Das könnte Ihnen auch gefallen
- Reservo RioDokument8 SeitenReservo RioJoel PizarroNoch keine Bewertungen
- Catorce Puntos y Siete PecadosDokument1 SeiteCatorce Puntos y Siete PecadosJoel PizarroNoch keine Bewertungen
- KIVCETDokument23 SeitenKIVCETJoel Pizarro100% (4)
- ConminucionDokument65 SeitenConminucionCarlos PdzNoch keine Bewertungen
- Cap 0 - Introducciã"n PDFDokument56 SeitenCap 0 - Introducciã"n PDFJoel PizarroNoch keine Bewertungen
- Ejercicios Resueltos de Quimica VariosDokument9 SeitenEjercicios Resueltos de Quimica Variosleonardo_1988753951Noch keine Bewertungen
- CLASE 1 Procesos Extractivos I 2015Dokument14 SeitenCLASE 1 Procesos Extractivos I 2015Joel PizarroNoch keine Bewertungen
- Capítulo 2Dokument19 SeitenCapítulo 2Joel PizarroNoch keine Bewertungen
- Proceso de Fabricacion Del Acero, Colada, LaminadoDokument27 SeitenProceso de Fabricacion Del Acero, Colada, LaminadoJoel PizarroNoch keine Bewertungen
- Ciencia MatDokument242 SeitenCiencia MatJoel PizarroNoch keine Bewertungen
- P 6.6 SolucionesDokument4 SeitenP 6.6 SolucionesJoel PizarroNoch keine Bewertungen
- 1a. PC ME 32ORDokument1 Seite1a. PC ME 32ORJoel PizarroNoch keine Bewertungen
- Aplicación de La Mineralogía Del Proceso Como Una Herramienta en El Procesamiento SostenibleDokument13 SeitenAplicación de La Mineralogía Del Proceso Como Una Herramienta en El Procesamiento SostenibleJoel PizarroNoch keine Bewertungen
- Segundo Control Teórico de MineralogíaDokument7 SeitenSegundo Control Teórico de MineralogíaJherson PantojaNoch keine Bewertungen
- Desorcion Del Carbon ActivadoDokument15 SeitenDesorcion Del Carbon ActivadoJoel Pizarro100% (1)
- Carbon ActivadoDokument7 SeitenCarbon ActivadoJoel PizarroNoch keine Bewertungen
- Laboratorio #5Dokument9 SeitenLaboratorio #5Joel PizarroNoch keine Bewertungen
- InfoDokument11 SeitenInfoJoel PizarroNoch keine Bewertungen
- Catalogo2020Marzo CapA Al CapGDokument175 SeitenCatalogo2020Marzo CapA Al CapGJuan WilchesNoch keine Bewertungen
- Práctica 9 Andrea Jezabel López GonzálezDokument5 SeitenPráctica 9 Andrea Jezabel López GonzálezAndrea Jezabel0% (1)
- ATESA - Catalogo Linea Electrica Julio 2009Dokument56 SeitenATESA - Catalogo Linea Electrica Julio 2009CarlNoch keine Bewertungen
- 13 Ficha Tecnica Sombrero Chino Air GalvaDokument1 Seite13 Ficha Tecnica Sombrero Chino Air GalvaMarc AnmellaNoch keine Bewertungen
- Holdax SpanishDokument6 SeitenHoldax SpanishRA JavierNoch keine Bewertungen
- Tubería IMC - 2Dokument6 SeitenTubería IMC - 2Kervin Alexander AlvarezNoch keine Bewertungen
- TRÉPANOS DiapoDokument3 SeitenTRÉPANOS DiapoClni InocenteNoch keine Bewertungen
- Practica 1 - Modelo de Letras y Moldeo en YesoDokument10 SeitenPractica 1 - Modelo de Letras y Moldeo en YesoGiorgio Giacomo Crose GuzmánNoch keine Bewertungen
- Prueba de Conocimientos - Construcciones LivianasDokument8 SeitenPrueba de Conocimientos - Construcciones LivianasDanyl RojasNoch keine Bewertungen
- Dureza Brinell 1Dokument9 SeitenDureza Brinell 1bryanol1995Noch keine Bewertungen
- Act - 2 #Alf InfografiaDokument4 SeitenAct - 2 #Alf Infografiaabraham lopez friasNoch keine Bewertungen
- Ficha Tecnica MODULO COMERCIALDokument2 SeitenFicha Tecnica MODULO COMERCIALCleverNoch keine Bewertungen
- NIOBIODokument7 SeitenNIOBIObenjamin lopezNoch keine Bewertungen
- Catalogo Kutermico 2023Dokument7 SeitenCatalogo Kutermico 2023Karina Zambrano ArteagaNoch keine Bewertungen
- Tesum Cable de Acero Mn101Dokument3 SeitenTesum Cable de Acero Mn101fabricio0% (1)
- Extractor de Pines de Volvo PDFDokument43 SeitenExtractor de Pines de Volvo PDFVictor Raul Dueñas0% (1)
- Taller Nomenclatura de HidroxidosDokument2 SeitenTaller Nomenclatura de HidroxidosKatherinne González Castañeda100% (1)
- Clase 2 Aleaciones Hierro Carbono 2020 02 RVDokument16 SeitenClase 2 Aleaciones Hierro Carbono 2020 02 RVgeorge montoyaNoch keine Bewertungen
- ASTM E407 Method For Microetching Metals and Alloys en EsDokument22 SeitenASTM E407 Method For Microetching Metals and Alloys en EsJomy Vargas ZayasNoch keine Bewertungen
- FUNDAMENTOS Diseño Conexiones PDFDokument9 SeitenFUNDAMENTOS Diseño Conexiones PDFLexNoch keine Bewertungen
- Fusión Por Haz de ElectronesDokument3 SeitenFusión Por Haz de ElectronesNarda Cecilia Acosta HdzNoch keine Bewertungen
- Acero Rodamientos 100Cr6 AUSADokument3 SeitenAcero Rodamientos 100Cr6 AUSACARLOS LEONNoch keine Bewertungen
- Original: Acd Construcciones S.A.SDokument1 SeiteOriginal: Acd Construcciones S.A.SJorge RhenalsNoch keine Bewertungen
- Presupuesto y Analisis de Pozo Barinas 1Dokument12 SeitenPresupuesto y Analisis de Pozo Barinas 1jmvm56Noch keine Bewertungen
- Une en - 10088 1 1996 PDFDokument22 SeitenUne en - 10088 1 1996 PDFPaul NeedhamNoch keine Bewertungen
- Manual de SoldaduraDokument156 SeitenManual de SoldaduraROVER DANIEL TAPIA VELASQUEZNoch keine Bewertungen
- CementacionDokument2 SeitenCementacionjesseniaNoch keine Bewertungen
- Producción del plomo: desde la extracción hasta sus aplicacionesDokument12 SeitenProducción del plomo: desde la extracción hasta sus aplicacionesMegara Del inframundoNoch keine Bewertungen
- 5 - Los Materiales en Las Construcciones NavalesDokument5 Seiten5 - Los Materiales en Las Construcciones NavalesEnrique MassiNoch keine Bewertungen
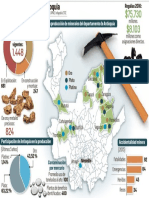
- Mineria AntioquiaDokument1 SeiteMineria AntioquiaHeidi Tamayo OrtizNoch keine Bewertungen