Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- MILL PA FD Sec Air Burner Tilt Fuel AirDokument16 SeitenMILL PA FD Sec Air Burner Tilt Fuel AirRajeevAgrawalNoch keine Bewertungen
- Furnace ATT by R K JainDokument9 SeitenFurnace ATT by R K JainRajeevAgrawal67% (3)
- Chemical Cleaning by R K JainDokument7 SeitenChemical Cleaning by R K JainRajeevAgrawalNoch keine Bewertungen
- Boiler Hydro Test by R K JaintDokument9 SeitenBoiler Hydro Test by R K JaintRajeevAgrawalNoch keine Bewertungen
- Cep RKJDokument3 SeitenCep RKJRajeevAgrawalNoch keine Bewertungen
- Cep RKJDokument3 SeitenCep RKJRajeevAgrawalNoch keine Bewertungen
- Fan PerformanceDokument8 SeitenFan PerformanceRajeevAgrawalNoch keine Bewertungen
- Grounding & Earthing PDFDokument108 SeitenGrounding & Earthing PDFRajeevAgrawal100% (1)
- Chemistry Super Critical PDFDokument24 SeitenChemistry Super Critical PDFRajeevAgrawalNoch keine Bewertungen
- Operation Department Procedure PDFDokument39 SeitenOperation Department Procedure PDFRajeevAgrawal100% (1)
- Swyd PDFDokument82 SeitenSwyd PDFRajeevAgrawal100% (2)
- PP EmergenciesDokument30 SeitenPP EmergenciesAlok Ranjan Tripathi100% (1)
- BFP RKJDokument11 SeitenBFP RKJRajeevAgrawalNoch keine Bewertungen
- HVDC System PDFDokument74 SeitenHVDC System PDFRajeevAgrawalNoch keine Bewertungen
- SF6 CB by HKRDokument87 SeitenSF6 CB by HKRRajeevAgrawalNoch keine Bewertungen
- DC Supply System PDFDokument27 SeitenDC Supply System PDFRajeevAgrawalNoch keine Bewertungen
- Line Protection PDFDokument44 SeitenLine Protection PDFRajeevAgrawal100% (1)
- Chemistry Super Critical PDFDokument24 SeitenChemistry Super Critical PDFRajeevAgrawalNoch keine Bewertungen
- Auto Loops TVNLDokument144 SeitenAuto Loops TVNLRajeevAgrawalNoch keine Bewertungen
- DT9 Manual PDFDokument459 SeitenDT9 Manual PDFRajeevAgrawal100% (6)
- 3850N - Process Calibrators PDFDokument2 Seiten3850N - Process Calibrators PDFRajeevAgrawalNoch keine Bewertungen
- DcsDokument60 SeitenDcsRajeevAgrawalNoch keine Bewertungen
- PP EmergenciesDokument30 SeitenPP EmergenciesRajeevAgrawalNoch keine Bewertungen
- GOVERNINGDokument25 SeitenGOVERNINGRajeevAgrawalNoch keine Bewertungen
- He A IgnitorDokument36 SeitenHe A IgnitorE.C.MADHUDUDHANA REDDYNoch keine Bewertungen
- Engg Dec 0704Dokument25 SeitenEngg Dec 0704RajeevAgrawalNoch keine Bewertungen
- TENUGHAT Commissioning ReportDokument20 SeitenTENUGHAT Commissioning ReportRajeevAgrawalNoch keine Bewertungen
- Electrical System in Power PlantDokument12 SeitenElectrical System in Power PlantRajeevAgrawal100% (1)
- Eletrical System PDFDokument35 SeitenEletrical System PDFRajeevAgrawalNoch keine Bewertungen
- Forbes Monec 8964 ManualDokument48 SeitenForbes Monec 8964 Manualrajanarsu12Noch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Neugart PLN enDokument6 SeitenNeugart PLN enpeterNoch keine Bewertungen
- Experiment 3 - Flow Over Supersonic AirfoilDokument14 SeitenExperiment 3 - Flow Over Supersonic AirfoilSanthosh KumarNoch keine Bewertungen
- B62 0030 (Rev. E 2008.03) EN - THERMOPLASTIC, THERMOSETTING MATERIALS, THERMOPLASTIC ELASTOMERS AND RUBBERS - SPECIFICATIONSDokument15 SeitenB62 0030 (Rev. E 2008.03) EN - THERMOPLASTIC, THERMOSETTING MATERIALS, THERMOPLASTIC ELASTOMERS AND RUBBERS - SPECIFICATIONSDiego CamargoNoch keine Bewertungen
- Pew 209 .02Dokument59 SeitenPew 209 .02Raj BindasNoch keine Bewertungen
- Modular Simulation Software Development For Liquid Propellant Rocket Engines Based On MATLAB SimulinkDokument7 SeitenModular Simulation Software Development For Liquid Propellant Rocket Engines Based On MATLAB SimulinkĐinh Quốc TríNoch keine Bewertungen
- Seamless Dimensional Range: Wall ThicknessDokument1 SeiteSeamless Dimensional Range: Wall ThicknessFilipNoch keine Bewertungen
- Transmission and Transfer Case: Manual Transmission - G56 - Service InformationDokument68 SeitenTransmission and Transfer Case: Manual Transmission - G56 - Service InformationRyanNoch keine Bewertungen
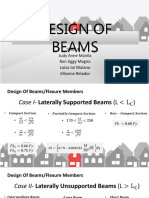
- Design of Beams 1Dokument30 SeitenDesign of Beams 1Jill Relador100% (1)
- Alliance Tires: Industrial Construction Machinary 321Dokument1 SeiteAlliance Tires: Industrial Construction Machinary 321José Rojas AlvaradoNoch keine Bewertungen
- SLC-D Cyclone PreheaterDokument55 SeitenSLC-D Cyclone PreheaterAdnan Nawaz100% (2)
- Synthetic AdditivesDokument5 SeitenSynthetic AdditivesJako MishyNoch keine Bewertungen
- N54 Engine.: Aftersales Training - Product InformationDokument68 SeitenN54 Engine.: Aftersales Training - Product InformationOmar Khaled Haggag100% (2)
- Manitowoc 4500 - 4665 - Parts ManualDokument280 SeitenManitowoc 4500 - 4665 - Parts ManualalbertoNoch keine Bewertungen
- Agrotron M: Evolving AgricultureDokument13 SeitenAgrotron M: Evolving Agriculturejohn deereNoch keine Bewertungen
- (Ricardo, Ponce) 16-Essential Hydraulic Components - Maintenance R2Dokument27 Seiten(Ricardo, Ponce) 16-Essential Hydraulic Components - Maintenance R2Raúl Marcelo Veloz100% (1)
- User Manual: BA and BA-C SeriesDokument138 SeitenUser Manual: BA and BA-C SeriesNAHASALI11Noch keine Bewertungen
- 1 BDokument9 Seiten1 BJON LOPEZNoch keine Bewertungen
- Fluid Mechanics 3 - 4: Incompressible Potential FlowsDokument28 SeitenFluid Mechanics 3 - 4: Incompressible Potential FlowsDrEmadEl-SaidNoch keine Bewertungen
- Assignment - I 26 04 2020Dokument2 SeitenAssignment - I 26 04 2020JackNoch keine Bewertungen
- 1.T3 SUREFIRE Double Interlock - Self ContainedDokument18 Seiten1.T3 SUREFIRE Double Interlock - Self ContainedKnightspageNoch keine Bewertungen
- Ejector PinsDokument21 SeitenEjector PinssyazwanmahadzirNoch keine Bewertungen
- Genie GS-3268 RT Service ManualDokument183 SeitenGenie GS-3268 RT Service ManualBosko100% (3)
- Cat Needle Valve11Dokument13 SeitenCat Needle Valve11Nilesh MistryNoch keine Bewertungen
- 1 OnlineDokument21 Seiten1 OnlineBành Đức MinhNoch keine Bewertungen
- Refrigerador True-T-49Dokument12 SeitenRefrigerador True-T-49JOHN AGUILARNoch keine Bewertungen
- Engineering Dynamics 2.0 - Fundamentals and Numerical Solutions, 2019Dokument715 SeitenEngineering Dynamics 2.0 - Fundamentals and Numerical Solutions, 2019DCRAING201675% (4)
- Blowout PreventerDokument8 SeitenBlowout PreventerLaminus DZNoch keine Bewertungen
- Lesson 6 - Gas Turbine PlantsDokument10 SeitenLesson 6 - Gas Turbine PlantsHafsa AlhaddabiNoch keine Bewertungen
- PEH A2-A6 Process Controller Serv Man 0740801006Dokument70 SeitenPEH A2-A6 Process Controller Serv Man 0740801006Mário Silva100% (1)
- ME 525 April 17, 2020 Internal Combustion Engine Performance Problems Set 1 InstructionsDokument2 SeitenME 525 April 17, 2020 Internal Combustion Engine Performance Problems Set 1 Instructionssixela arugalNoch keine Bewertungen