2010, tras la unin de empresarios
del ramo de la cosmtica y la inyeccin de plsticos. Teniendo como enfoque
principal la inyeccin de termoplsticos, ensamble de piezas plsticas, prestando sus
servicios a la industria en general, ya sea mediante la fabricacin de productos
novedosos o la maquila de productos, siempre bajo las premisas de servicio, tiempo,
precio y calidad a niveles competitivos.
Para los primeros meses la empresa solamente contaba con dos clientes regulares y
una capacidad de planta de cinco maquinas inyectoras de plsticos. El personal
constaba solamente de un tcnico en plsticos, dos personas en el rea
administrativa y de logstica. El terreno donde se encuentra la planta consta de
10000 m2 de superficie.
La empresa tiene gran experiencia en diferentes termoplsticos, de alta y baja
fluidez y materiales de ingeniera como: Poliamida, Policarbonato, ABS, Poliestireno,
Acetal, Polietilenos, Polipropileno entre otros.
Inyexsa cuenta con una capacidad instalada de: 6 mquinas inyectoras,
deshidratadoras-secadoras, termorreguladores, torre de enfriamiento, enfriador de
agua,
molino,
mezclador,
pigmentador,
compresor de aire, alimentadores
automticos, equipo de soldadura, bsculas electrnicas y convencionales, robots.
Actualmente Inyexsa tiene en desarrollo el montaje de una lnea de rolado para
producir y ensamblar piezas plsticas en una canaleta realizada dentro de la misma
planta con una roladora en comodato para trabajarla.
Los productos realizados en esta planta incluyen una gama de productos elctricos,
automotrices y del hogar, encontrndose entre los principales clientes ABB, y
Cummins, DK Cajas Mil Usos
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
2.2 Corazn ideolgico de la empresa
Misin.
Ser lder en la fabricacin por partes de inyeccin de plstico, mediante
la transformacin de termoplsticos de ingeniera, atendiendo integralmente
las necesidades de nuestros clientes, con el firme propsito de generar valor,
as como sustentabilidad a su equipo de trabajo.
Visin.
Ser una reconocida empresa sustentable de inyeccin de plsticos de
ingeniera en la regin centro-occidente de Mxico.
Polticas de calidad.
En Inyexsa nos comprometemos a alcanzar y exceder los requerimientos de
nuestros clientes con la elaboracin de partes de plsticos de ingeniera
mediante la inyeccin de plstico, siempre manteniendo el enfoque de
optimizacin de productividad y mejoramiento continuo en nuestro sistema de
gestin de calidad.
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
OBJETIVOS DE CALIDAD
Los objetivos de calidad se establecen de acuerdo a las funciones y niveles
dentro de la organizacin, son medibles y coherentes con la poltica de
calidad:
Satisfacer las necesidades de los clientes.
INDICADORES: Realizacin de Encuesta de Satisfaccin al Cliente un 20%
mensual correspondiente al total de clientes.
Rechazos de produccin por parte del cliente: 3% mximo por mes.
INDICADOR: Cantidad de reclamos o cambios fsicos.
Cero accidentes de trabajo.
INDICADORES: Incapacidades a causa de un accidente laboral.
Operar bajo un sistema de gestin de la calidad.
INDICADOR: Implementacin y certificacin de ISO 9001:2008 en Septiembre
de 2012.
Mantener todas las reas limpias y ordenadas.
INDICADORES: Desarrollo y medicin de 5Ss en un 90% mnimo
Disminuir los Gastos de fabricacin en un 15% semestral.
INDICADORES: Costo de la fabricacin contra Facturacin.
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
VALORES DE INYEXSA
HONESTIDAD: Somos francos con nuestro clientes, con nuestros
proveedores y con nosotros mismos
RESPONSABILIDAD: Compromiso de cada uno de los procesos, para el
cumplimiento de los objetivos.
ORDEN: Aplicable en cada una de las reas, contando con lugares
especficos para cada equipo.
LIMPIEZA: Mantener en condiciones higinicas nuestras instalaciones
y lugares de trabajo.
DISCLIPLINA:
Respetar
las
personas,
normas,
polticas
reglamentos de trabajo.
PUNTUALIDAD: Cumplir con nuestros compromisos en los plazos
contrados con nuestros clientes, proveedores, empleados y dependencias
gubernamentales.
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
2.3 Organigrama
GERENTE DE LA
EMPRESA
GERENTE DE
MANTENIMIENTO
TCNICO DE
MANTENIMIENTO
OPERADORES
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Descripcin del rea donde realice la estada
La estada se realiz en la empresa INYEXSA S.A de C.V, donde se cuenta con una
sola nave.
Adems de contar con 13 mquinas de inyeccin en lo que es el departamento de
produccin y por otro lado cuenta con un comedor dentro de la misma nave y un
almacn en la parte de la entrada de dicha nave.
Esta empresa tambin cuenta con un montacargas que tiene
una capacidad
mxima para 2.5 toneladas que se usa para el acomodo de los productos
terminados y para darle mayor rapidez al momento de cargar.
Por otro lado se tiene una lnea que se puso en trabajo donde se fabrican rieles de
metal galvanizado y para ello se cuenta con una roladora donde se trabaja con la
ayuda de 5 operadores adems del inspector de calidad.
Tambin tiene una rea donde se hace el mantenimiento a los moldes adems de
un estante donde se colocan los moldes que no se encuentran en uso ,por otro lado
cuenta con un gabinete donde se tiene toda la herramienta que se pudiera ocupar
para realizar los tareas que se llegaran a presentar.
Esta nave tiene el piso de cemento donde se pueden encontrar 6 tomas de aire,
agua y electricidad
esparcidas por toda la empresa, adems de contar con 3
tableros de mando para toda las maquinas que ah se trabajan, cuenta con una
entrada principal y con 2 salidas de emergencia.
Y por lo tanto con una oficina donde trabaja el personal administrativo de la empresa
la cual cuenta con una sala de juntas, baos, recepcin y 4 cubculos dentro de la
misma.
Por ltimo se tiene una bodega donde se guardan las refacciones de las mquinas y
algunas mquinas que ya no funcionan, adems de motores y anaqueles que no se
estn utilizando.
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
3 INFORMACIN GENERAL DEL PROYECTO
NOMBRE:
Realizacin y aprendizaje de programa de mantenimiento preventivo a mquina
inyectora
OBJETIVO:
Aprender y realizar el plan de mantenimiento preventivo y para que de este modo
poder cumplir con las exigencias de los clientes y lograr que las mquinas de
moldeado tengan un correcto funcionamiento con la calidad esperada, trabajando
siempre dentro de los estndares del presupuesto de mantenimiento.
JUSTIFICACIN:
La principal razn de realizar las actividades de un plan de mantenimiento
preventivo, es para satisfacer las nuevas necesidades de los clientes adems de
innovar los productos fabricados y con esto atraer a nuevos clientes.
Y por lo tanto contar con un personal en la empresa que se encargue de hacer este
plan de mantenimiento, puesto que se tena que contratar a un outsourcing y as
terminar con este costo mensual que se generaba.
Por otro lado la empresa Inyexsa tiene la conviccin firme de aplicar dicho plan de
mantenimiento, adems de cambiar la forma de pensar de los trabajadores y crear
en ellos la concientizacin de tener los equipos en buen estado y portar el equipo de
seguridad adecuado.
ALCANCE:
Con este plan de mantenimiento se pretende tener un alcance a la maquinaria que
se utiliza para la produccin (maquinas inyectoras de plstico) con el fin de tener una
mayor eficiencia en cuanto a calidad del producto y a mejorar el rendimiento de la
maquinaria y equipo, reduciendo los costos de mantenimiento que se tienen
actualmente por una mala planeacin del mismo.
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Y tambin con esto dar una capacitacin de mantenimiento preventivo al personal
que labora en Inyexsa para que tengan conciencia de que su trabajo es de suma
importancia para la empresa y que de igual manera se pueden aportar ideas para
mejorar el rea de trabajo.
DELIMITACIN:
Las posibles delimitaciones consisten en que debido a que la empresa contrataba
una persona exterior no se tiene un plan de mantenimiento, y para atacar este punto
se desea aprender las actividades para no tener ese gasto extra ,y tener como
finalidad uno control de actividades en la periodicidad planeada.
10
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
4 MARCO CONCEPTUAL
MARCO TERICO.
Mantenimiento
Se entiende por Mantenimiento a la funcin empresarial a la que se encomienda el
control del estado de las instalaciones de todo tipo, tanto las productivas como las
auxiliares y de servicios. En ese sentido se puede decir que el mantenimiento es el
conjunto de acciones necesarias para conservar o restablecer un sistema en un
estado que permita garantizar su funcionamiento a un coste mnimo. Conforme con
la anterior definicin se deducen distintas actividades:
Prevenir y/o corregir averas.
Cuantificar y/o evaluar el estado de las instalaciones.
Aspecto econmico (costes).
Son misiones de mantenimiento.
La vigilancia permanente y/o peridica.
Las acciones preventivas... las acciones correctivas (reparaciones)...
El reemplazamiento de maquinaria.
TIPOS Y NIVELES DE MANTENIMIENTO.
-El Mantenimiento Correctivo, efectuado despus del fallo, para reparar averas.
-El Mantenimiento Preventivo, efectuado con intencin de reducir la probabilidad de fallo, del que
existen dos modalidades:
11
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
-El Mantenimiento Preventivo Sistemtico, efectuado a intervalos regulares de
tiempo, segn un programa establecido y teniendo en cuenta la criticidad de cada
mquina y la existencia o no de reserva.
-El Mantenimiento Preventivo Condicional o segn condicin, subordinado a un
acontecimiento predeterminado.
VENTAJAS,
INCONVENIENTES
APLICACIONES
DE
CADATIPO
DE
MANTENIMIENTO.
Mantenimiento Correctivo.
-Ventajas.
No se requiere una gran infraestructura tcnica ni elevada capacidad de anlisis.
Mximo aprovechamiento de la vida til de los equipos.
-Inconvenientes.
Las averas se presentan de forma imprevista lo que origina trastornos a la
produccin.
Riesgo de fallos de elementos difciles de adquirir, lo que implica la necesidad de un
stock de repuestos importante.
Baja calidad del mantenimiento como consecuencia del poco tiempo disponible para
reparar.
-Aplicaciones.
Cuando el coste total de las paradas ocasionadas sea menor que el coste total de
las acciones preventivas.
Esto slo se da en sistemas secundarios cuya avera no afectan de forma
importante a la produccin.
Estadsticamente resulta ser el aplicado en mayor proporcin en la mayora de las
industrias
12
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Mantenimiento Preventivo.
-Ventajas.
Importante reduccin de paradas imprevistas en equipos.
Solo es adecuado cuando, por la naturaleza del equipo, existe una cierta relacin
entre probabilidad de fallos y duracin de vida
.-Inconvenientes.
No se aprovecha la vida til completa del equipo.
Aumenta el gasto y disminuye la disponibilidad si no se elige convenientemente la
frecuencia de las acciones preventivas.
-Aplicaciones.
Equipos de naturaleza mecnica o electromecnica sometidos a desgaste seguro
Equipos cuya relacin fallo-duracin de vida es bien conocida.
Materiales plsticos.
Los plsticos son bsicamente polmeros (poli=muchos, meros=parte) orgnicos
grandes molculas (macromolculas) formadas por la unin repetida de una o varias
molculas. Las molculas se combinan para formar las molculas de polmeros se
denominan monmeros (mono=uno, meros=parte).
El proceso qumico mediante el cual cientos o miles de pequeas molculas. De
monmeros se enlazan entre separa formar una gran molcula de polmeros es una
reaccin de polimerizacin.
13
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Los plsticos son polmeros sintticos de alto peso molecular o bien modificaciones
de algunos polmeros naturales los cuales se pueden clasificar, de acuerdo a su
comportamiento termo-mecnico en: termos fijos y termoplsticos.
Los materiales termoplsticos pueden ser calentados, moldeados y enfriados
repetidas veces. Las molculas, en estos materiales, no se pueden entrecruzar
aunque durante el proceso de moldeo experimentan interesantes cambios fsicos y
geolgicos .pueden decidirse que todos los plsticos utilizados a nivel mundial, dos
terceras partes son termoplsticos.
De acuerdo a su relacin volumen de produccin/costo los plsticos se clasifican en:
Plsticos de gran volumen.
En los estados unidos aproximadamente dos terceras partes de los plsticos
utilizados son plsticos de gran volumen: tales como el polietileno, polipropilenos o
poli cloruro de vinilo.
Plsticos de ingeniera.
En general, se caracteriza como materiales que tienen propiedades superiores a los
plsticos de gran volumen. Presentan buena estabilidad trmica, alta temperatura de
distorsin, alta resistencia tensil buena resistencia al impacto. El ms comn de esta
familia es el nylon 8nombre genrico para las poliamidas).
Plsticos de especialidad.
A pesar de su alto costo, las caractersticas tan especiales que presentan los hace
muy tiles; para las aplicaciones con requerimientos muy especficos. El tefln o
tetrafluoretileno (TFE) es probablemente el de mayor importancia de los plsticos de
este grupo.
14
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Maquinaria para inyeccin de plsticos.
Principios bsicos para el proceso de inyeccin.
Los plsticos segn su comportamiento al ser calentados, pueden dividirse en dos
grupos principales: termoplsticos y termo fijos. Los materiales termoplsticos se
reblandecen y funden (se encuentran en forma plstica) al aplicar calor y se vuelven
a endurecer cuando se enfran pudiendo repetirse este proceso varias veces. Los
materiales termo fijos en cambio se funden cuando se calientan la primera vez pero
luego se endurecen y solidifican no volviendo a fundir aun al aplicar el ms calor.
Materiales termoplsticos y termo fijos.
Cuando se aplica material a un material termoplstico para fundirlo se dice que se
plastifica, el material ya fundido o plastificado puede hacerse fluir mediante la
aplicacin de presin y llenar el molde donde el material solidifica y toma la forma de
las cavidades del molde.
El principio bsico del moldeo por inyeccin comprende las 3 operaciones bsicas
siguientes:
1.-elevar la temperatura del plstico a un punto donde pueda fluir bajo la aplicacin
de presin. Esto se hace normalmente calentando y masticando los grnulos slidos
del material hasta
formar una masa fundida con una viscosidad y temperatura
uniforme.
Actualmente esto se hace dentro del cilindro de la maquina mediante un tornillo el
cual aporta el trabajo mecnico (friccin) que en conjunto con el calor del cilindro.
Funden (plastifican) el plstico. Es decir el tornillo transporta, mezcla y plastifica el
material plstico.
Plastificacin del material plstico.
2.-permitir la solidificacin del material en el molde cerrado. En esta etapa el material
fundido ya plastificado en el cilindro de la maquina se transfiere (se inyecta) a travs
de una boquilla que conecta el cilindro con el molde hacia los varios canales del
molde hasta llegar a las cavidades donde toma la forma del producto final.
15
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
3.-apertura del molde para la extraccin de la pieza.
Esto se hace despus de haber mantenido el material bajo presin dentro del molde
y una vez que el calor (el cual se aplic para plastificarlo) es removido para permitir
solidificar el material en la forma deseada.
Principales partes de la maquina inyectora.
Componentes de una mquina.
En una maquina inyectora para termoplsticos se pueden identificar con diferentes
partes fundamentales, los cuales normalmente se agrupan dentro de las siguientes
unidades:
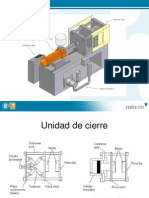
a) unidad de cierre.
Consta de los dispositivos necesarios para la colocacin, accionamiento y
funcionamiento de las dos mitades del molde
b) unidad de inyeccin.
Comprende las partes de la maquina necesarias para la carga, plastificacin (fusin)
e inyeccin de plstico.
c) unidad de potencia.
Comprende el conjunto de dispositivos de la maquina necesarios para transformar y
suministrar la fuerza motriz a las unidades de inyeccin y de cierre.
d) unidad de control.
Es la parte de la maquina necesaria para que el proceso se realice de una forma
predeterminada y pueda variarse a voluntad, si fuera preciso. El sistema de control
est ligado ntimamente al de potencia, a travs del cual las distintas seales se
convierten en movimientos de las unidades de inyeccin y cierre.
Cada una de estas partes se realizan un cierto nmero de funciones, que pueden
mezclarse tanto como lo requiera el proceso de inyeccin si bien la relacin de una
de las otras no est determinada por el proceso.
16
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
La unidad de inyeccin y la unidad de cierre son las partes ms importantes para
definir una maquina inyectora.
La unidad de inyeccin.
La unidad de inyeccin realiza las funciones de cargar el material slido, girar el
tornillo para plastificarlo moverlo axialmente para inyectar el material plastificado
hacia las cavidades del molde y mantenerlo bajo presin que sea extrado.
Eta seccin es muy similar al proceso de extorsin resaltando como principalmente
diferencia que en inyeccin el tornillo tiene una accin. Reciprocarte, adems de
girar para fundir el plstico se mueve axialmente. Actuando como pistn durante la
etapa de inyeccin. Estas mquinas se conocen como mquinas de inyeccin con
tornillo reciprocante son las ms utilizadas actualmente.
Consta de un cilindro(o barril) de acero capaz de soportar altas presiones. Este va
cubierto con bandas calefactoras para calentar y fundir el material mientras avanza
por el tornillo.
El calentamiento del cilindro se hace por zonas y el nmero de zonas depender del
tamao del cilindro (normalmente se divide e tres zonas). Dentro del cilindro se
encuentra un tornillo de un acero muy duro normalmente esta pulido o cromado para
facilitar el movimiento del material en su superficie este se encarga de recibir el
plstico , fundirlo, mezclarlo y alimentarlo en la parte delantera hasta que se junta la
cantidad suficiente para luego inyectarlo hacia el molde.
Accionamiento del tornillo.
El sistema motriz que hace el tornillo se mueva (movimiento de giro y de inyeccin)
normalmente utiliza un motor hidrulico el cual es accionado con aceite alimentado a
alta presin mediante una bomba. Este motor acciona una serie de engranes los
cuales a su vez realizan el movimiento de giro de tornillo. Por otro lado el tornillo est
unido por un extremo a un pistn hidrulico el cual se alimenta con aceite a alta
presin para as hacer que el tornillo se mueva en direccin axial (hacia adelante)
durante la etapa, de inyeccin del material.
17
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Funcionamiento del tornillo.
La misin del tornillo de moldeo por inyeccin consiste en tomar grnulos fros en la
tolva (transportar), llevar y compactar el material en la zona de transicin, des
gasificar y fundir (plastificar) el material en la misma y bombearlo a la zona de
bombeo: su principal ventaja accin mezcladora (mezclar) permite obtener un
material fundido muy homogneo en temperatura, composicin y color. Adems de
esto el tornillo debe de alternar estas funciones con la funcin de inyeccin actuando
como pistn para (inyectar) el material plastificado y mantener una presin tal que
haga que pertenezca el material dentro del molde hasta que se enfri.
Unidad de cierre.
La funcin principal de esta unidad es sujetar el molde de inyeccin, suministrar el
movimiento y la fuerza suficiente para mantener cerradas y abrir las dos mitades del
molde. Sus principales partes son las columnas guas, platinas porta moldes fijas y
mviles y el mecanismo para apertura y cierre del molde.
Platina estacionaria frontal.
Esta platina se encuentra fija (no se mueve) a la base de la maquina ocupando la
parte central de la misma y conectado por un lado a la unidad de inyeccin y por el
otro lado la unidad de cierre. Esta platina es el que soporta una de la mitades (la
parte fija) del molde.
Platina mvil.
La platina mvil soporta la otra mitad del molde. Esta se mueve axialmente (hacia
adelante y hacia atrs) sobre las columnas guas permitiendo que el molde cierre y
abra.
Plato estacionario trasero.
Esta platina soporta el mecanismo de cierre de la unidad de cierre y es sobre el cual
se ejerce la fuerza de cierre para cerrar el molde.
18
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Mecanismo de cierre.
Existen bsicamente dos diferentes en los sistemas de cierre utilizados:
Sistema mecnico
Sistema hidrulico
Sistema mecnico con palancas acodadas.
En sistemas de cierre mecnico la fuerza de cierre es ejercida casi exclusivamente
por un sistemas de palancas articuladas que generalmente son accionadas
hidrulicamente durante la apertura y cierre de del sistema. Este sistema cuenta de
un cilindro hidrulico articulado. El movimiento para adelantar el pistn provoca a su
vez el movimiento de la barras principales de la articulacin dando lugar a al cierre
del molde. El artculo hidrulico, al ser relativamente pequeo, permite que el
moviente de aproximacin durante la carrera de cierre pueda efectuarse a alta
velocidad posteriormente, al final del movimiento de cierre, la velocidad de la
articulacin se reduce, lo que provoca una desaceleracin en el movimiento del plato
mvil disminuyendo el choque cuando se unen las dos mitades del molde. Adems
de esta desaceleracin se logra un aumento en la mecnica en las articulaciones
principales, de tal forma que la fuerza pequea suministrada por el cilindro
hidrulico, queda altamente multiplicada por el sistema articulado.
Caractersticas fundamentales de la mquina.
Capacidad de cierre.
Esta es una de las caractersticas ms importantes que se especifican e n una
mquina de inyeccin, indicada como la fuerza mxima en toneladas que se opone a
la presin de inyeccin y que al molde se abra.
Capacidad de plastificacin.
Se presenta como la cantidad mxima de material que puede ser llevada a una
temperatura uniforme para ser moldeada, por unidad de tiempo. Es decir la cantidad
19
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
de material plastificado descargada por el tornillo girando a su mxima velocidad en
un tiempo determinado.
La capacidad de plastificacin es difcil de calcular ya que adems del rendimiento
trmico del cilindro y tornillo para plastificar el material, las diferentes caractersticas
de los materiales; tales como calor especifico, conductividad trmica, calor latente de
fusin y temperatura de inyeccin; influyen en su valor absoluto.
Presin de inyeccin.
Una de las variables que efectan ms directamente la calidad
de la pieza
moldeada, es la presin de inyeccin. Esta se define como la fuerza mxima que
puede ejercer el tornillo sobre el material plstico, por unidad de rea. Dicha presin
es a que obliga al material fundido a introducirse en las cavidades del molde. La
presin real que se aplica al material depende de la eficacia con que se transmita
esta presin a travs del volumen de material situado entre el tornillo y la boquilla.
Esta presin es desarrollada mediante un pistn que empuja hacia adelante el
tornillo, venciendo la resistencia que opone el material plstico.
Debido que normalmente se presentan perdidas substanciales de presin en la
resina durante su trayecto desde la punta de la boquilla de la maquina hasta la
cavidad del molde, es preferible colocar sensores de medicin de presin en la
cavidad, en lugar de del cilindro, lo cual facilita un control ms preciso de las
medidas y peso de la pieza.
Velocidad de inyeccin.
La velocidad de inyeccin de es una medida de la entrada de material en el molde
durante el tiempo de llenado. Normalmente se expresa como el volumen de material
plstico, que la maquina puede inyectar por unidad de tiempo, cuando el tornillo se
mueve a su mxima velocidad.
Esta caracterstica es una de las ms importantes para obtener piezas de calidad,
ya que nos indica la rapidez con la cual se llenan las cavidades del molde con un
material plstico. Su valor depende de la potencia necesaria utilizado en la carrera
de inyeccin.
20
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
El poder alcanzar altas velocidades de inyeccin en una mquina permita llenar el
molde rpidamente antes que el material solidifique por la temperatura relativamente
baja de la superficie del molde. Naturalmente, las condiciones de llenado se
mejorarn si se reduce este efecto de enfriamiento ya que mejoran las lneas de
soldadura y las marcas de flujo.
Vlvulas de bloqueos de flujo.
Las mquinas de tornillo alternativo utilizan el tornillo como si fuera un pistn cuando
ste va hacia delante el material puede parar hacia atrs y volver a los canales del
tornillo en el caso de materiales muy viscosos tales como el pvc es suficiente poner
una cabeza cnica al final del tornillo para que acte como pistn y no permita el
flujo hacia atrs del fundido
Boquilla de inyeccin.
La boquilla se encuentra localizada en el extremo frontal del cilindro de calefaccin
su funcin consiste en permitir el paso del material fundido desde el cilindro de la
unidad de inyeccin hacia al molde la boquillas la que hace contacto con el
bebedero del molde el diseo de las boquillas depende mucho del tipo de polmero y
del diseo del molde este diseo es sumamente importante desde los puntos de
vista de la presin y de la temperatura la boquilla no debe ofrecer una grave
restriccin al flujo del material fundido y adems debe mantener una temperatura
adecuada del fundido qu pasa por ellas para evitar por un lado que se enfre el
material y se solidifique formando un tapn y por otro lado debe evitar el fenmeno
de goteo ya que ocasiona que el material se gire ocote por la boquilla.
Descompresin del material.
La mayora de las mquinas de inyeccin vienen equipadas con vlvula de
descomposicin, de modo que el tornillo puede ser retirado hidrulicamente. El
objetivo de este movimiento es liberar la presin del fundido en el cilindro bien los
canales de alimentacin al molde, para que no tenga el goteo. esta tcnica es muy
til ya que puede evitar el uso de boquillas de cierre sin embargo, debe utilizarse con
21
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
mucha precaucin, ya que si la descompresin es demasiado grande, puede
introducirse aire u otros voltiles en el fundido cuando algunos materiales tales como
poliamidas, puede dar lugar a oxidacin o en otros casos, producirse defectos
superficiales.
Moldes de inyeccin para termoplsticos.
Como se ha visto hasta ahora, el material plstico plastificado e inyectado desde la
unidad de inyeccin paz a travs de la boquilla hacia los canales y cavidades del
molde donde se enfriar y solidificar a para luego ser expulsada al abrirse las dos
partes del molde. La calidad de la pieza y su costo se ven fuertemente influenciadas
por el diseo, construccin y excelencia del maquinado del molde.
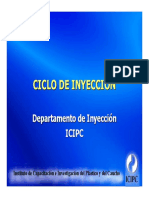
Ciclo de inyeccin.
El ciclo de inyeccin es la secuencia de operaciones para la produccin de una
pieza y comprende las siguientes etapas.
Cierre del molde comienzo de la inyeccin.
Se cierra el molde vaci mientras se tiene lista la cantidad de material fundido que se
va inyectar dentro del barril de la mquina. el molde normalmente se cierra en varias
etapas: primero con alta velocidad y baja presin detenindose antes de que hagan
contacto las platinas, posteriormente se mueve a baja velocidad y baja presin hasta
hacer contacto con las platinas y por ltimo alta presin hasta alcanzar la fuerza de
cierre necesaria para que el molde no se abra durante la inyeccin.
Inyeccin del material hacia el molde.
Se realiza la inyeccin, inyectando se el material mediante el tornillo, el cual acta
como pistn forzando el material a pasar a travs de la boquilla, hace las cavidades
del molde, con una determinada velocidad y presin de inyeccin.
Aplicacin de la presin de sostenimiento.
Una vez terminada la inyeccin se mantiene la presin sobre el material inyectando
en el molde, antes de que se solidifique, para contrarrestar la contraccin de la pieza
22
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
durante su enfriamiento, esto se conoce como aplicar la presin de sostenimiento o
post-presin (tambin como es conocida como presin de compactacin o de
recalque) y normalmente se aplican valores menores a los de inyeccin. Una vez
comienza solidificar la pieza puede liberar la aplicacin de esta presin.
Plastificacin del material para la siguiente inyeccin.
Se inicia el giro del tornillo al, ir tomando grnulos slidos de la tolva y los va
fundiendo (plastificando) con el calor generado por la ficcin al girar el tornillo y por
el suministrado por las bandas calefactoras. Posteriormente hace pasar el material
fundido a la parte delantera del tornillo por lo que comienza a desarrollarse presin
contra la boquilla cerrada orillan do a que el tornillo se retraiga mientras sigue
girando hasta con lar en su parte delantera. La cantidad de material fundido
necesaria para la siguiente inyeccin. Al trmino de la dosificacin el material puede
descomprimir se retrocediendo ligeramente el tornillo para evitar que el material se
tire por la boquilla, antes de ser inyectado.
Enfriamiento de extraccin de la pieza.
El material dentro del molde continua enfriando transfiriendo su calor hacer molde de
dnde es disipado por el lquido de enfriamiento una vez que ha terminado el tiempo
de enfriamiento se abren las dos partes del molde y el mecanismo de expulsin
extrae la pieza.
23
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
5 DESARROLLO DE PROYECTO
5.1
PROGRAMA DE TRABAJO.
1.-Induccin a la planta.
Conocer al detalle los departamentos que existen dentro de la planta adems de
familiarizarse con los trabajadores que laboran dentro de ella as como las mquinas
que se encuentran en la misma y conocer los productos que ah se fabrican.
2.-Identificacin de las reas de trabajo y maquinaria.
Visualizar las mquinas que se emplean en la empresa y conocer las partes de las
mquinas adems de conocer el departamento de mantenimiento.
3.-Arreglar imperfecciones en la empresa y/o maquinaria (contactos sueltos,
cables sin aislar etc.)
Encontrar desperfectos que se puedan solucionar para evitar accidentes en la
empresa.
4.-Realizar mantenimiento al sistema hidrulico a mquina de moldeo junto
con el asesor industrial
Visualizar y aprender las tareas sobre lo que es el mantenimiento a mquinas de
inyeccin.
5.-Realizar mantenimiento al sistema mecnico a mquina de moldeo junto con
el asesor industrial.
Conocer el sistema mecnico de la mquina de inyeccin y realizar actividades con
el asesor industrial.
24
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
6.-Realizar mantenimiento al sistema de enfriamiento a mquina de moldeo
junto con el asesor industrial.
Conocer los diferentes sistemas de enfriamiento que contiene una mquina inyectora
de plstico.
7.-Realizar mantenimiento al sistema neumtico a mquina de moldeo junto
con el asesor industrial.
Conocer las partes neumticas de la mquina inyectora y realizar actividades de
mantenimiento preventivo.
8.-Realizar mantenimiento al sistema elctrico a mquina de moldeo junto con
el asesor industrial.
Realizar actividades de mantenimiento preventivo al sistema elctrico de la mquina
de inyeccin con la ayuda del asesor industrial.
9.-Realizar mantenimiento al sistema lubricacin a mquina de moldeo junto
con el asesor industrial.
Conocer los puntos especficos de lubricacin y realizar dicha tarea con la
supervisin del asesor industrial.
10.- Realizar mantenimiento a molino junto con el asesor industrial.
Conocer el molino al igual que las partes que lo componen y realizar las actividades
de mantenimiento.
11.-Capacitacin a personal de produccin sobre mantenimiento autnomo y
medidas de seguridad
Dar una breve enseanza sobre las medidas de seguridad que deben llevarse a
cabo, dentro de una empresa para evitar accidentes adems de explicar sobre lo
importante que es tener limpia el rea de trabajo tanto como la mquina que se va a
utilizar.
12.-Evaluacion.
25
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
5.1 CRONOGRAMA.
26
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
5.2 DESARROLLO
1.-Induccin a la planta (semana 1 del 7 al 11 de mayo)
En esta semana se comenz por dar un breve recorrido en las instalaciones de la
empresa Inyexsa S.A de C.V, el objetivo era conocer el proceso de produccin al
igual de los diferentes productos que ah se producen.
En esta empresa que cuenta con los departamentos de mantenimiento, calidad y
produccin pero principalmente enfocndose en el departamento que se asign
(mantenimiento), el cual no cuenta con un personal especfico ni mucho menos
numeroso pero si con un jefe de mantenimiento que es el .encargado de elaborar las
tareas y hacer los mantenimientos pertinentes para tener una optimizacin de las
mquinas.
FIGURA 1: MAQUINAS INYECTORAS.
El rea en la que se trabaj el proyecto fue en la de produccin la cual es la
encargada de dar a conocer el funcionamiento de las mquinas ya que ellos
son los ms familiarizados con dicho funcionamiento.
27
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Adems de conocer a los diferentes operadores que se encuentran laborando
en esta empresa y las tareas que se les asignan sobre un turno de operacin.
FIGURA 2: REA DE ALMACN DE MATERIALES.
28
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
2.-Identificacin de las reas de trabajo y maquinaria (semana 2 del 13 al 18 de
mayo)
Despus de haber conocido la planta y saber quines forman parte del personal de
mantenimiento as como el personal de produccin, se busc el objetivo principal al
igual que el nombre que se le dara al proyecto que se llevara a cabo, en el cual es
planear e implementar un plan de mantenimiento preventivo para la maquinaria que
ah se maneja.
Adems de conocer las distintas reas que ah trabajan y la funcin de cada uno de
los miembros.
Figura 3: almacn producto terminado
El plan de mantenimiento que se desea aplicar, es para llevar un control de las fallas
menores o grandes de las mquinas y as poder atacarlas antes de que suceda la
falla para eso tambin se llev a cabo un breve anlisis
de las partes de las
maquinas como lo son tableros, partes mecnicas, sistemas de lubricacin, sistemas
elctricos y sistemas electromecnicos.
Esto para familiarizarse con las partes de cada una de las mquinas, que aunque
sean muy similares no tienen el mismo grado de fallas, por lo tanto tambin se
analiz las posibles mejoras que se podran trabajar en las mquinas para que
tambin tuviesen una mejor presentacin tanto x afuera como en lo interno.
FIGURA 4: PARTES MVILES DE MQUINA
INYECTORA.
29
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
3.-Arreglar imperfecciones en la empresa y/o maquinaria (contactos sueltos,
cables sin aislar etc.)(Semana 3 del 20 al 25 de mayo)
Despus de haber conocido la planta y algunas de las partes de las mquinas, se
logr observar que existen varias imperfecciones que podran traer consecuencias
tanto al operador como a la mquina misma.
As que con la ayuda del asesor industrial poco a poco se fueron arreglando esas
pequeas pero importantes imperfecciones, para as brindar una mejor seguridad
para los trabajadores y al mismo tiempo evitar fallas en la mquina.
FIGURA 5: TABLERO DE MANDO PRINCIPAL.
Adems de colocar contactos fijos y as eliminar las extensiones que a veces no
eran muy largas y se necesitaban de ms de una para realizar una tarea.
Por otro lado tambin se llev un mantenimiento preventivo a los moldes que no
estaban en uso como era la eliminacin de xido para que as las cavidades no se
taparan tan fcilmente y al mismo tiempo se les dio una limpieza en general para
que tuvieran una mejor presentacin y que no pareciera que tenan mucho tiempo
sin ser usados.
Aunque tambin en cada una de las mquinas se coloc una canalizacin para que
as los cables de las resistencias no estuvieran sueltos esto porque corran el riesgo
de ser aplastados o rotos por las mismas temperaturas que maneja la mquina.
30
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
FIGURA 6: CABLES SIN PROTECCIN
DE
2013
FIGURA 7 CABLES CON GUARDA
PROTECCIN
Esta tarea fue para todas las mquinas que se operan y que da a da se van
desgastando por el uso continuo y la falta de un mantenimiento autnomo de parte
de los operadores adems de sujetar cables flojos y poner tapas en el lugar
correspondiente por lo tanto tambin colocar tornillos de la medida indicada.
31
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
4.-Realizar mantenimiento al sistema hidrulico a mquina de moldeo junto
con el asesor industrial (semana 4del 27 de mayo al 1 de junio)
Despus de haber conocido la planta y conocer acerca de la maquinaria se plane
realizar un breve mantenimiento preventivo a una mquina que estaba en paro.
Se comenz por el sistema hidrulico en donde se utiliz una mquina que lleva por
nombre dializadora de aceite, esta tiene como funcin eliminar las imperfecciones
del aceite almacenado en el tanque de la maquina mediante un motor que absorbe
el aceite y este pasa por un filtro que trata de limpiarlo.
FIGURA 8: DIALIZADORA DE ACEITE
Tambin se verifico los niveles de aceite y las condiciones en las que este se
encontraba puesto que esta tarea solo se hace una vez al ao.
32
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
FIGURA 9: LLENADO DE TANQUE DE ACEITE
Despus de haber dializado el aceite y verificar los niveles y las condiciones del
aceite se sigui con la limpieza de los filtros esto se llev a cabo con la ayuda de
solventes como gasolina, diesel y tinher esto para despegar las incrustaciones que
ah se encontraban y as destapar los orificios del mismo filtro.
FIGURA 10: LIMPIEZA DE FILTRO DE ACEITE
33
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Por otro lado tambin se limpi el tanque donde se aloja el aceite para as completar
la tarea de limpieza del aceite y al mismo tiempo ver si existan fugas para as poder
arreglarlas.
Una vez completadas las tareas y sellado el tanque se ech andar la mquina y se
logr verificar las presiones de la bomba, presin de grapado, presin de inyeccin y
la presin de carga todo esto con la ayuda del asesor industrial.
FIGURA 11: SELLADO DE TANQUE DE ACEITE
FIGURA 12: COLOCACIN DE FILTRO
34
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
5.-Realizar mantenimiento al sistema mecnico a mquina de moldeo junto con
el asesor industrial (semana 5 del 3 al 8 de junio)
En esta 5 semana del proyecto a realizar se llev a cabo un poco de lo que es el
mantenimiento al sistema mecnico.
Por lo tanto se comenz por lo principal que era el engrasado y la lubricacin de las
partes mecnicas de la mquina esto con la ayuda de una engrasadora manual.
FIGURA 13: LUBRICACIN DE PARTES MECNICAS.
Despus se verifico cada uno de los tornillos y se apretaron de tal modo no pudiesen
zafarse y por lo tanto no soltar alguna pieza que fueran parte de la mquina.
Una vez encendida se verificaron si existan ruidos en baleros o en el motor adems
de centrar la unidad de inyeccin (can) puesto que con las vibraciones a veces
tiende a irse para un lado y no entrar al centro del molde y esto dificultara la
inyeccin hacia el molde.
35
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
FIGURA 14: PARTES MVILES ENGRASADAS.
Por otro lado se limpi la tolva quitando los restos del material que se utiliza as
como el polvo que origina el usar la tolva como un secador, despus de esto se fij
la tolva puesto con las vibraciones que origina la mquina suelen aflojarse y por lo
tanto dejara escapar materia prima por los bordes y por ltimo se coloc tacones a
la mquina para as tenerla perfectamente anivelada al igual que las otras mquinas.
36
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
6.- Realizar mantenimiento al sistema de enfriamiento a mquina de moldeo
junto con el asesor industrial (semana 6 del 10 al 15 de junio)
En esta otra actividad se pretendi seguir en base al cronograma planeado y la
siguiente actividad para seguir con el plan de mantenimiento que se desea
implementar era, un mantenimiento al sistema de enfriamiento de una mquina
moldeadora (inyectora).
Esta tarea comenz por encontrar los diferentes ductos que tienen la funcin de
mantener el sistema de operacin en temperatura que no afecten el funcionamiento
de la mquina.
En la cual solo se encontraron 3 posibles conexiones que son:
Las mangueras que permiten el enfriamiento al molde por lo que van conectadas
directamente a las entradas del molde que se est utilizando y que tienen la funcin
de enfriar el material para que no salga muy caliente y aqu en esta tarea se verifico
si existen fugas y si las haba corregirlas.
FIGURA 15: SISTEMA DE ENFRIAMIENTO (MANGUERAS)
Otro seria los ventiladores que se encuentran dentro de los tableros de operacin y
estos tienen como funcin enfriar los cables, relevadores, conectores etc. Este se
acciona al momento de operar la mquina de moldeo.
37
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
FIGURA 16: SISTEMA DE ENFRIAMIENTO (VENTILADOR)
Por lo tanto se quit uno de los ventiladores y se desmonto de tal forma que se
pudiera ver si se encontraba en buenas condiciones o de tal manera cambiarlo por
uno nuevo, al ver que est en buenas condiciones solo se limpi con la ayuda de
una brocha y as colocarlo en su lugar.
Y la ltima que son otras mangueras de agua, estas tienen como funcin enfriar el
aceite que se encuentra alojado en el tanque de la mquina, aqu solo se checo si
existan fugas o tambin cambiar las mangueras que estuvieran en mal estado.
Que aunque sean tareas muy sencillas no deben de dejarse de hacer ya que
pudieran atraer grandes consecuencias si se llegara a saltar este paso del
mantenimiento hacia una mquina moldeadora.
FIGURA 17: SISTEMA DE ENFRIAMIENTO (MANGUERAS)
38
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
7.-Realizar mantenimiento al sistema neumtico a mquina de moldeo junto
con el asesor industrial (semana 7 y 8 del 17 al 29 de junio)
Una vez de haber efectuado algunos de los mantenimiento en forma adecuada se
pas a la siguiente actividad para seguir con el proyecto que se pretende efectuar
para el beneficio de la empresa, actividad que se llev efectuada con la ayuda del
asesor industrial.
Despus de localizar las diferentes tomas de aire que existe en la empresa se pas
a la tarea de corregir las diferentes fallas que pudieran afectar la mquina.
El primer paso era identificar las fugas de aire que arrojaran las mangueras esto con
la ayuda de abrazaderas ya que no siempre se est muy seguro de que estas
existan y eso que se sujetan de tal manera no pudieran zafarse con la presin del
aire.
Aunque no se pudo realizar el manteniendo al filtro FRL por que la mquina estaba
en proceso el asesor dio una breve explicacin de cmo debe hacerse el
mantenimiento adecuado para que este no afecte la operacin de la mquina.
FIGURA 18: FILTRO FRL
39
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Por otro lado se le dio mantenimiento a un molde que de tal forma era mecnico
pero lo transformaron a un molde de sistema neumtico ya que se le anexo un pistn
de aire para as hiciera la funcin de un botador y no tener que estar abriendo el
molde y de tal manera evitar tiempo muero en la lnea de produccin.
FIGURA 19: MOLDE NEUMTICO
Aunque el tiempo estimado era de 2 semanas esta actividad se logr en menos de
una, puesto que no se pudo adentrarse detalladamente por que la prxima semana
se suscitara un auditoria, por la tanto el departamento de produccin, calidad,
mantenimiento y practicantes, se dieron a la tarea de dejar en perfectas condiciones
las instalaciones de la empresa y as poder aprobar la auditora interna que se iba a
realizar.
40
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
8.-Realizar mantenimiento al sistema elctrico a mquina de moldeo junto con
el asesor industrial (semana 9 y 10 del 1 al 13 de julio)
Una vez aprobada la auditora interna que se llev a cabo en la empresa se continu
con las tareas de acuerdo al programa de planeacin.
El siguiente sistema a comprender sobre la mquina de moldeo era el sistema de
elctrico.
Esta mquina cuenta con un sistema elctrico muy complejo y por lo tanto debe de
efectuarse de tal manera donde la seguridad es primordial y as poder brindar un
servicio en el que no se puedan dar accidentes por descargas elctricas.
El primer paso fue limpiar el tablero de mando, sin mover o desconectar algn cable
todo con mucho cuidado puesto que se estaba trabando con la mquina en
operacin en donde se utilizaron guantes de seguridad y una brocha con aislante en
el mango de la brocha, una vez removido el polvo se pas a sopletear con una
manguera de aire para as poder
sacudir y eliminar la suciedad que estaba
incrustada.
FIGURA 20: LIMPIEZA SISTEMA ELCTRICO.
41
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
El segundo paso fue apretar tornillos y colocar cables sueltos en el lugar
correspondiente del tablero para as no provocar algn corto circuito o un mal
funcionamiento de la mquina.
En donde con la ayuda de un multmetro se verifico el amperaje del motor este
cuando est encendida la mquina y en operacin.
Por otro lado tambin se hizo la medicin del amperaje al momento de que se hiciera
la primera inyeccin sobre el molde y as ver si esta en los parmetros
correspondientes y por ltimo en la parte inferior del can se tom el amperaje de
la carga.
FIGURA 21: SISTEMA ELCTRICO
Por ltimo paso en la operacin de esta tarea se verifico si se estaba trabajando con
el voltaje requerido de la mquina.
Esta tarea tambin fue hecha en una semana y por lo tanto el tiempo estimado seria
de 2 as que se aprovech la semana para el mantenimiento a otros moldes que lo
necesitaban y adems de comprender con la prctica el montaje y desmonte de
moldes en una mquina.
42
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
7.-Realizar mantenimiento al sistema lubricacin a mquina de moldeo junto
con el asesor industrial (semana 11 del 15 al 20 de julio)
El siguiente paso fue realizar el que se pretende ser el mantenimiento ms sencillo y
menos laborioso ya que en un da se puede hacer, este es el mantenimiento al
sistema de lubricacin.
En donde con la ayuda de una engrasadora manual se lubrico todas las partes
mviles de la mquina, ya que al parecer se necesitaba hacer por qu la grasa que
estaba en las partes mviles ya no se encontraba en las condiciones adecuadas
puesto a que tenan residuos de polvo y otras materias extraas como poliamidas o
pedazos de otros materiales que en esta empresa se manejan.
FIGURA 21: PUNTOS ESPECFICOS DE LUBRICACIN.
Una vez terminada esta tarea y aun con tiempo disponible se le comento al asesor
industrial de la enseanza hacia lo que es una herramienta fundamental en la
empresa y que por mucho tiempo se quera aprender.
43
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
El uso del montacargas ya que ellos mismos son los que se encargan de
empaquetar y cargar los camiones que ah llegan y es por eso que se hizo esa
peticin.
Las clases duraron alrededor de 2 a 3 das y con el tiempo se comenz a
perfeccionar esta habilidad para as hacerlo ms rpido y sin cometer algn
accidente tanto como hacia los operadores como a la persona misma.
FIGURA 22: APRENDIZAJE DE MONTACARGAS.
44
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
10.- Realizar mantenimiento a molino junto con el asesor industrial (semana 12
del 22 al 27 de julio)
Otra herramienta muy indispensable en esta empresa es el molino, en donde se
muele todo el material que sali defectuoso por porosidad, por rebaba, exceso de
material o deformaciones al momento de inyectar el material.
En esta rea del molino se debe utilizar el equipo de seguridad adecuado como son
los tapones auditivos, ya que el golpeo es fuerte y de tal manera puede afectar los
odos de quien opere esta mquina.
Aqu se re trabaja el material y por eso es de suma importancia tener el molino en
ptimas condiciones para cuando se requiera de ms material o por si se agota el
que se tiene para trabajar.
El primer paso para realizar el mantenimiento al molino es, quitar la guarda que
protege que tambin es llamada criba.
Despus de esto se aflojan los tornillos que contiene y se verifica si las cuchillas
estn en buen estado o si an tienen filo para hacer bien el trabajo de moler el
material.
FIGURA 23: GUARDA DE MOLINO.
45
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Una vez verificado el estado de cuchillas y de la criba se vuelve a armar de tal
manera que quede bien ajustado.
FIGURA 24: CUCHILLAS DE MOLINO.
Por otro lado tambin se debe verificar el amperaje del motor e inspeccionar el
tensado de las bandas que van ligadas al motor de operacin.
Adems de tambin corregir los daos que pidieran traer los contactos principales
como cables pelones o sin aislar.
Como son tareas que se pueden lograr en 2 o 3 das los dems das se utilizaron
para comprender el proceso de una maquina (roladora) que aunque ya tena tiempo
estando en esta empresa, se encontraba en paro total por la falta de un
mantenimiento a tiempo, hasta que al fin se lleg a la reparacin mediante un
outsourcing.
FIGURA 25: ROLADORA
FIGURA 26: TROQUELADORA
46
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
11.-Capacitacin a personal de produccin sobre mantenimiento autnomo y
medidas de seguridad Evaluacin (semana 13 del 28 de julio al 2 de agosto)
Esta tarea se logr mediante la ayuda y la cooperacin del personal que se
encuentra laborando en esta empresa, y se vio el inters de todo el personal.
Adems de contar con la colaboracin de los departamentos de produccin,
mantenimiento y calidad en donde se tena como objetivo brindar una breve
induccin hacia medidas de seguridad, tales como son el uso adecuado del equipo
de seguridad.
En donde se plantearon las posibles consecuencias si no se hace un uso debido de
este equipo.
Por otro lado tambin conocer la sealtica que se encuentra dentro de empresa y
conocer las puertas de emergencia como el uso y colocacin de los extintores.
Por lo tanto se dio una breve explicacin sobre la importancia de mantener la
mquina y el rea de trabajo en condiciones limpias, ya que esto tambin reduce los
accidentes y hace que la mquina tenga una mejor presentacin y tal vez un mejor
funcionamiento.
Esta tarea se consum en dos breves platicas de 20 min durante esta semana el
tiempo sobrante se utiliz para conocer un poco ms a detalle el proceso de
produccin de rooller , en donde se nos dio la tarea de colaborar y ser un operador
por un poco tiempo.
47
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
12.-Evaluacion (semana 14 del 4 al 9 de agosto)
En esta actividad se realiz la evaluacin sobre el proyecto realizado en la empresa,
donde con la ayuda del asesor industrial y la cooperacin del gerente general se
explic a detalle los puntos ms importantes de dicho proyecto.
En donde tras una breve explicacin y un anlisis por parte de las dos autoridades
de esta empresa dieron sus puntos de vista sobre este proyecto en donde tambin
existi una retroalimentacin para poder mejor este proyecto.
Adems de hacer los trmites finales para poder liberar esta estada que sirvi de
mucho, puesto que se reforzaron conocimientos adems de aprender en vida real la
teora que se daba en la universidad tecnolgica.
48
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
6 PRESENTACIN Y DISCUSIN DE RESULTADOS
RESULTADOS GENERALES.
Una vez aprendiendo las actividades de mantenimiento preventivo hacia una
mquina moldeadora, se realizaron algunos formatos sobre las posibles actividades
que deben llevar, y as llevar un control sobre las actividades y fallas de la mquina.
ORDEN DE TRABAJO PREVENTIVO A MAQUINA DE INYECCIN
FOLIO_______________ FECHA DE EMISIN_____________
ELABORO_________________RESPONSABLE DE REVISIN_______________
FECHA COMPROMISO DE ENTREGA________________
MQUINA______________
SISTEMA
CONDICION
HIDRAULICO
INICIAL
Nivel
CONDICION FINAL
REFACCIONES
OBSERVACIONES
USADAS
condiciones
de
aceite
Dializado
Limpieza de filtros
Limpieza
de
tanque
Lugar y fugas de
aceite
Presin
de
la
bomba
Presin
del
sistema
Presin
de
grapado
Presin de carga
Temperatura
de
aceite
Presin
de
inyeccin
DA Y HORA DE INICIO_____________________
DIA Y HORA DE TERMINO______________
49
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
ORDEN DE TRABAJO PREVENTIVO A MAQUINA DE INYECCIN
FOLIO_______________ FECHA DE EMISIN_____________
ELABORO_________________RESPONSABLE DE REVISIN_________________
FECHA COMPROMISO DE ENTREGA________________
MQUINA______________
SISTEMA
CONDICION
CONDICION
REFACCIONES
MECANICO
INICIAL
FINAL
USADAS
OBSERVACIONES
Estado de bujes y
barras.
Engrasado
lubricacin
Nivelacin de la
mquina.
Nivelacin
de
unidad
de
inyeccin.
Centrado
de
unidad
la
de
inyeccin.
Acoplamiento
motor-bomba.
Acoplamiento
motor
hidrulico-
bomba.
Ruidos en baleros
motor y cople.
Barillas,tuercas,y
fijado
transductores.
Fijacin
de
la
tolva.
DIA Y HORA DE INICIO_____________________
DIA Y HORA DE TERMINO__________________
50
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
ORDEN DE TRABAJO PREVENTIVO A MAQUINA DE INYECCION
FOLIO_______________ FECHA DE EMISION_____________
ELABORO_________________RESPONSABLE DE REVISIN________________
FECHA COMPROMISO DE ENTREGA________________
MQUINA______________
SISTEMA
CONDICION
CONDICION
REFACCIONES
ENFRIAMIENTO
INICIAL
FINAL
USADAS
Temperatura
en
OBSERVACIONES
la
entrada y salida de
torre
Temperatura
en
la
entrada y salida de
chiller
Flujo del agua en la
garganta del can
Fugas de agua por
conductos
de
maquina
En mquina, flujo en
intercambiador(torre)
En mquina, flujo en
manifuld(chiller)
DIA Y HORA DE INICIO_____________________
DIA Y HORA DE TERMINO__________________
51
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
ORDEN DE TRABAJO PREVENTIVO A MAQUINA DE INYECCION
FOLIO_______________ FECHA DE EMISION_____________
ELABORO_________________RESPONSABLE DE REVISION________________
FECHA COMPROMISO DE ENTREGA________________
MQUINA______________
SISTEMA
CONDICION
CONDICION
REFACCIONES
ELCTRICO
INICIAL
FINAL
USADAS
Amperaje
OBSERVACIONES
de
motor
Amperaje
de
inyeccin
Amperaje
en
carga
Amperaje
en
zonas
de
calefaccin
Micros y levas
Calibracin del
protector
trmico
del
motor
Torque
en
clemas
contactos
Voltaje
maquina
de
220
AC y 24 volts
DC
Voltaje
con
neutro
Cableado
transductores
y
estado
de
52
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
pines
(antecedente)
Limpieza
tablero
del
con
dielectrol
sopleteado
30 psi
DIA Y HORA DE INICIO_____________________
DIA Y HORA DE TERMINO__________________
53
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
ORDEN DE TRABAJO PREVENTIVO A MAQUINA DE INYECCIN
FOLIO_______________ FECHA DE EMISIN_____________
ELABORO_________________RESPONSABLE DE REVISIN________________
FECHA COMPROMISO DE ENTREGA________________
MQUINA______________
SISTEMA
CONDICION
CONDICION
REFACCIONES
NEMTICO
INICIAL
FINAL
USADAS
OBSERVACIONES
Estado de la
manguera
vlvula de aire
Fugas de aire
Electrovlvula
5
vas
en
maquina
Filtro FRL
DIA Y HORA DE INICIO_____________________
DIA Y HORA DE TERMINO__________________
54
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
ORDEN DE TRABAJO PREVENTIVO A MAQUINA DE INYECCIN
FOLIO_______________ FECHA DE EMISIN_____________
ELABORO_________________RESPONSABLE DE REVISIN________________
FECHA COMPROMISO DE ENTREGA________________
MQUINA______________
SISTEMA
CONDICION
CONDICION
REFACCIONES
LUBRICACION
INICIAL
FINAL
USADAS
Lubricacin
engrase
OBSERVACIONES
y
en
puntos
especficos
de
maquina
Nivel de aceite
en reductores(si
aplica)
DIA Y HORA DE INICIO_____________________
DIA Y HORA DE TERMINO__________________
55
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Despus de haber empleado todas las tareas asignadas, esto arrojo como resultado
grandes ventajas para la empresa y as comprobar que el mantenimiento que se
realiz se hizo de tal forma que no perjudicara la produccin.
Se mostraran algunas graficas sobre la produccin echa en un lapso de 4 meses
donde se vern reflejados los resultados de estas tareas.
FECHA
PRODUCTO
ACEPTADO
14/05/2013 1936 piezas
15/05/2013 3310 piezas
16/05/2013 4250 piezas
02/07/2013 4878 piezas
05/07/2013 4914 piezas
24/07/2013 5661 piezas
TABLA 1: PRODUCCIN EN UN LAPSO DE 4 MESES.
DIAL PLATE
DIAL PLATE
1936
piezas
3310
piezas
4250
piezas
4878
piezas
4914
piezas
5661
piezas
GRAFICA 1: RESULTADOS DE LA PRODUCCIN.
En la grfica anterior se puede observar las piezas realizadas por un turno trabajado
de 8 horas.
56
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
FECHA
2013
PRODUCTO
ACEPTADO
22/05/2013 1946 piezas
23/05/2013 2663 piezas
05/07/2013 3456 piezas
08/07/2013 3500 piezas
09/07/2013 3908 piezas
TABLA 2: PRODUCCIN DE SWITCH HANDLE.
SWITCH HANDLE
SWITCH HANDLE
1946 piezas 2663 piezas 3456 piezas 3500 piezas 3908 piezas
GRAFICA 2: RESULTADOS DE PRODUCCIN DE SWITCH HANDLE.
En esta grfica podemos observar la mejora en cuanto a piezas se refiere, existi un
incremento en la produccin por piezas, esto tambin en un lapso de 4 meses de
pedidos, aunque este producto no se fabrique diariamente podemos ver en la tabla
las fechas en las que se realiz esta produccin y aun as existe un mnimo
incremento.
57
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
FECHA
2013
PRODUCTO
ACEPTADO
01/05/2013 110 PIEZAS
02/05/2013 142 PIEZAS
04/05/2013 400 PIEZAS
08/05/2013 410 PIEZAS
13/05/2013 550 PIEZAS
27/06/2013 707 PIEZAS
28/06/2013 780 PIEZAS
01/07/2013 800 PIEZAS
02/07/2013 896 PIEZAS
03/07/2013 963 PIEZAS
24/07/2013 1040 PIEZAS
01/08/2013 1230 PIEZAS
TABLA 3: PRODUCCIN DE HOOSTICK
HOOKSTICK
HOOKSTICK
GRAFICA 3: RESULTADOS DE PRODUCCIN (HOOSTICK)
En esta grafica podemos observar el nmero de piezas hechas en un turno normal
de 8 horas, en donde como en las grficas anteriores se ven los resultados de mayor
produccin, aunque sean mnimos se comprob, que realizando un mantenimiento
preventivo se puede tener una mejor eficiencia de los equipos.
58
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Resultados particulares
ASPECTOS QUE DIFICULTARON EL DESARROLLO DEL PROYECTO.
La estada se realiz en el rea de produccin, en dnde se encontraron algunas
anomalas como; algo de suciedad, las mquinas no se encontraban distribuidas de
tal manera que no se vieran amontonadas, algunas mquinas no contaban con la
seal tica adecuada para ser operadas, el personal que ah labora no cuenta con el
equipo de seguridad adecuado para laborar en dicha empresa.
Aunque el lugar es muy amplio no cuenta con las medidas de seguridad adecuadas
tanto para la misma empresa como tanto para los operadores.
Adems de contar con alrededor de 13 mquinas moldeadoras solo estn en
funcionamiento 7 mquinas en las cuales algunas tienen contactos sueltos o los
cables se encuentran sin aislar.
59
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
7 CONCLUSIONES Y RECOMENDACIONES
CONCLUSIN GENERAL.
Hoy en da la demanda de la industria est creciendo a pasos agigantados y es por
eso que se estn abriendo nuevos caminos y ms oportunidad de crecimiento para
las micro, pequeas y medianas empresas.
Adems de que cada da llegan ms empresas para instalarse en nuestro estado y
as poder brindar nuevas oportunidades de trabajo para los habitantes de este
estado.
Es por eso que la tecnologa est avanzando y creciendo de una forma sorprendente
de tal manera las empresas por ms pequeas que sean, tienen que innovar las
estrategias para poder ser competentes en este mbito.
En donde el departamento de mantenimiento es de suma importancia para una
empresa, ya que gracias a dicho departamento una empresa puede salir a flote o
simplemente quedarse en la bancarrota, todo esto de la mano de los dems
departamentos que existe en una empresa.
Por otra parte durante la estancia en Inyexsa se aprendieron nuevos conocimientos
y se enriqueci los conocimientos que ya se tenan a la vez de un trabajo en equipo
que es de suma importancia para que la produccin incremente para beneficio de
todos.
60
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Recomendaciones
Realizar el mantenimiento adecuadamente, adems de llevar un control
estadstico sobre los paros y el nmero de piezas realizadas en un turno.
Realizar el mantenimiento en las fechas indicadas.
Buscar la participacin de todo el personal para buscar un bien comn.
Tener la organizacin y plantear un objetivo para saber hasta dnde
queremos llegar.
Implementar programas de capacitacin constante tanto para el personal de
mantenimiento como para el de produccin.
61
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
8 REFERENCIAS BIBLIOGRFICAS
Teora y Prctica del Mantenimiento industrial. F. Monchy.
-Manual de mantenimiento de instalaciones industriales. A. Baldin
-Gestin del Mantenimiento. Francis Boucly. AENOR (1998)
Materiales plsticos Dr.Boy.(1999)
Manual de operaciones Boy 50 3 Dr.Boy(1999)
62
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
9 ANEXOS
9.1.-MANUAL PARA DESMONTAJE Y MONTAJE DE MOLDES
EQUIPO DE SEGURIDAD: zapato industrial
INTRODUCCIN:
El desmontaje y montaje de moles consta de unos pasos muy sencillos, pero si no
son llevados correctamente pueden ocasionar muchos accidentes, tanto que el
molde se caiga y se pueda daar, como puede caerle encima al operador que
realiza esta actividad o a otros involucrados.
Adems de contar el equipo y la herramienta en buen estado y con buen
mantenimiento.
A continuacin los pasos para actividad:
1.-Antes de empezar esta actividad, debemos asegurarnos de que el molde a
desmontar debe estar completamente cerrado, para esto checamos visualmente, en
caso de no estar as, debemos proceder a cerrar molde .En caso de que se
encuentre completamente cerrado pasar al punto
En este caso el molde se encuentra abierto, obsrvese fig.01.
fig.01molde abierto
63
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
2.-Los pasos para cerrar el molde son sencillos conociendo o no la maquinaria con
este manual, lo primero es accionar el interruptor de la maquina en panel de
interruptores. (fig. 02).
En caso de no saber dnde se encuentra el panel de interruptores preguntar a un
operario.
El interruptor a accionar depende del nmero de la maquina a prender en este caso
la mquina en la que est montado nuestro molde es la B 504. Obsrvese IMG. 03.
Nmero de mquina
64
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Interruptor de
mquina de
molde
fig.02
El interruptor se acciona de izquierda a derecha, como lo muestra la fig. 04
(interruptor encendido).
Encender a derecha
fig.04
65
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
3.- Ya encendida nuestra mquina, procedemos a encender el motor de nuestra
mquina que nos permitira poder mover el molde para abrirlo.
Accionamos el boton de motor para encenderlo, se encuentra en el panel de control
de nuestra mquina fig. 05.
fig. 05
el boton en color VERDE es para encender el motor de la mquina, mientras que el
boton ROJO es para apagar el mismo motor.
4.- Ahora en el panel de control pondremos la mquina en modo manual, ya que
siempre que la encedemos esta en paro (Ifig. 06).
66
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Mquina activada en
modo PARO
cuenta con una luz
de accionamiento
fig. 06
Para cambiar nuestra mquina en modo manual, solo debemos presionar el botn
de MODO MANUAL, como lo muestra la fig. 06.5
Boton de MODO
MANUAL accionado
fig. 06.5
67
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
5.- El siguiente paso es operar la mquina para que abra el molde, como nuestro
molde est abierto, esta accionado un botn que es para abrir molde (fig. 07), como
el molde lo deseamos cerrar presionaremos el botn de cerrar molde (fig. 08)
obsrvese que cuando el molde est cerrado este botn accionara una luz.
fig. 07
fig. 08
6.-Cuando nuestro molde este cerrado (fig. 09), apagamos el motor de la mquina
(BOTON ROJO) y despus procedemos a abrir la compuerta de la maquina (fig. 10),
una vez abierta la compuerta, empezar a desatornillar los tornillos de las bridas, de
la placa mvil del molde (fig.11).
68
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
C
m
fig
Ubicacin de bridas
fig.11
69
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
7.-Una vez identificando los tornillos de las bridas que sujetan nuestra placa mvil
del molde, en este caso usaremos una llave inglesa de 15/16 (fig.12), ya que la
medida que tienen los tornillos en todas las platinas de las mquinas de la empresa
es la misma.
Medida de Llave inglesa
Llave inglesa
fig.12
8.-Empezamos a retirar cada una de las bridas que sujetan nuestra placa mvil
(fig.13) la forma para retirar los tornillos es en sentido contrario a las manecillas del
reloj. Que por lo general siempre son 4, las cuales se ponen en cada esquina para
sujetar la misma placa.
fig.13
9.-Una vez retirados las cuatro bridas de ambos lados de la placa mvil
(fig.14).procedemos a quitar el esparrago, que es una especie de varilla que se
atornilla en la parte trasera del molde (fig.15), para quitar esta barrilla sujetada con
turcas, utilizaremos una llave inglesa de 7/8 (fig.16) y la retiraremos las dos turcas
que se sujetan a una especie de dado, OJO no abrir el molde sin quitar el esparrago,
ya que, este est atornillado al molde y podra jalarlo a la hora de abrir el molde, y
ocasionar una cada del mismo y daarlo.
70
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Bridas retiradas
fig. 14
Placa mvil sin ninguna
sujecin de bridas
Ubicacin de esparrago
fig. 15
Tuercas a retirar del esparrago
fig. 16
Retirar ambas tuercas del
esparrago
71
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Ayuda visual
10-. Una vez retiradas las tuercas del esparrago, procedemos a encender
nuevamente el motor de la mquina, presionando el botn verde, y presionando el
botn abrir molde en el panel de control. Revisar (fig.17) y (fig.18).
fig. 18 botn para abrir molde
fig. 17 botn para encender motor
72
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
11.- Una vez, abierto el molde, quedara de la siguiente manera (fig. 19), despus,
desatornillaremos el esparrago con una llave de presin (fig.20).
fig. 19
fig. 20
Llave de presin
12.- Retirado el esparrago, como lo muestra la imagen (fig.21), lo que sigue es
atornillar en la parte superior de nuestro molde (fig. 22) una herramienta llamada
cncamo de 1/2 (fig.23) que nos servir para poder mover nuestro molde con una
gra, u otra herramienta para cargar materiales.
esparrago
fig. 21
Ubicacin
para
atornillar
cncamo
fig. 23
73
fig. 22
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
13.-Atornillado nuestro cncamo en el molde, lo que tenemos que hacer es cerrar la
llaves del enfriamiento de nuestro molde (fig.24), a un costado de nuestra mquina,
giramos las llaves de manera horizontal para cerrarlas (fig.25).Este paso se debe
hacer antes de empezar a levantar el molde con la gra, en caso de que cuente con
este enfriamiento.
fig. 24 ubicaciones de llaves de enfriamiento
fig. 25
Llaves abiertas
llaves cerradas
14.- Cerradas las llaves de paso de enfriamiento, quitamos las que se encuentran en
la parte de abajo de nuestro molde (fig.26), estas mangueras tienen una especie de
conexin, que necesitamos bajar primero la primera rosca (fig.27) y despus la
manguera completa (fig.27.5).
fig. 26 ubicacin de mangueras
de enfriamiento
fig. 27 primero bajar la primera
rosca y despus la manguera al
mismo tiempo
fig. 27.5
Imagen con las mangueras de
enfriamiento retiradas
74
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
15.-Ahora, traeremos la mquina, que nos servir para elevar nuestro molde y
poderlo retirar (fig.28), una vez colocada nuestra maquina en posicin, y colocamos
en gancho en el cncamo, y empezamos a levantar poco a poco, hasta que quede
tenso la cadena, (fig.29) esto es, para que cuando el molde quede completamente
en la gra, este no se caiga, por gravedad.
fig. 28 gra para elevar molde
fig. 29 la cadena est completamente tensa
16.-El siguiente paso, es quitar las bridas de la placa fija del molde (fig.30) para
poder retralo de la platina y poder elevarlo. Una vez elevado necesitaremos el
apoyo de un patn (fig. 31) para poder transportarlo al rea de molde, ya que son
moldes muy pesados, que pueden causar accidentes si se cargan.
fig. 30
fig. 31
75
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
9.2.-MANUAL LIMPIEZA DE MOLDES
EQUIPO DE SEGURIDAD: zapato industrial
INTRODUCCIN
La limpieza es algo muy importante, ya que mantendr en una perfecta operacin
nuestro molde, y no tendremos ningn problema con este, adems de que con la
limpieza y mantenimiento, evitaremos paros en innecesarios, y le daremos ms
tiempo de vida a nuestro molde.
A continuacin se enumeran los paso para la limpieza y lubricacin de la parte
corazn, as como las reas de cierre para el molde, ya que utiliza un mtodo de
cierre forma, esto quiere decir que al momento de cerrar, la placa fija acciona unos
componentes en la placa mvil, que al cerrar le da la forma en una parte de la pieza.
1.- Uno de los principales paso para la limpieza de un molde, es separar placa fija y
placa mvil, en este caso de nuestro molde que elabora la pieza de HOSTICK,
separamos ambas partes (fig.40).en este caso como es un molde de gran tamao se
usan otras herramientas como martillos de goma, o varillas de bronce, esto para no
daar el acabado del molde.
Fig. 40
76
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
2.- Una vez, separado nuestro molde empezamos a limpiar la placa fija, esto para
hacer ms rpida una limpieza de nuestras placas ya que la parte mvil es la que
contiene gran cantidad de piezas, y si tratamos de hacer limpieza a las dos placas,
podramos olvidar del lugar donde iban nuestras partes.
Los materiales que utilizaremos para la limpieza de nuestro molde sern:
Fibra para limpiar,
Trapos limpios,
Tinher,
Alguna punta de bronce y
Grasa automotriz o para rodamientos.
3.- Empezamos a quitar toda la grasa seca de nuestra placa fija, esto lo hacemos
aadiendo un poco de tinher a nuestro trapo limpio, y empezamos a frotar el trapo
por toda la parte del corazn de la placa fija. (fig. 41)
Fig. 41
Ya habiendo quitado todo el exceso de grasa seca y residuos de material, de
nuestra placa fija, en todas las esquinas con la punta de bronce quitamos esos
residuos que hayan quedado. (fig. 42)
77
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
Fig. 42
4.- Ahora seguimos a darle una pasada con la fibra, para arrancar todo el xido que
se tenga, as como material que el tinher no pudo retirar. (fig. 43)
Fig. 42
Comparacin
Antes
Despus
78
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
5.-Una vez limpiada la placa fija, seguimos a limpiar la placa mvil, para esto primero
debemos de desensamblar lo que son las placas laterales, para poder retirar
despus las placas de las cavidades. Obsrvese fig.43
Llave que ocuparemos medida
de llaves hallen estndar
Barras laterales
sujetas con tornillos
hallen
Fig. 43
6.-Empezamos a retirar cada uno de los tornillos hallen, colocndolos en un lugar
donde no se nos puedan perder. Obsrvese fig. 44.
En la fig. 45 se muestra como se deber retirar cuidadosamente l placa, para evitar
algunos golpes en esta pieza.
Obsrvese que el
tornillo se retira
de derecha a
izquierda
Fig. 44
Fig. 46
Fig. 45
En la fig. 46 se
muestra como
queda la barra ya
retirada de la
placa
79
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
7.- De la misma manera quitamos la segunda placa que sujeta al corazn de nuestro
molde, una vez retiradas ambas placas, obsrvese fig. 47. Las limpiaremos con un
trapo hmedo con tinher para retirar toda suciedad. Obsrvese fig. 48, una vez
limpiadas con tinher les damos una pasada con la fibra para que se le caiga todo
sobrante por completo. Observes fig. 49
Obsrvese fig. 50, donde se muestra las barras laterales limpias.
Fig. 47
Fig. 48
Fig. 49
Fig. 50
80
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
8.- Ya retiradas las primeras placas laterales del molde, tendremos que quitar los
resortes que se encuentran en la parte de arriba del mismo molde. Obsrvese fig.
51,
Para esto usaremos una llave de medida para poder quitar las tuercas que hacen
presin en estos resortes. Fig. 52
Resortes a retirar
Fig. 51
Fig. 52
9.-Una vez retirados estos resortes, retiramos con mucho cuidado el corazn que le
da la forma a la pieza, al cual le quitamos ambas barras laterales, fig. 53 y obsrvese
placa corazn. Fig. 54
Placa corazn
Fig. 54
Fig. 53
81
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
10.- Retirada nuestra primera placa corazn, al igual que las dems piezas, las
limpiaremos primero con un trapo hmedo con tinher, y despus con la fibra,
obsrvese fig. 55, placa corazn limpia.
Fig. 53
11.- De la misma manera retiramos la otra placa lateral y la segunda placa corazn,
solo que en la segunda placa no retiraremos resortes debido a que esta no contiene
por ser la parte baja del molde.
En la sig. Fig 54 se muestra la placa mvil sin placas laterales ni placas corazn.
Fig. 54
82
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
12.- Para limpiar esta placa es lo mismo, limpiaremos con un trapo hmedo en
tinher, Fig. 55, y despus con la fibra.
Placa completamente limpia fig. 55.
Fig. 55
Fig. 54
13.-Ahora el siguiente paso que haremos, ser engrasar las partes de
desplazamiento de nuestras piezas que son las placas laterales, obsrvese fig. 56.
Adems de tambin engrasar la placa donde irn ensambladas las placas corazones
para poder cerrar correctamente a la hora de inyectar material Y estar utilizndolo.
Obsrvese fig. 57.
Fig. 56
Fig. 57
83
Realizacin y aprendizaje de programa de mantenimiento
preventivo a mquina inyectora.
2013
14.- Ensamblaremos al contrario que desensamblamos las partes, empezando a
poner la segunda placa corazn y poniendo las placas laterales. Obsrvese fig. 58.
Fig. 58
15.-Una vez ensambladas todas las barras laterales y los corazones correctamente,
seguiremos a poner lo que fueron los resortes para esto utilizarnos la misma medida
de llave, obsrvese fig. 59.
Fig. 58
16.-Por ltimo ensamblamos placa fija con placa mvil.
84
Das könnte Ihnen auch gefallen
- Cápitulo 2 Maquina de Moldeo Por InyecciónDokument18 SeitenCápitulo 2 Maquina de Moldeo Por InyecciónJonathan100% (1)
- Maquina de InyeccionDokument36 SeitenMaquina de InyeccionCecyTec Plantel La Concha100% (2)
- Proyecto de AUTOMATIZACION A INYECTORADokument11 SeitenProyecto de AUTOMATIZACION A INYECTORAVERONICA ISABEL MIRANDA CRAVIOTONoch keine Bewertungen
- Lab 4. Inyeccion de PlasticosDokument18 SeitenLab 4. Inyeccion de PlasticosEfrain MachacaNoch keine Bewertungen
- Extrusión de Plásticos.Dokument6 SeitenExtrusión de Plásticos.Jhon S.dNoch keine Bewertungen
- El Mantenimiento Preventivo de La Máquina de Inyección Está Diseñado para La Inspección y Revisión de Las Condiciones de La MáquinaDokument5 SeitenEl Mantenimiento Preventivo de La Máquina de Inyección Está Diseñado para La Inspección y Revisión de Las Condiciones de La MáquinaSimon PeraltaNoch keine Bewertungen
- Inyectora MulticolorDokument7 SeitenInyectora Multicolorsoufi1Noch keine Bewertungen
- 2.1 Jerarquizqción de Los EquiposDokument17 Seiten2.1 Jerarquizqción de Los EquiposCarlosSad100% (1)
- Extrusion y Soplado de PolimerosDokument7 SeitenExtrusion y Soplado de PolimerosJhonatan MontalvoNoch keine Bewertungen
- Tema 6 Calculo de La Fuerza de Cierre de Moldes PDFDokument10 SeitenTema 6 Calculo de La Fuerza de Cierre de Moldes PDFJose Antonio Neciosup CabanillasNoch keine Bewertungen
- Plan de MantenimientoDokument26 SeitenPlan de MantenimientoDaniel Alejandro Resendez CabelloNoch keine Bewertungen
- Reporte para La Fresadora CNCDokument15 SeitenReporte para La Fresadora CNCErnestoNoch keine Bewertungen
- Datos Sobre Presion de Inyeccion y de CierreDokument4 SeitenDatos Sobre Presion de Inyeccion y de CierreSebastian R RomeroNoch keine Bewertungen
- Moldeo Por Inyeccion Examen OposicionDokument10 SeitenMoldeo Por Inyeccion Examen OposicionLuis Mendoza PintoNoch keine Bewertungen
- Diseño y Construccion de Una Maquina Embolsadora PDFDokument12 SeitenDiseño y Construccion de Una Maquina Embolsadora PDFMartin CépedaNoch keine Bewertungen
- Moldeo Por Inyeccion Control Del Proceso PDFDokument7 SeitenMoldeo Por Inyeccion Control Del Proceso PDFJonnathan TorrealbaNoch keine Bewertungen
- Tiempo Estandar, Equilibrio y GanttDokument33 SeitenTiempo Estandar, Equilibrio y GanttJefry SaavedraNoch keine Bewertungen
- Arburg Customer Training Mexico 680775 Es MXDokument24 SeitenArburg Customer Training Mexico 680775 Es MXManuelNoch keine Bewertungen
- Plan de Mantenimiento Inyectora - IDokument9 SeitenPlan de Mantenimiento Inyectora - Idgeio100% (1)
- OpmaqsopDokument95 SeitenOpmaqsopsintoros1Noch keine Bewertungen
- TesisDokument122 SeitenTesismayracecyNoch keine Bewertungen
- Proyecto Hoja de Vida de Un Equipo SenaDokument3 SeitenProyecto Hoja de Vida de Un Equipo Senadaniel eduardo pineda diazNoch keine Bewertungen
- Manual Mezcladora MRHP 1700 OptimoDokument48 SeitenManual Mezcladora MRHP 1700 OptimoAlvaro VillabonaNoch keine Bewertungen
- Mover Cajas en CosimirDokument15 SeitenMover Cajas en CosimirAbraham ZavalaNoch keine Bewertungen
- Inyeccion de PlasticosDokument24 SeitenInyeccion de PlasticosAbraham TaboadaNoch keine Bewertungen
- Maquinas DispensadorasDokument42 SeitenMaquinas DispensadorasJenn Rcinos63% (8)
- Ciclo 2 PDFDokument148 SeitenCiclo 2 PDFDiego Andres Diaz Cuervo100% (1)
- Programación de Máquinas de CNC Con Códigos GDokument9 SeitenProgramación de Máquinas de CNC Con Códigos GPedro Hinojosa RosalesNoch keine Bewertungen
- Montaje y Desmontaje de MoldeDokument2 SeitenMontaje y Desmontaje de MoldeCesar Cejudo100% (1)
- Memorias Fuerza de Cierre PDFDokument14 SeitenMemorias Fuerza de Cierre PDFANDRÉS FELIPE TORRES RECALDENoch keine Bewertungen
- Moldeo Por InyeccionDokument4 SeitenMoldeo Por InyeccionIVANCHUNoch keine Bewertungen
- Rotomoldeo Cap 04 BajaDokument14 SeitenRotomoldeo Cap 04 BajaPombo SantiagoNoch keine Bewertungen
- Guía de Soluciones de Problemas para Moldeo Por Inyección PLENCO PDFDokument3 SeitenGuía de Soluciones de Problemas para Moldeo Por Inyección PLENCO PDFSoopNoch keine Bewertungen
- Insertos para TornoDokument5 SeitenInsertos para TornoIsmael Fg100% (1)
- Inyectora de PlasticoDokument3 SeitenInyectora de PlasticoJaimeVp50% (2)
- TermoformadoDokument44 SeitenTermoformadoJenniffer QuinteroNoch keine Bewertungen
- Manual de Una Maquina de Inyeccion de PlasticoDokument38 SeitenManual de Una Maquina de Inyeccion de PlasticoLuis Manuel Càrdenas GarcìaNoch keine Bewertungen
- Optimizacion Gestion Mantenimiento Superintendencia Basado Mantenimientos PreventivosDokument135 SeitenOptimizacion Gestion Mantenimiento Superintendencia Basado Mantenimientos PreventivosYuleangi JimenezNoch keine Bewertungen
- Transportadores de RodillosDokument12 SeitenTransportadores de RodillosHANNIANoch keine Bewertungen
- Tecnología de Los Plásticos - Inyeccion de Materiales Plasticos IIDokument86 SeitenTecnología de Los Plásticos - Inyeccion de Materiales Plasticos IIErnesto GheerNoch keine Bewertungen
- Maquinaria PlasticoDokument34 SeitenMaquinaria Plasticogiovas1Noch keine Bewertungen
- Plan de Mantenimiento de La Maquina de InyecciónDokument4 SeitenPlan de Mantenimiento de La Maquina de InyecciónJuank TorresNoch keine Bewertungen
- Sepro Máquina de InyecciónDokument79 SeitenSepro Máquina de InyecciónAarón DíazNoch keine Bewertungen
- Codigos M y GDokument3 SeitenCodigos M y GmarcoNoch keine Bewertungen
- PDF La PlegadoraDokument12 SeitenPDF La PlegadoraKeila Josefina Martinez ZarragaNoch keine Bewertungen
- Maquina LlenadoraDokument3 SeitenMaquina LlenadoraJoseluis RamosNoch keine Bewertungen
- Maquina Inyectora de PlasticosDokument17 SeitenMaquina Inyectora de Plasticosandressan93Noch keine Bewertungen
- Cad Cam CimDokument14 SeitenCad Cam Cimjose ramon melenciano britoNoch keine Bewertungen
- Manufactura FlexibleDokument4 SeitenManufactura FlexibleTtrraanneeOonneeNoch keine Bewertungen
- Codigos G - M CNCDokument6 SeitenCodigos G - M CNCyoucobaNoch keine Bewertungen
- Maquina Inyectora de PlasticoDokument7 SeitenMaquina Inyectora de PlasticoMaicooll JcmNoch keine Bewertungen
- Rotomoldeo FinalDokument27 SeitenRotomoldeo FinalYair XrNoch keine Bewertungen
- Costeo de Piezas Plásticas Moldeadas Por InyecciónDokument4 SeitenCosteo de Piezas Plásticas Moldeadas Por InyecciónJosé Andres Duarte QuinteroNoch keine Bewertungen
- Taller 1 Formul Probls PL ADokument9 SeitenTaller 1 Formul Probls PL AadsdwdNoch keine Bewertungen
- Variador LenzeDokument118 SeitenVariador LenzeBrodka2Noch keine Bewertungen
- Màquina Inyectora Van DornDokument1 SeiteMàquina Inyectora Van Dornsoufi1Noch keine Bewertungen
- Prototipo Automatizado para El Llenado y Tapado de Botellas de PlásticoDokument6 SeitenPrototipo Automatizado para El Llenado y Tapado de Botellas de Plásticojvc252915Noch keine Bewertungen
- Máquinas de Carrusel para RotomoldeoDokument5 SeitenMáquinas de Carrusel para RotomoldeoJose IzqdoNoch keine Bewertungen
- Tesis BasadaDokument98 SeitenTesis BasadaCary EncaladaNoch keine Bewertungen
- Modelo de Empresa para El Procesamiento de Productos Derivados de La Leche, para La Asociación de Municipios Cayaguanca en El Departamento de ChalatenangoDokument920 SeitenModelo de Empresa para El Procesamiento de Productos Derivados de La Leche, para La Asociación de Municipios Cayaguanca en El Departamento de ChalatenangoErick Alexander Ventura CruzNoch keine Bewertungen
- Cementación Provisional DefinitivaDokument11 SeitenCementación Provisional DefinitivaLidia Muñoz CastroNoch keine Bewertungen
- Botella ComestibleDokument3 SeitenBotella ComestibleJazmin CorreaNoch keine Bewertungen
- Recicla Tu Pet UnamDokument21 SeitenRecicla Tu Pet UnamjurjizadaNoch keine Bewertungen
- M A N U A L BASICO DE PINTURAS. VolumenDokument439 SeitenM A N U A L BASICO DE PINTURAS. VolumenWilson MoreiraNoch keine Bewertungen
- Exposición de Fibras 2Dokument25 SeitenExposición de Fibras 2FinaBustamanteNoch keine Bewertungen
- Informe de Tecnología de Los MaterialesDokument97 SeitenInforme de Tecnología de Los MaterialesNarjax100% (1)
- Ficha Tecnica Resina Cleartack® W-90Dokument2 SeitenFicha Tecnica Resina Cleartack® W-90Marco Palacios100% (1)
- Noguera William La Plastificación Del Mundo PDFDokument4 SeitenNoguera William La Plastificación Del Mundo PDFWilliam NogueraNoch keine Bewertungen
- Fibra ForteDokument65 SeitenFibra ForteJOHN FLORESNoch keine Bewertungen
- Catalogo SimonaDokument56 SeitenCatalogo SimonaAdriana HernandezNoch keine Bewertungen
- U 3 Alcanos - 2022Dokument39 SeitenU 3 Alcanos - 2022Franco Nahuel BenitezNoch keine Bewertungen
- Wilmer Linares PDFDokument30 SeitenWilmer Linares PDFAdrian Eseker0% (1)
- NF p90-308 Piscinas Mps-Icontec.Dokument40 SeitenNF p90-308 Piscinas Mps-Icontec.Juliet RomeroNoch keine Bewertungen
- CiatecDokument22 SeitenCiatecCesar Moreno LopezNoch keine Bewertungen
- Tema 5. Resinas FenólicasDokument4 SeitenTema 5. Resinas FenólicasBarbaraMVNoch keine Bewertungen
- Materiales CompuestosDokument39 SeitenMateriales CompuestosJair Andres Jaimes VillabonaNoch keine Bewertungen
- Proceso Industrial de Los PlásticosDokument17 SeitenProceso Industrial de Los PlásticosCecy Cruz CastilloNoch keine Bewertungen
- Ecoplatos. Fabricacion de Platos Biodegradables A Partir de Residuos de La Platanera.Dokument143 SeitenEcoplatos. Fabricacion de Platos Biodegradables A Partir de Residuos de La Platanera.Luz Díaz100% (1)
- Materiales de Ingeniería: Ing. Luis A. Alva ReyesDokument43 SeitenMateriales de Ingeniería: Ing. Luis A. Alva Reyesfernando dominguezcNoch keine Bewertungen
- Actividad de Laboratorio 4 PoliuretanoDokument5 SeitenActividad de Laboratorio 4 PoliuretanoDorys BedmolNoch keine Bewertungen
- Los TermoplasticosDokument18 SeitenLos Termoplasticosacor180Noch keine Bewertungen
- Elaboración de Aerogel Con ArcillasDokument6 SeitenElaboración de Aerogel Con ArcillasDanny VillamarinNoch keine Bewertungen
- 5-Análisis de Grupo Terminal FinalDokument25 Seiten5-Análisis de Grupo Terminal FinalLiliana ÁlvarezNoch keine Bewertungen
- Química P5Dokument10 SeitenQuímica P5oscar ortegaNoch keine Bewertungen
- Proceso de Fabricación Del Caucho NaturalDokument3 SeitenProceso de Fabricación Del Caucho NaturalvictoriaNoch keine Bewertungen
- Agentes AntiestaticosDokument6 SeitenAgentes AntiestaticosMaría RísquezNoch keine Bewertungen
- CEMENTOS EN ODONTOLOGÍAureña y KarlaDokument13 SeitenCEMENTOS EN ODONTOLOGÍAureña y Karlayuliana panquevaNoch keine Bewertungen
- Tesis Omar A Garza RDokument86 SeitenTesis Omar A Garza RJulio Cezar DiNoch keine Bewertungen
- 10 Quimica Del Gas Natural - Polimerizacion y Cloracion (Escrito)Dokument36 Seiten10 Quimica Del Gas Natural - Polimerizacion y Cloracion (Escrito)Josue Villa SaireNoch keine Bewertungen
- VULCANIZACIÓNDokument7 SeitenVULCANIZACIÓNLUCERONoch keine Bewertungen