Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Escraper's Refiners Cheat SheetDokument7 SeitenEscraper's Refiners Cheat SheetAFLAC ............100% (21)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Gold Cpu Chip Price GuideDokument9 SeitenGold Cpu Chip Price GuideAvi Oziel SEO Toronto Internet Marketing - Toronto Web Design - Social Media Toronto100% (6)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Metal Content of Modern United States CoinsDokument8 SeitenMetal Content of Modern United States CoinsAFLAC ............100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Recovering Silver From Photographic MaterialsDokument32 SeitenRecovering Silver From Photographic MaterialsAFLAC ............100% (5)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Platinum Group Metals and CompoundsDokument72 SeitenPlatinum Group Metals and CompoundsAFLAC ............100% (7)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Silver Cleaning and ConservationDokument14 SeitenSilver Cleaning and ConservationAFLAC ............Noch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- CRL. Hamilton, D. Methods of Conserving Archaeological Material From Underwater Sites. 1999Dokument110 SeitenCRL. Hamilton, D. Methods of Conserving Archaeological Material From Underwater Sites. 1999Trinidad Pasíes Arqueología-Conservación100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Smelting SilverDokument15 SeitenSmelting Silverminerales&materialesNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- PGM Catalyst Handbook USADokument93 SeitenPGM Catalyst Handbook USAAFLAC ............Noch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Assay Room Setup DFCDokument14 SeitenAssay Room Setup DFCAFLAC ............Noch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Gold in Processor ChipsDokument24 SeitenGold in Processor ChipsAFLAC ............100% (9)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Mine Ore and Gold Scams Paul Jones McDermitt NVDokument4 SeitenMine Ore and Gold Scams Paul Jones McDermitt NVAFLAC ............Noch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Boy ChemistDokument323 SeitenThe Boy ChemisteshomitesNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Separating The Six Platinum MetalsDokument9 SeitenSeparating The Six Platinum MetalsAFLAC ............100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Chemical Resistance of PlasticsDokument2 SeitenChemical Resistance of PlasticsAFLAC ............100% (2)
- Mine Scams Gold OreDokument30 SeitenMine Scams Gold OreAFLAC ............Noch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Gold and Silversmiths 1911Dokument68 SeitenGold and Silversmiths 1911AFLAC ............Noch keine Bewertungen
- What Happens When You Breath Niric Acid FumesDokument4 SeitenWhat Happens When You Breath Niric Acid FumesAFLAC ............100% (1)
- Osterberg's E-Tower Gold RecoveryDokument1 SeiteOsterberg's E-Tower Gold RecoveryAFLAC ............100% (1)
- Basic Filtration ConceptsDokument3 SeitenBasic Filtration ConceptsAFLAC ............Noch keine Bewertungen
- Refining Karat Gold and Silver Jewelry Using InQuarting MethodDokument7 SeitenRefining Karat Gold and Silver Jewelry Using InQuarting MethodAFLAC ............100% (1)
- Refining and Treatment of Palladium From Secondary ResourcesDokument7 SeitenRefining and Treatment of Palladium From Secondary ResourcesAFLAC ............Noch keine Bewertungen
- Properties of Gold ColloidsDokument13 SeitenProperties of Gold ColloidsAFLAC ............100% (1)
- Silver Recovery With NaOH IIDokument4 SeitenSilver Recovery With NaOH IIAFLAC ............100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Method To Convert Silver Sulphide Into Metalic SilverDokument9 SeitenMethod To Convert Silver Sulphide Into Metalic SilverAFLAC ............100% (3)
- Silver and Palladium Recycling From The Secondary ResourcesDokument5 SeitenSilver and Palladium Recycling From The Secondary ResourcesAFLAC ............Noch keine Bewertungen
- Auto Catalyst Wash CoatDokument5 SeitenAuto Catalyst Wash CoatAFLAC ............Noch keine Bewertungen
- Calm Morrison HokeDokument1 SeiteCalm Morrison HokeAFLAC ............Noch keine Bewertungen
- Catalytic Converter Weights and PGM ContentDokument39 SeitenCatalytic Converter Weights and PGM ContentAFLAC ............67% (6)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Gold Extraction From Electronic ScrapDokument7 SeitenGold Extraction From Electronic ScrapAFLAC ............100% (2)
- Gate Ee 1991Dokument7 SeitenGate Ee 1991Bhavani Chandra UniqueNoch keine Bewertungen
- Alliance Technical Catalog Sept 2019 - LR Final - 1571832848Dokument208 SeitenAlliance Technical Catalog Sept 2019 - LR Final - 1571832848Александр ФедоровNoch keine Bewertungen
- Extended End-Plate Stiffener PDFDokument2 SeitenExtended End-Plate Stiffener PDFaams_sNoch keine Bewertungen
- Entreprise Programming Lab - Skill WorkbookV1.0Dokument198 SeitenEntreprise Programming Lab - Skill WorkbookV1.0Dhanush Parasa40% (5)
- L19 External DiffusionDokument30 SeitenL19 External DiffusionEga NabellaNoch keine Bewertungen
- Debug 1214Dokument3 SeitenDebug 1214Anonymous B4WiRjNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 545 ELP-ES-2011 - Catálogo de DisipadoresDokument24 Seiten545 ELP-ES-2011 - Catálogo de DisipadoresrichkidNoch keine Bewertungen
- IA SeriesDokument20 SeitenIA Seriessina20795Noch keine Bewertungen
- Dimitrios Iliadelis - Effect of Deep Excavation On An Adjacent Pile FoundationDokument77 SeitenDimitrios Iliadelis - Effect of Deep Excavation On An Adjacent Pile Foundationmateus456Noch keine Bewertungen
- RIL AGM Presentation SlidesDokument44 SeitenRIL AGM Presentation SlidesDeshGujaratNoch keine Bewertungen
- Chapter.8: Oscillators: ObjectivesDokument13 SeitenChapter.8: Oscillators: ObjectivessivasankarnaiduNoch keine Bewertungen
- Surface Condenser Eng2Dokument5 SeitenSurface Condenser Eng2MuhammadFikriNoch keine Bewertungen
- CSC 263Dokument108 SeitenCSC 263osecaloNoch keine Bewertungen
- Brickwork ApparatusDokument4 SeitenBrickwork ApparatusRoslie AbdullahNoch keine Bewertungen
- 80010360Dokument2 Seiten80010360mdisicNoch keine Bewertungen
- Parts Catalog: F Y 8 - 3 1 F X - 0 0 0Dokument86 SeitenParts Catalog: F Y 8 - 3 1 F X - 0 0 0julian gonzalezNoch keine Bewertungen
- Confined Space Entry Permit ACC JamulDokument1 SeiteConfined Space Entry Permit ACC JamulathulpcucekNoch keine Bewertungen
- Figure 7.4 - Roughly One Third of The Projects Studied WereDokument9 SeitenFigure 7.4 - Roughly One Third of The Projects Studied WerelenanaNoch keine Bewertungen
- Textile AssignmentDokument8 SeitenTextile AssignmentMahmudul Hasan Khan40% (5)
- Starboard Strategies Issue 13-MinDokument28 SeitenStarboard Strategies Issue 13-MinkrishnamrutamNoch keine Bewertungen
- GAMS TutorialDokument28 SeitenGAMS TutorialWendy Tie Kai SingNoch keine Bewertungen
- Wheels & BrakesDokument14 SeitenWheels & BrakesJoshua Saldana VélezNoch keine Bewertungen
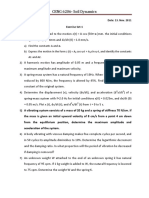
- CENG6206 Soil Dynamics ExerciseProblemDokument4 SeitenCENG6206 Soil Dynamics ExerciseProblemFekadu Wub100% (1)
- Invalid Keyword Argument Python - December 25 2017Dokument3 SeitenInvalid Keyword Argument Python - December 25 2017Kaleab TekleNoch keine Bewertungen
- Sop For LP Pump (R1)Dokument6 SeitenSop For LP Pump (R1)SonratNoch keine Bewertungen
- Deaton FE Slab DesignDokument57 SeitenDeaton FE Slab DesignMohamed AliNoch keine Bewertungen
- DP Chipset 15045 DriversDokument592 SeitenDP Chipset 15045 DriversRajesh1146Noch keine Bewertungen
- Hero Forge: 3D Printed Miniature Care and Painting GuideDokument4 SeitenHero Forge: 3D Printed Miniature Care and Painting GuideDanilo FirminoNoch keine Bewertungen
- ECE320 Chapter 3 PDFDokument23 SeitenECE320 Chapter 3 PDFAhsan NisarNoch keine Bewertungen
- Toshiba 42pw33q - S Ch. Pw33 SchematicsDokument18 SeitenToshiba 42pw33q - S Ch. Pw33 SchematicstodorloncarskiNoch keine Bewertungen
- ICH Quality Guidelines: An Implementation GuideVon EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleNoch keine Bewertungen
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactVon EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactBewertung: 5 von 5 Sternen5/5 (5)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincVon EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincBewertung: 3.5 von 5 Sternen3.5/5 (137)
- AP® Chemistry Crash Course, For the 2020 Exam, Book + Online: Get a Higher Score in Less TimeVon EverandAP® Chemistry Crash Course, For the 2020 Exam, Book + Online: Get a Higher Score in Less TimeBewertung: 5 von 5 Sternen5/5 (1)
- The Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsVon EverandThe Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsBewertung: 5 von 5 Sternen5/5 (3)
- Handbook of Formulating Dermal Applications: A Definitive Practical GuideVon EverandHandbook of Formulating Dermal Applications: A Definitive Practical GuideNoch keine Bewertungen
- Chemistry for Breakfast: The Amazing Science of Everyday LifeVon EverandChemistry for Breakfast: The Amazing Science of Everyday LifeBewertung: 4.5 von 5 Sternen4.5/5 (14)