Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- A78857-2 2.21 Hydrostaticting Testing Standard - A5E3L0Dokument32 SeitenA78857-2 2.21 Hydrostaticting Testing Standard - A5E3L0susanwebNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Welding SymbolsDokument78 SeitenWelding Symbolsuttamtm100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- British Standards For WeldingDokument8 SeitenBritish Standards For Weldingsusanweb100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Us DM4 DLDokument38 SeitenUs DM4 DLBalan DanutNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Casting, Forming & WeldingDokument90 SeitenCasting, Forming & WeldingmahdiNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- PmiDokument6 SeitenPmiSai FujiwaraNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Dye Penetrant Inspection ProcedureDokument13 SeitenDye Penetrant Inspection ProcedureHafidzManaf100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- WTIA-TN07 Health and Safety in Welding PDFDokument148 SeitenWTIA-TN07 Health and Safety in Welding PDFMphilipTNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Magnetic Particle Inspection ProcedureDokument9 SeitenMagnetic Particle Inspection Procedurentah84100% (1)
- WeldingFumesGases 1990 PDFDokument38 SeitenWeldingFumesGases 1990 PDFsusanwebNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Positive Material Identification (Pmi)Dokument2 SeitenPositive Material Identification (Pmi)MurugadossRajendranNoch keine Bewertungen
- 484 Welding Guidelines For Design EngineersDokument4 Seiten484 Welding Guidelines For Design EngineersPham Song Hong100% (1)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- PMI Alloy Verification ProcedureDokument3 SeitenPMI Alloy Verification ProceduresusanwebNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- PMI ProcedureDokument7 SeitenPMI Procedureosito1214100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Schaeffler DiagramDokument1 SeiteSchaeffler Diagrambmdbmdbmd100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- What Is A Steel Casting Casting Process ASMDokument5 SeitenWhat Is A Steel Casting Casting Process ASMsusanwebNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Alternative To PWHT Temper Bead Welding by Walter J SperkoDokument64 SeitenThe Alternative To PWHT Temper Bead Welding by Walter J Sperkosusanweb100% (3)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- Weld Filler Metal SelectionDokument7 SeitenWeld Filler Metal SelectionsusanwebNoch keine Bewertungen
- Welding of Nickel AlloysDokument12 SeitenWelding of Nickel Alloysaj87_goswamiNoch keine Bewertungen
- Exploring Temper Bead Welding TechniquesDokument11 SeitenExploring Temper Bead Welding TechniquesvaseaNoch keine Bewertungen
- CON-03!03!22 Temper Bead Welding ProcedureDokument6 SeitenCON-03!03!22 Temper Bead Welding ProceduresusanwebNoch keine Bewertungen
- TGN-PE-02 Temper Bead WeldingDokument9 SeitenTGN-PE-02 Temper Bead WeldingNatrajiNoch keine Bewertungen
- Measurement and Numerical Prediction of Residual Stresses in Steel Welds Subject To Heat TreatmentDokument29 SeitenMeasurement and Numerical Prediction of Residual Stresses in Steel Welds Subject To Heat TreatmentsusanwebNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Welding Advanced Chromium Alloys for High-Temperature ServiceDokument5 SeitenWelding Advanced Chromium Alloys for High-Temperature Servicesaji_t1984100% (1)
- Fundamentals of Visual InspectionDokument49 SeitenFundamentals of Visual InspectionsusanwebNoch keine Bewertungen
- RT Level Iii TestDokument4 SeitenRT Level Iii Testsusanweb0% (1)
- NDTDokument9 SeitenNDTDenzil D'SouzaNoch keine Bewertungen
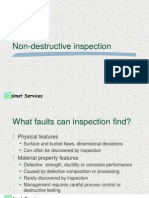
- Non Destructive InspectionDokument41 SeitenNon Destructive InspectionsusanwebNoch keine Bewertungen
- Non Destructive EvaluationDokument25 SeitenNon Destructive EvaluationsusanwebNoch keine Bewertungen
- NDTDokument9 SeitenNDTDenzil D'SouzaNoch keine Bewertungen
- DPP 25C Goc Mesomeric 1686185793412Dokument3 SeitenDPP 25C Goc Mesomeric 1686185793412Aditya KumarNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Aqua SilencerDokument18 SeitenAqua SilencerManideep AlluNoch keine Bewertungen
- Practical List BOP 353PDokument2 SeitenPractical List BOP 353Pved.g007Noch keine Bewertungen
- Lecture BIOCHEMISTRY of CYTOSOL AlfiDokument56 SeitenLecture BIOCHEMISTRY of CYTOSOL Alfisennaavia12Noch keine Bewertungen
- NFPA 10 - Selection of Fire Extinguishers PDFDokument9 SeitenNFPA 10 - Selection of Fire Extinguishers PDFHSE nest100% (1)
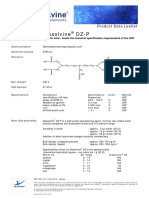
- Dissolvine DZ P PDLDokument2 SeitenDissolvine DZ P PDLizzybjNoch keine Bewertungen
- Ridderman OilDokument2 SeitenRidderman OilLEANA JAN CANDOLETANoch keine Bewertungen
- Hytrel Extrusion Manual PDFDokument28 SeitenHytrel Extrusion Manual PDFashkansoheylNoch keine Bewertungen
- Num DiffDokument7 SeitenNum DiffMohsan HasanNoch keine Bewertungen
- US9469775Dokument8 SeitenUS9469775Lucie LeroyNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Alimodian National Comprehensive High School: Grade 7-Matter SUMMATIVE TEST-Acids and BasesDokument2 SeitenAlimodian National Comprehensive High School: Grade 7-Matter SUMMATIVE TEST-Acids and BasesCaryl Ann C. Sernadilla0% (1)
- Aluminum Alloy Sand Casting SpecDokument2 SeitenAluminum Alloy Sand Casting SpecGanesh SonawaneNoch keine Bewertungen
- JBC Common Boiler FormulasDokument12 SeitenJBC Common Boiler Formulasnesrine10Noch keine Bewertungen
- Handbook of DetergentsDokument13 SeitenHandbook of DetergentsEmilyNoch keine Bewertungen
- PSA Oxygen Generator SystemDokument8 SeitenPSA Oxygen Generator SystemSudhakar ShresthaNoch keine Bewertungen
- Progress in Starch Modification in The Last Decade PDFDokument7 SeitenProgress in Starch Modification in The Last Decade PDFLau MaRtiinezNoch keine Bewertungen
- SF4 Lewis Structure and Shape of MoleculesDokument8 SeitenSF4 Lewis Structure and Shape of MoleculesSiddhant DuggalNoch keine Bewertungen
- HUGPS209Dokument13 SeitenHUGPS209Aditya KavuluriNoch keine Bewertungen
- 2783 Ais - Database.model - file.PertemuanFileContent James Ralph Hanson Natural Products The Secondary Metabolites (Tutorial Chemistry Texts) 2003Dokument149 Seiten2783 Ais - Database.model - file.PertemuanFileContent James Ralph Hanson Natural Products The Secondary Metabolites (Tutorial Chemistry Texts) 2003Dyah Indah Rini100% (4)
- SQA-Hess's Law QuestionsDokument4 SeitenSQA-Hess's Law QuestionsWidya GrantinaNoch keine Bewertungen
- Waste Management: Ala Khodier, Karl Williams, Neil DallisonDokument8 SeitenWaste Management: Ala Khodier, Karl Williams, Neil DallisonGillyn CalaguiNoch keine Bewertungen
- Fuji Dri-Chem Slide Ca-Piii: Date of Issue: 1/may/2012Dokument1 SeiteFuji Dri-Chem Slide Ca-Piii: Date of Issue: 1/may/2012susey tepaNoch keine Bewertungen
- Turbine Rolling & SynchronisationDokument22 SeitenTurbine Rolling & Synchronisationdilbagh_scribd100% (1)
- Welding Defect PhotoDokument14 SeitenWelding Defect Photo0502raviNoch keine Bewertungen
- Wang 2006 J. Electrochem. Soc. 153 C357Dokument9 SeitenWang 2006 J. Electrochem. Soc. 153 C357Santiago EdingerNoch keine Bewertungen
- TZM LAB Equipment-原件Dokument15 SeitenTZM LAB Equipment-原件Emily AiNoch keine Bewertungen
- MSDS 419 BulkDokument3 SeitenMSDS 419 BulkEliasNoch keine Bewertungen
- LECTURE 5.0 - Flexural Members PDFDokument68 SeitenLECTURE 5.0 - Flexural Members PDFIan TorresNoch keine Bewertungen
- Laboratory Report Sheet 02 Properties of SolidsDokument10 SeitenLaboratory Report Sheet 02 Properties of SolidsCzarina RelleveNoch keine Bewertungen
- Riverside Dilemma (Extra Credit)Dokument7 SeitenRiverside Dilemma (Extra Credit)Odaro Osayimwen0% (2)
- University of Chicago Press Fall 2009 CatalogueVon EverandUniversity of Chicago Press Fall 2009 CatalogueBewertung: 5 von 5 Sternen5/5 (1)
- University of Chicago Press Fall 2009 Distributed TitlesVon EverandUniversity of Chicago Press Fall 2009 Distributed TitlesBewertung: 1 von 5 Sternen1/5 (1)