Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Data Sheet No. 13.07 - 480 - 485 - 490 Safety Valve PDFDokument1 SeiteData Sheet No. 13.07 - 480 - 485 - 490 Safety Valve PDFGiftObionochieNoch keine Bewertungen
- Data Sheet No. 13.07 - 480 - 485 - 490 Safety Valve PDFDokument1 SeiteData Sheet No. 13.07 - 480 - 485 - 490 Safety Valve PDFGiftObionochieNoch keine Bewertungen
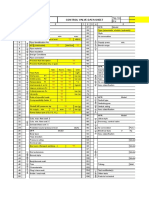
- Control Valve Data Sheet: Tag. NoDokument4 SeitenControl Valve Data Sheet: Tag. NoGiftObionochieNoch keine Bewertungen
- 01 RR Griswold 811 General BrochureDokument20 Seiten01 RR Griswold 811 General BrochureGiftObionochieNoch keine Bewertungen
- 2017PalisadeSydneyDanesh MandDokument21 Seiten2017PalisadeSydneyDanesh MandGiftObionochieNoch keine Bewertungen
- Residual Risk ReductionDokument9 SeitenResidual Risk ReductionGiftObionochieNoch keine Bewertungen
- 1wk Step6 PDFDokument68 Seiten1wk Step6 PDFGiftObionochieNoch keine Bewertungen
- BN-S-UC001B Checklist For The Mechanical Completion, Incl. Pre-Commissioning ActivitiesDokument13 SeitenBN-S-UC001B Checklist For The Mechanical Completion, Incl. Pre-Commissioning ActivitiesGiftObionochieNoch keine Bewertungen
- 5 6B 217Dokument10 Seiten5 6B 217GiftObionochieNoch keine Bewertungen
- CHP - G3512 - 555 KW 1200 RPM 12 G NOx - DM5209-02-EDokument3 SeitenCHP - G3512 - 555 KW 1200 RPM 12 G NOx - DM5209-02-ENimNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Man Who Named The CloudsDokument7 SeitenThe Man Who Named The Cloudsapi-302345936Noch keine Bewertungen
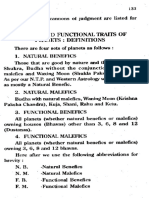
- New Techniques of Predictions # 1Dokument5 SeitenNew Techniques of Predictions # 1bhagathi nageswara raoNoch keine Bewertungen
- GRADE 8 3rd Quarter DLP in EnglishDokument484 SeitenGRADE 8 3rd Quarter DLP in EnglishJulius Salas100% (4)
- Apple Witness ListDokument30 SeitenApple Witness ListMikey CampbellNoch keine Bewertungen
- Cost Estimation and Specification of A Sewage Treatment PlantDokument16 SeitenCost Estimation and Specification of A Sewage Treatment Plantmsantosu000Noch keine Bewertungen
- ( (2004) Yamamuro & Wood) - Effect of Depositional Method On The Undrained Behavior and Microstructure of Sand With SiltDokument10 Seiten( (2004) Yamamuro & Wood) - Effect of Depositional Method On The Undrained Behavior and Microstructure of Sand With SiltLAM TRAN DONG KIEMNoch keine Bewertungen
- Barangay Labangon Shelter Plan: Group 6 Blackjacks Ar 3134 HousingDokument21 SeitenBarangay Labangon Shelter Plan: Group 6 Blackjacks Ar 3134 HousingGicelle SenoNoch keine Bewertungen
- Zoom and Re-Zoom Team ActivityDokument2 SeitenZoom and Re-Zoom Team ActivityWalshie28050% (1)
- Wartsila O Env Multi Stage Flash EvaporatorsDokument2 SeitenWartsila O Env Multi Stage Flash EvaporatorsRichard Periyanayagam0% (1)
- Usama Lab 6Dokument8 SeitenUsama Lab 6M mubeen riazNoch keine Bewertungen
- Extenso MeterDokument8 SeitenExtenso MeterVijayanandh Raja100% (1)
- 747Dokument12 Seiten747GurdevBaines100% (3)
- Final Report 2Dokument110 SeitenFinal Report 2Aftab AliNoch keine Bewertungen
- Post Covid StrategyDokument12 SeitenPost Covid Strategyadei667062Noch keine Bewertungen
- Life Evolution Universe Lecture Notes - AUCDokument45 SeitenLife Evolution Universe Lecture Notes - AUCAlejandro VerdeNoch keine Bewertungen
- Solutions Tutorial 6Dokument9 SeitenSolutions Tutorial 6Nur Aqilah Abdullah HashimNoch keine Bewertungen
- Series Portable Oscilloscopes: Keysight DSO1000A/BDokument15 SeitenSeries Portable Oscilloscopes: Keysight DSO1000A/BNestor CardenasNoch keine Bewertungen
- ENG-116: Branches of Linguistics: Books) .Farmer, A. K Demers, R. A. A Linguistics WorkbookDokument6 SeitenENG-116: Branches of Linguistics: Books) .Farmer, A. K Demers, R. A. A Linguistics WorkbookBILAL ZAFARNoch keine Bewertungen
- Ipcrf Core Values 2019 - FinalDokument23 SeitenIpcrf Core Values 2019 - FinalFrendelyn p. Gador100% (4)
- Merged DocumentDokument28 SeitenMerged DocumentJamirah Maha ShahinurNoch keine Bewertungen
- Engineers House Fire Fighting Course FP 01Dokument54 SeitenEngineers House Fire Fighting Course FP 01Muhammad ElbarbaryNoch keine Bewertungen
- Erich Segal Doctors PDFDokument2 SeitenErich Segal Doctors PDFAlicia13% (8)
- Industrial ReactorsDokument10 SeitenIndustrial ReactorssarahNoch keine Bewertungen
- FOCGB5 Rtest 1-6BDokument3 SeitenFOCGB5 Rtest 1-6BM-DNoch keine Bewertungen
- Shallow FoundationsDokument44 SeitenShallow FoundationsAjay SinghNoch keine Bewertungen
- PCI Express Test Spec Platform 3.0 06182013 TSDokument383 SeitenPCI Express Test Spec Platform 3.0 06182013 TSDeng XinNoch keine Bewertungen
- Introduction To Game Theory: Analysis of GamesDokument13 SeitenIntroduction To Game Theory: Analysis of GamesAoiNoch keine Bewertungen
- BSBPMG632 Manage Program RiskDokument221 SeitenBSBPMG632 Manage Program RiskgurpreetNoch keine Bewertungen
- Prepared For: Assignment On Workforce DiversityDokument28 SeitenPrepared For: Assignment On Workforce DiversityGolam RabbeNoch keine Bewertungen
- Digital Thermometer Using Arduino: Mini Project Report ONDokument5 SeitenDigital Thermometer Using Arduino: Mini Project Report ONNeha PintoNoch keine Bewertungen