Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Arcode Pit Entry Reset Procedure.V110.enDokument3 SeitenArcode Pit Entry Reset Procedure.V110.enAhmedNoch keine Bewertungen
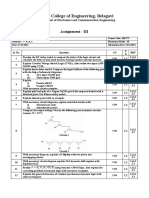
- Assignment III VLSIDokument2 SeitenAssignment III VLSIAkshaykumar PatilNoch keine Bewertungen
- Murdoch Open Showcase Calendar Final - Print PDFDokument176 SeitenMurdoch Open Showcase Calendar Final - Print PDFMurdoch Open Showcase 2020Noch keine Bewertungen
- Group 9 - DesignThinking & AI - AssignmentDokument13 SeitenGroup 9 - DesignThinking & AI - AssignmentNeha ButalaNoch keine Bewertungen
- Memory InterfacingDokument9 SeitenMemory InterfacingPiyush chaudhariNoch keine Bewertungen
- The Marketing Research ProcessDokument11 SeitenThe Marketing Research Processgeet_88100% (1)
- Lecture 1: Introduction: Technical Report Writing and Research MethodologyDokument38 SeitenLecture 1: Introduction: Technical Report Writing and Research MethodologyMuhammad AjmalNoch keine Bewertungen
- Design Grade 10Dokument140 SeitenDesign Grade 10Future Managers Pty Ltd40% (5)
- Modern ArchitectureDokument21 SeitenModern ArchitectureSruthi RadhakrishnanNoch keine Bewertungen
- Wholesale & Dropship Suppliers - SHDokument6 SeitenWholesale & Dropship Suppliers - SHAli HamzaNoch keine Bewertungen
- xc3000 Logic Cell Array FamilyDokument8 Seitenxc3000 Logic Cell Array FamilyRemo NamNoch keine Bewertungen
- SuperbizDokument11 SeitenSuperbizeng20072007Noch keine Bewertungen
- Experience Mapping: Adaptive Path'S Guide ToDokument27 SeitenExperience Mapping: Adaptive Path'S Guide Tophonon77Noch keine Bewertungen
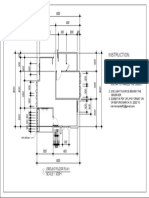
- Instruction:: SCALE 1: 100M 1 Ground Floor PlanDokument1 SeiteInstruction:: SCALE 1: 100M 1 Ground Floor PlanMark Lawrence MijaresNoch keine Bewertungen
- 282 - Ux Journey 1.3Dokument95 Seiten282 - Ux Journey 1.3Dimas FahrulNoch keine Bewertungen
- RWPD Theory Practical SeprateDokument134 SeitenRWPD Theory Practical SeprateManthan Panchal100% (1)
- Approaches To Changing Organizational Structure: The Effect of Drivers and CommunicationDokument7 SeitenApproaches To Changing Organizational Structure: The Effect of Drivers and CommunicationJessica GraciaNoch keine Bewertungen
- Vlsi Design Flow: RTL To GDS: Constraints IDokument231 SeitenVlsi Design Flow: RTL To GDS: Constraints IShrinidhi Mohan100% (1)
- Datasheet 701322 Tru Components Las1 Agq 22ze BL Tamper Proof Pushbutton 250 V Ac 5 A 2 X Onon Latch Blue Ip67 1 PcsDokument3 SeitenDatasheet 701322 Tru Components Las1 Agq 22ze BL Tamper Proof Pushbutton 250 V Ac 5 A 2 X Onon Latch Blue Ip67 1 PcsSamrandNoch keine Bewertungen
- Anderson, Adele., Pantouvaki, Sofia - Presence and Absence: The Performing BodyDokument181 SeitenAnderson, Adele., Pantouvaki, Sofia - Presence and Absence: The Performing BodyCameron GrahamNoch keine Bewertungen
- Riset Harga Kompetitor, Sabtu 23 Desember 2023Dokument16 SeitenRiset Harga Kompetitor, Sabtu 23 Desember 2023RaisNoch keine Bewertungen
- Eastern Mindoro College: Answer Sheet For Curriculum DevelopmentDokument4 SeitenEastern Mindoro College: Answer Sheet For Curriculum DevelopmentJaymar MagtibayNoch keine Bewertungen
- The Influence of Color On Purchasing Decisions Related To ProductDokument143 SeitenThe Influence of Color On Purchasing Decisions Related To ProductSai HarshaNoch keine Bewertungen
- BMM 4623 Mechanical System Design - Rev01 July 31, 2013Dokument6 SeitenBMM 4623 Mechanical System Design - Rev01 July 31, 2013huszsNoch keine Bewertungen
- KSA Part A - Draft 1.2 With AppendicesDokument233 SeitenKSA Part A - Draft 1.2 With Appendicesahmadgce04Noch keine Bewertungen
- Report - Curriculum Design and OrganizationDokument43 SeitenReport - Curriculum Design and OrganizationJanet Bela - Lapiz100% (6)
- Electrical Switches Required For A New Home - 2 BHK & 3 BHK - Blog@Eleczo - Reveal, Recommend, Ratings, Reviews of Electrical ProductsDokument10 SeitenElectrical Switches Required For A New Home - 2 BHK & 3 BHK - Blog@Eleczo - Reveal, Recommend, Ratings, Reviews of Electrical ProductsNavya SriNoch keine Bewertungen
- Open Pit Metals Module SummaryDokument19 SeitenOpen Pit Metals Module SummarypersianknightNoch keine Bewertungen
- Computer Studies Notes - Tsambe Structure-1Dokument151 SeitenComputer Studies Notes - Tsambe Structure-1Anashe DongoNoch keine Bewertungen
- Human Computer InterfaceDokument21 SeitenHuman Computer InterfaceAbdiyasin MohamedNoch keine Bewertungen