Beruflich Dokumente
Kultur Dokumente
Plantas Piloto
Hochgeladen von
Noe GallardoCopyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Plantas Piloto
Hochgeladen von
Noe GallardoCopyright:
Verfügbare Formate
Plantas Piloto
Integracin II
Pagina 1
Plantas Piloto
El diseo o la modificacin sustancial de una nueva planta o proceso, su posterior construccin y puesta en marcha
representan una enorme inversin de tiempo y dinero. Las recompensas son grandes si se logra una mejora significativa
en las prestaciones pero los riesgos tambin grandes porque si una planta comercial costosa no produce como se
espera los costos y beneficios diferenciales respecto del diseo optimo se arrastran durante toda su vida til . Para
reducir el grado de riesgo, se realizan a menudo programas de investigacin largos y costosos.
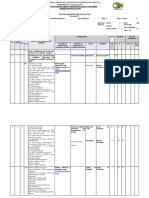
El cuadro 1 muestra una secuencia de actividades que podran seguirse en el marco de un programa de investigacin
razonable. Dependiendo de la complejidad del proyecto, algunos de estos pasos pueden ser eliminados; son posibles
una gran cantidad de iteraciones y retroalimentaciones en cada etapa.
Pasos de un programa de investigacin.
Paso
Origen del concepto
Investigacin bsica
Evaluacin econmica preliminar
Investigacin de laboratorio
Evaluacin del producto
Desarrollo del proceso e ingeniera
preliminar
Estudio en Planta Piloto
Unidad de demostracin
Unidad prototipo
Planta Comercial
Intencin
Definir ideas y conceptos que sern investigados
Determinar la factibilidad del concepto a nivel bsico
Determinar si el incentivo econmico es suficiente para proceder con la
investigacin
Estudiar de los datos fundamentales
Estudiar la conveniencia de producir el producto
Producir un diseo preliminar de la planta a escala real, resolviendo los
problemas de proceso
Demostrar las factibilidad del proceso propuesto y del diseo del proceso
Demostrar la factibilidad del proceso a una fraccin de la escala comercial
Demostrar la factibilidad del proceso en pequea escala
Vender un producto para lograr un beneficio
Pero hay que tener en cuenta que cada etapa implica un incremento exponencial de los recursos, tiempo y dinero
requerido, como se muestra en la Figura 1.
Esto ilustra la necesidad de minimizar la
cantidad de rediseos ya que el
proyecto progresa a travs de las
diversas etapas hasta lograr una
unidad comercial. Una cantidad
sustancial de tiempo y dinero se ha ido
invirtiendo progresivamente desde el
principio y es aceptable resistir la
tentacin de hacer cambios de menor
importancia en el proceso cuando ya
se ha llegado a una etapa avanzada.
En ese momento se debe tomar la
decisin de dejar sin respuesta alguna
incgnita sobre el proceso. Segn la
dimensin de las interrogantes que
queden sin responder se puede
considerar el desconocimiento de las
mismas como un riesgo aceptable o
bien desarrollar la investigacin
necesaria la cual puede ser
potencialmente muy extensa, costosa
y retrasar el proyecto general.
Otra consideracin a tener en cuenta, la cual se contrapone con reducir al mnimo los riesgos asociados con un
nuevo producto o proceso, puede ser la oportunidad del descubrimiento. El tiempo puede ser el factor ms
importante en un programa de investigacin, como en el caso de asegurar un nuevo mercado con un producto
totalmente nuevo, o intentar conseguir la posicin de patentar antes de un competidor. En esta situacin, la
decisin podr proceder a la comercializacin antes de lo conveniente, antes de resolver satisfactoriamente
todos los problemas de diseo. Esto normalmente requiere un enfoque de diseo ms caro y normalmente ms
conservador.
Una planta piloto es una coleccin de equipos diseados y construidos para investigar algunos aspectos crticos
de la operacin o desarrollar algunos aspectos relacionados con la investigacin bsica. Es una herramienta y no
Plantas Piloto
Integracin II
Pagina 2
un fin en s misma. Una planta piloto puede variar en tamao desde una unidad de laboratorio de mesada de
laboratorio a una instalacin de un tamao solamente un poco ms pequeo que una unidad comercial. Los
objetivos para su construccin y operacin pueden variar mucho: confirmar la viabilidad de un proceso
propuesto, suministrar los datos de diseo; determinar la viabilidad econmica de un nuevo proceso; determinar
los materiales de construccin ms adecuados; ensayar la operatividad de un esquema de control; determinar la
forma y el grado de mantenimiento de la planta; producir cantidades suficientes de producto para la evaluacin
del mercado, obtener datos de la cintica; probar catalizadores, ser un demostrador de tecnologa avanzada en
diferentes reas; proveer datos que proporcionen soluciones a los problemas de cambio de escala, suministrar
apoyo tcnico a un proceso o producto existente; evaluar los riesgos del proceso; determinar gastos de
funcionamiento; optimizar un proceso existente, evaluar procesos alternativos, materias primas, o condiciones de
funcionamiento, y realizar investigaciones de proceso fundamentales.
La necesidad de una planta piloto es una medida del grado de incertidumbre en el desarrollo de un proceso
desde la etapa de investigacin a una planta comercial completa. Una modificacin en un proceso bien
conocido puede seguir el camino mas directo de pasar del trabajo de investigacin bsica al diseo de una
planta comercial, sin embargo utilizar este enfoque para una nueva lnea de procesos puede llevar a producir un
fracaso importante. En este caso, lo ms deseables es pasar por una o ms unidades de tamao intermedio para
demostrar la viabilidad del proceso as como para determinar los factores de cambio de escala ms seguros.
Clasificacin de las plantas piloto
Las plantas piloto se pueden clasificar de diferente forma. El tamao es el criterio ms comn y es el que mejor se
relaciona con los costos de construccin y de operacin. Sin embargo, esta clasificacin es una generalizacin y
no pueden ser aplicables en casos especficos. Esto es porque existen micro plantas piloto que estn
extensamente automatizadas, y otras unidades, de gran tamao, normalmente de demostracin que no lo estn,
por lo que la comparacin entre ellas no puede hacerse solamente por su tamao.
Clase
Micro unidad o planta piloto
de mesada de laboratorio
Caracteristicas
Planta piloto integrada
Unidad prototipo o de
demostracin
Pequeo tamao (<2m2)
Se encuentran tpicamente dentro de una campana o en
una mesada de laboratorio
Tienen caeras de pequeo dimetro( 3 a 6 mm de
dimetro)
El nivel de automatizacin es limitado
Grandes dimensiones(10 a 25 m2)
Se instalan en lugares abiertos o celdas confinadas
Tubera de pequeo dimetro (13 a 25 mm de dimetro)
Completamente automatizadas
Sistemas para almacenamiento de cargas y productos
completamente automatizados y con capacidad de
almacenamiento limitada
Muy gran tamao (>250m2)
Habitualmente tienen edificios o predios destinados a ellas
Utilizacin de caeras comunes
Completamente automatizadas con sistemas informticos
dedicados
Sistemas de almacenamiento de productos y cargas
Incluyen una gran capacidad de almacenamiento
Costos
10.000
100.000
en u$a
50.000 500.000 u$a
>1.000.000
u$a
Clasificacin de las plantas piloto segn el grado de automatizacin
El grado de automatizacin e instrumentacin de una planta es el siguiente criterio ms comn de clasificacin,
porque la instrumentacin es una parte muy considerable del costo inicial de construccin y mantenimiento.
Algunas caractersticas tpicas se muestran en la tabla 3.
El alto costo de la mano de obra de operadores y las dificultades de controlar un proceso en forma manual y
obtener datos en forma precisa ha forzado virtualmente a que todas las plantas pilotos inclusive las mas sencillas
incrementen su nivel de automatizacin, por lo que este criterio ha ido perdiendo utilidad. Estos criterios de
clasificacin son elsticos y se pueden discutir otras posibilidades. Las plantas pilotos tienen tpicamente mas lazos
de control que una planta de procesos comn. En los costos de la figura 3 se han tenido en cuenta el costo de los
instrumentos pero no el del montaje, conexionado y puesta en servicio. Una planta piloto de tamao mediano
Plantas Piloto
Integracin II
Pagina 3
tiene entre 10 y 20 lazos de control. Unidades mas pequeas (menos de 10 lazos de control) tienen un valor entre
un 25 y 40% menor, unidades ms grandes (20 a 40 lazos de control) tienen costos de un 50 a 100% mayor.
Tabla 3. Clasificacin tpica de plantas piloto segn el grado de automatizacin
Grado de
automatizacin
Caracteristicas
Manual
Control local
Sistema mixto
automatizados
Todas las variables de proceso son manipuladas y
monitoreadas por el operador
Mala repetibilidad
Perdida de control del proceso
Las variables mas importantes son monitoreadas por
medio de controladores dedicados
Control de proceso mas estricto que el anterior
Posible recogida de datos por medio de
instrumentacin
Todas las variables son monitoreadas pr controladores
( locales o distribuidos) con alguna computadora
controladora o monitoreo y almacenamiento de
datos.
Normalmente la adquisicin de datos es
proporcionada por medio un data logger o una
computadora
Normalmente los sistemas mas antiguos se pueden
mejorar o upgrade a sistemas modernos basados en
protocolos de comunicacin estandares
Todos o la mayoria de los sistemas son controlados por
sistemas computarizados
El mas estricto nivel de control de proceso
Pueden ser supervisados o directamente controlados
en forma digital
Alto nivel de repetibilidad
El mas bajo nivel posible de operacin manual
Las operaciones discontinuas tambin estn
automatizadas
La adquisicin y almacenamiento de datos es una
parte integral del sistema de control
Costos de
instrumentacin
< 2000 u$a
10.000 20.000
u$a
20.000 . 60.000
u$a
20000 60000
u$a
Cambio de escala
El cambio de escala es el proceso de desarrollar un diseo de la planta a partir de datos experimentales
obtenidos a partir de una unidad muchos rdenes de magnitud menor. Esta actividad es considerada exitosa si la
planta produce el producto comercial con las tasas de produccin planificadas, con los costos planeados, y con
la calidad deseada.
Esta etapa de pasar de la planta piloto a la operacin en gran escala es tal vez la ms precaria de todas las fases
del desarrollo de un nuevo proceso debido a que los mayores gastos estn comprometidos en las fases donde se
producen los mayores riesgos.
El proceso de diseo de una planta ha recorrido un largo camino desde la dcada de 1930 cuando los
diseadores de proceso utilizaban la regla emprica que dice que una instalacin de proceso no podra ser
incrementada en ms de 10 veces el tamao de la que se parta. La unidad de Ultracraqueo de American Oil, por
ejemplo, fue diseada a partir de datos de una pequea planta piloto utilizando un factor de cambio de escala
de 80.000.
Los problemas de cambio de escala existen por mltiples razones incluyendo ecuaciones bsicas sin solucin
conocida por tcnicas matemticas, aspectos fsicos y qumicos del proceso interrelacionados como resultante de
un acoplamiento de las ecuaciones bsicas, problemas debidos que las soluciones utilizadas en la planta piloto
no son adecuado en la escala comercial, y desconocimiento del desempeo de los equipos por no haber
utilizado nunca antes los mismos en esa escala. Las discusiones de los problemas de escala y soluciones se
describen en la bibliografa complementaria, pero se relacionan con cambio de escala en sistemas que hacen
transferencia de materia, energa y masa, sistemas que producen reacciones qumicas, etc.
Plantas Piloto
Integracin II
Pagina 4
Aunque la operacin exitosa de planta piloto no garantiza el funcionamiento con xito planta comercial,
aumenta considerablemente el factor de xito. Sin embargo, debe asegurarse que todas las buenas practicas y
recomendaciones se estn siguiendo en todas las fases de del programa de investigacin
Planificacin del programa de experimentacin
Planificar el programa de experimentacin es una parte importante del proceso de decisin sobre el tipo de
planta piloto requerida.
Esta etapa debe realizarse tan pronto como los objetivos del programa de investigacin se hayan formulado
porque el tipo y la extensin del programa experimental afecta al costo total del programa, al tipo de planta
piloto es necesario, y a la forma en la que la planta piloto se va a operar. Por lo tanto, afecta en gran medida la
justificacin econmica del programa de investigacin.
La planificacin de la experimentacin tambin ayuda a reducir el nmero de pruebas necesarias, un factor
clave en el control de los costos anuales, ya que no es raro que los costos anuales de funcionamiento de una
planta piloto para ser de dos a tres veces los costos de construccin inicial. Adems, los experimentos planeados
pueden forzar cambios en el diseo o demostrar que una planta piloto no es el mejor lugar para obtener parte de
la informacin deseada. En las etapas iniciales de la planificacin tambin se pueden poner de manifiesto la
necesidad de ms trabajo a escala de laboratorio para apoyar la operacin de la planta piloto. Esto es as
porque el trabajo de laboratorio es menos costoso y da frecuentemente una visin de las correlaciones o modelos
del proceso que deben ser estudiados en la planta piloto.
Las especificaciones de diseo de una Planta piloto deben establecerse solo despus de examinar
cuidadosamente el programa de experimentacin porque las decisiones sobre la exactitud de los instrumentos,
analizadores, y otros equipos deben fundamentarse en los requisitos de los experimentos previstos para la unidad.
La flexibilidad y versatilidad son importantes, pero costosas, y cuando son provistas innecesariamente o en forma
muy profusa puede dar lugar a una unidad que sea difcil o imposible de operar con xito.
El diseo estadstico de experimentos permite maximizar la informacin y reducir el tiempo de la investigacin y los
costos. Esta tcnica es muy til para no perder de vista los factores sinrgicos que afectan el desempeo o la
calidad del producto, minimizan la incertidumbre y las distorsiones (sesgo) que puede incorporar la percepcin
humana, y elimina las lneas de investigacin menos productivas tomando ventaja de los datos que se han
obtenido, reduciendo el nmero de ensayos en planta piloto necesarios para definir los efectos de las variables. En
general, el diseo estadstico de experimentos aumenta el nivel de confianza en los resultados experimentales.
La formacin en diseo estadstico de experimento debe estar incorporada en cualquier ingeniero que quiera
dedicarse al desarrollo de programas de experimentacin en planta piloto. Por encima de todo el diseo
estadstico de experimentos incrementa el nivel de confianza en los resultados experimentales.
Diseo de Plantas piloto
La forma en que se disea una planta piloto afecta su costo, operatividad y eficacia. La totalidad de los rangos o
capacidades operativas que tendr una planta piloto normalmente pueden no estar completamente definidas
en la fase de diseo inicial, pero es necesario tener definidos el rango de valores entre los que oscilarn las
capacidades de la planta en forma realista antes de que comience el diseo, lo que nos dar una clara
definicin del propsito de la planta piloto.
El primer paso en el diseo de la planta piloto es determinar si el diseo de una planta piloto es para la modelar
procesos o para resolver un problema de investigacin.
El modelado de proceso consiste en reproducir las operaciones de una unidad especfica a escala piloto o ms
pequea. Esto favorece la seguridad, minimiza el tiempo de diseo, y reproduce todas las operaciones y
procesos de inters. Por lo general es costosa, porque se reproducen todas las operaciones, no slo a los ms
importantes.
En cambio si la finalidad es investigar el problema consiste en el diseo de una planta piloto para estudiar el tema
especfico de inters. En este caso, la planta piloto no puede parecerse a aquellas usadas en operacin
comercial. Aunque este enfoque es generalmente ms barato y ms rpido lleva el riesgo inherente de olvidar el
verdadero problema y producir resultados que no tengan ningn valor.
Dos enfoques se utilizan comnmente para el diseo de planta piloto. El primero utiliza tcnicas convencionales
de diseo que imitan el diseo de los procesos comerciales. Por lo general proporciona un diseo seguro y
manejable dado que la metodologa de diseo es conocida y la eficacia de los resultados finales ya ha sido
probada previamente. Este enfoque no siempre es posible: la escala de la operacin de la planta piloto puede
estar completamente fuera del rango de todas las tcnicas de diseo comercial, el diseo propuesto puede no
ser barato en la escala prevista o en la ubicacin propuesta, y copiar el diseo comercial puede llevar a algunas
limitaciones inherentes que repercuten negativamente en las operaciones, impactando o modificando las
condiciones que eran de inters para la escala de planta piloto, pero no en la escala de la planta comercial.
Plantas Piloto
Integracin II
Pagina 5
El enfoque alternativo es usar una metodologa de diseo orientada a plantas pilotos usando tcnicas de diseo
convencionales pero tratando de maximizar las ventajas de la operacin de la planta piloto en lo que se
relaciona con la escala, la tcnica y la operacin. Las ventajas incluyen ahorros debido a equipamientos
reducidos, economa y eficiencia en la construccin y en los costos de operacin, aspectos que de otra forma se
transformaran en problemas de sobrecosto. Incrementando la simplicidad de la operacin se reducen los costos
de mantenimiento y los gastos en personal de operacin y se mejora la comprensin del proceso a travs del uso
de equipamiento especializado. Sin embargo hay que ser cuidadoso con la eleccin de esta alternativa, porque
la falta de publicaciones con informacin de diseo, eleva el factor de riesgo, y hace que el diseo final sea muy
dependiente del nivel de competencia y experiencia que tengan los ingenieros de diseo.
Mtodos de Estimacin de los costos-Planta Piloto
Los costos de una planta piloto estn en el rango entre los U$A 10.000 a U$A 10.000.000, pero la mayora suelen
estar entre los U$A 50.000 a U$A 250.000, asumiendo que se tiene una edificacin para albergar a la planta. Existen
tres mtodos bsicos de estimacin de los costos para disear y construir una planta piloto: la similitud, relacin de
costos y el presupuesto detallado de trabajo y materiales. Estos son el costeo por similitud, el costeo por
coeficientes de costo y el costeo por detalle de materiales y mano de obra.
El costeo por similitud consiste en calcular el costo de la planta piloto a partir de los costos para disear y construir
una unidad similar. Este es el mtodo ms rpido, pero es el menos preciso; errores de lOO% no son poco
frecuentes. Esto se debe al hecho de que unidades similares no siempre son idnticas.
El costeo por desarrollo de coeficientes de costos para estimar los costos consiste en relacionar el costo total de
una planta piloto o de una parte de una planta piloto con un elemento conocido tal como es el costo del
equipamiento de procesos ms grande, o el nmero de lazos de control, o el tamao o peso de un equipo o
factores similares. El costo estimado se calcula usando los coeficientes de costo de la unidad entera, los equipos
individuales o cada uno de los subsistemas separados dependiendo del grado de detalle con el que se haya
hecho la clasificacin de los subconjuntos. Desafortunadamente la informacin de los coeficientes de costos no se
encuentra normalmente disponible para equipos a nivel de planta piloto, por lo que la precisin en la estimacin
es limitada. Dependiendo del tipo de coeficientes de costeo que se utilicen y la experiencia del personal que
haga la estimacin, se tiene una precisin del orden del 25 a 50 %.
Los coeficientes de costeo se pueden usar con ms precisin si se utilizan para calcular el costo de pequeos
subsistemas, debido a que normalmente esa informacin si se encuentra disponible. Sin embargo este mtodo
normalmente requiere mucho mas trabajo que el mtodo anterior.
El presupuesto detallado de trabajo y materiales involucra el despiece de la planta y de su construccin en un
conjunto de subtareas y la estimacin de la mano de obra y de los materiales para cada tarea separada. Este
mtodo puede producir estimaciones que varan con precisiones del 10 al 20% pero requiere mucho mas esfuerzo
que los mtodos previos. La diferencia entre un coeficiente de estimacin de costos detallado y general es el nivel
de detalle involucrado. El uso de coeficientes de costeo general puede estimar el costo total del sistema de
control de la planta piloto o el de la planta piloto a partir simplemente del numero de lazos de control. En cambio
los coeficientes de costeo estimados estiman el costo de cada lazo de control basado en el tipo de lazo de
control y sus partes. El resto de las estimaciones se debe calcular a partir de un gran nmero de coeficientes
similares.
Mtodo
(rango de precisin,
en %)
Similitud (50-100)
Coeficientes de costo
generales(25-50)
Informacin requerida
Coeficientes de costeo
detallados (15-30)
Detalle de materiales y
mano de obra (10-20)
a.
b.
Costo de una unidad similar
Diferencias con la unidad propuesta
Todos los elementos de comparacin y
referencia, tales como lazos de control,
dimensiones o factores similares
Lista de equipos completa
Layout preliminar
P&ID detallados b
P&ID detallados b
Planos preliminares de electricidad e
instrumentacin
Lista completa de materiales y equipamiento
Layout preliminar
Luego de haber completado el diseo preliminar
Diagramas de instrumentacin y caerias
Tiempo de
desarrollo a,
semanas
<1
1-2
4-12
4-12
Plantas Piloto
Integracin II
Pagina 6
En general, la tcnica de similitud o la estimacin por medio de coeficientes de costeo se utilizan para el desarrollo
de estimaciones de preliminares cuando se requiere una estimacin de forma rpida y es aceptable una precisin
limitada. Los coeficientes o relaciones detalladas de costeo o el presupuesto detallado de materiales y mano de
obra generalmente son desarrollados con anterioridad a la apropiacin real de los fondos para desarrollar una
mejor estimacin con fines de presupuestacin y control de costes.
Los costos para operar una planta piloto son la suma de los costes de la materia prima, la eliminacin de
productos y residuos, servicios, mano de obra de operacin, repuestos, mantenimiento y servicios de apoyo. Se
han enfocado esfuerzos muy significativos en la reduccin de los costos de explotacin por medio de la reduccin
del trabajo operativo a travs de la automatizacin y el funcionamiento automtico, as como el control de los
costos de eliminacin de residuos mediante un diseo cuidadoso y la planificacin.
Edificios para una Planta Piloto Espacial
En general, los tipos de espacio para una planta piloto se pueden clasificar en cinco reas principales: edificios
separados, clulas de contencin o barricadas, bahas o reas abiertas, cabina con campana y reas de
laboratorio.
El espacio necesario para una planta piloto vara enormemente de acuerdo con su tamao y tipo. Una pequea
unidad puede que una parte de un laboratorio (5 a10 m2), mientras que una planta piloto promedio de $ 50.000 a
$ 200.000 pueden requerir una gran sala o edificio (tal vez 500 m2-2000 m2), excluyendo galpones y reas de
almacenamiento del producto.
Programacin.
Una preocupacin importante en todos los trabajos de planta piloto es minimizar el tiempo necesario entre el
inicio del proyecto y la generacin significativa de datos. Por lo general, una planta piloto promedio de $ 50.000 $ 250.000 requiere 6 a 18 meses para el progreso a travs de este proceso: de 2 a 8 meses para el diseo, provisin
de materiales, y la programacin y de 2 a 6 meses para la construccin, y 1 a 4 meses para la puesta en marcha
(hasta e incluyendo la primera operacin real). Este tiempo de espera puede reducirse significativamente
mediante una cuidadosa planificacin, la compra de artculos con un largo plazo de ejecucin en forma
anticipada, y diversas tcnicas de construccin. El tiempo de diseo se puede reducir si los diseos estandarizados
se desarrollan previamente de antemano para todos aquellos subsistemas que sean comunes. El tiempo de
construccin puede ser reducido por varios mtodos. La construccin de determinados subsistemas puede
comenzar en antes de que el diseo final se haya completado. La planta piloto se puede construir de a un
subconjunto a la vez, ponindolo en marcha una vez que se ha completado cada subconjunto. Ambos enfoques
tienen por objeto reducir el tiempo de espera, pero incorporando a su vez un nuevo elemento de riesgo.
Sistemas de Control de Plantas Piloto
Definir los requisitos para el sistema de control de planta piloto a menudo es difcil porque la experiencia en
plantas de proceso para poder comparar y evaluar es generalmente deficiente y el diseo es realizado con
frecuencia por personal sin experiencia en sistemas de instrumentacin o en la operacin de plantas piloto. La
naturaleza aislada e intermitente con frecuencia de operaciones de la planta piloto tambin inhibe la evolucin y
promueve individuales instalaciones nicas. Esto complica el proceso de seleccin.
Los sistemas automticos de instrumentacin para plantas piloto se han basado histricamente en dispositivos
analgicos. La tendencia en estos dispositivos ha sido hacia unidades ms pequeas y menos costosas con
flexibilidad, lo que aumenta su adecuacin para los sistemas de instrumentacin de planta piloto. Los sistemas de
control computarizados, que una vez fueron demasiado caros para cualquier cosa excepto aplicaciones grandes
como plantas de proceso, ahora estn disponibles comnmente en tamaos y costos adecuados para la mayora
de operaciones de la planta piloto. Las capacidades de trabajo y el almacenamiento de datos de estos sistemas
los hacen muy atractivos. Los sistemas computarizados son cada vez ms pequeos y menos costosos; los equipos
analgicos estn siendo rediseado para utilizar microprocesadores. El objetivo es hacer desaparecer la distincin
entre los dos sistemas. La mayora de las organizaciones estn instalando sistemas de control digitales en todas las
plantas.
Tres tipos de sistemas de control de computarizados se utilizan comnmente para la instrumentacin de las plantas
piloto. El primero es el sistema centralizado, por lo general basado en estaciones de trabajo o mainframes. Estos
sistemas tienen grandes capacidades de almacenamiento, memorias muy grandes y mucho equipo asociado.
Por lo general se usan para el control de todas las plantas en un rea o una instalacin. Los sistemas centralizados
son econmicos, si estn implicadas un gran nmero de unidades, pero son cada vez menos comunes debido a
sus altos costos de instalacin, de mantenimiento, as como la limitacin de que frente a una falla del sistema
central se apagan todas las plantas en cuestin.
Los segundos son sistemas informticos independientes, basadas generalmente en un ordenador personal (PC) o
controlador lgico programable (PLC), establecen un sistema informtico independiente para cada planta piloto.
Esto permite la expansin econmica para nuevas unidades, se separan por completo las diferentes plantas piloto
Plantas Piloto
Integracin II
Pagina 7
para el mantenimiento y la solucin de problemas y a menudo tienen el menor costo inicial. La estandarizacin
puede ser un problema y el software de control, la recopilacin y almacenamiento de datos puede ser limitada
en tamao, alcance y capacidad, por lo se debe llegara una solucin de compromiso.
Los sistemas de control distribuidos (DCS) son un hbrido de los sistemas anteriores, habiendo equipos
independientes para el control y recopilacin de datos en cada planta piloto, junto con una o ms computadoras
de nivel superior (s) para almacenamiento de datos y el trabajo en marcha. Por lo general ms caros que
cualquiera de los sistemas centrales o equipos independientes, los sistemas distribuidos de control tiene las ventajas
de ambos sistemas. Este enfoque se prefiere para plantas piloto cuando puede justificarse econmicamente, por
lo general para las instalaciones de investigacin ms grandes o para unidades de demostracin muy grandes.
Instrumentacin.
Las plantas piloto estn por lo general muy instrumentadas respecto a las plantas comerciales. No es raro para una
planta piloto pueda tener un orden de magnitud ms de lazos de control e instrumentos de anlisis que una
planta comercial debido a la necesidad de informacin adicional que no es necesaria en la fase comercial. Una
discusin de todos los tipos especficos de instrumentos utilizados en las plantas piloto est fuera del alcance de
esta introduccin.
Los instrumentos analticos para plantas piloto se dividen en dos clases: off-line y on-line. El anlisis off- line de un
proceso batch requiere la toma de muestras, la manipulacin y el almacenamiento seguido de anlisis en una
fecha posterior y con frecuencia en otro lugar. Esto interfiere al menos con el proceso pero comnmente es menos
costoso, y permite que se realice el anlisis bajo condiciones controladas rigurosamente. Pueden existir algunos
anlisis que no se puedan hacer de cualquier otra forma a causa de limitaciones del equipamiento necesario,
aunque esto es cada vez menos frecuente. Las desventajas del anlisis fuera de lnea incluyen la toma, manejo y
almacenamiento de muestras representativas y la imposibilidad de modificar las condiciones del proceso en un
tiempo real, debido al tiempo transcurrido entre el muestreo y anlisis.
Los anlisis en lnea son a menudo ms caros y difciles de establecer al principio, aunque puede ser ms preciso y
fiable si se realiza correctamente. Los analizadores on-line tambin se pueden utilizar para proporcionar control en
tiempo real de un proceso a travs de una variable secundaria, como la gravedad o la conversin, en
comparacin con el control de una variable principal, tal como la temperatura.
El mantenimiento de la instrumentacin analtica requiere de personal capacitado y es una tarea que consume
tiempo. Un problema adicional es la necesidad de control de la frecuencia de calibracin de la instrumentacin
de anlisis y la recalibracin de ser necesaria. Anteriormente exista instrumentacin cuyo nico destino era la
registracin de datos, y que fue muy comn en plantas piloto, pero ha sido completamente sustituida por equipos
ms modernos digitales que no solamente sirven para la registracin de datos sino tambin para el control del
proceso.
Manejo de insumos y productos
Uno de los aspectos ms complejos de los trabajos de planta piloto es ver como se puede alimentar y manejar el
producto, dado que este tipo de instalaciones no esta diseado ni funciona como una planta comercial. De
hecho, los problemas asociados al manejo y almacenamiento de los insumos y los productos a veces pueden ser
problemas tan complejos de resolver como los problemas de proceso.
La toxicidad de los alimentos y los productos deben ser cuidadosamente considerados durante las fases de diseo
preliminar sobre todo si los insumos o productos contienen carcingenos conocidos o sospechados. Es posible que
incluso pueda ser necesaria antes de la operacin estudios de toxicidad sobre todo si el personal no esta
familiarizado con los materiales.
Se deber prever capacidad de almacenamiento suficiente para insumos y productos. El sistema de
almacenamiento deber estar diseado para reducir al mnimo la necesidad de tiempo de manipulacin por
parte del operador. La capacidad de alimentacin y de almacenamiento de producto terminado deber ser lo
suficientemente grande como para reducir al mnimo la necesidad de tiempo de atencin que le van a
demandar al operador las tareas de carga y descarga. En todos los recipientes que almacenen producto y que
puedan desbordarse, se deben instalar alarmas de nivel alto y de apagado, y alarmas de bajo nivel y apagado
en todos los recipientes que podran llegar a vaciarse. La venteo de productos debe hacerse siguiendo todas las
leyes, y procedimientos vigentes, relacionados con residuos industriales, sustancias peligrosas, contaminacin,
normas de seguridad e higiene y cuidado del medio ambiente, a nivel nacional, provincial y municipal, siguiendo
buenos criterios de ingeniera. Estos pueden requerir tratamientos adicionales, como lavado o neutralizacin,
incineracin, quemado o medidas similares. Se requiere especial cuidado para asegurar que la ventilacin de
emergencia sea adecuada en tamao, disposicin, ubicacin e instalada con la altura adecuada para los
productos que se van a ventear. Si una planta piloto se encuentra en una zona elctricamente clasificada, la
alimentacin y manipulacin de productos inflamables se deber hacer conforme las normativas de seguridad y
Plantas Piloto
Integracin II
Pagina 8
las buenas prcticas. Lo mismo es cierto si se utilizan materiales txicos y el area tiene una mala ventilacin.
Arranque de la planta piloto
La puesta en marcha de una planta piloto es diferente desde el principio, teniendo en cuenta principalmente
que es una planta de proceso de menor escala que una de produccin comercial y el menor compromiso de
recursos que demanda, la menor planificacin previa de puesta en marcha, y la limitada existente experiencia
con el proceso y funcionamiento de la misma.
La clave para una exitosa puesta en marcha de la planta piloto es una buena planificacin realizada
previamente, por lo menos 6 a 8 semanas antes de la finalizacin del la construccin, que permita la identificacin
de reas problemticas y preocupaciones con en el tiempo necesario para una buena resolucin. Se debe hacer
una secuencia detallada de la puesta en marcha enumerando cada tarea a realizar en orden cronolgico. La
secuencia de puesta en marcha permite la elaboracin de una lista de los recursos necesarios y un calendario
provisional de puesta en marcha. El xito de la puesta en marcha requirie esta planificacin anticipada, as como
la formacin adecuada y la adquisicin de experiencia por parte del personal con una variedad de habilidades.
Si el trabajo de instalar plantas piloto es comn en una compaa, un grupo especializado de puesta en marcha
es un bien de primera importancia. La seguridad es una de las principales preocupaciones durante el arranque,
porque los sistemas de control y bloqueo no son completamente funcionales y los equipos y subsistemas estn
siendo utilizados por primera vez, por lo que pueden aparecer problemas de montaje, indicacin, disposicin en
los tableros, etc.
Los costos de puesta en marcha de la planta piloto son muy variables. Los gastos imputados a la puesta en
marcha, as como el alcance de las actividades de puesta la etiqueta "start-up" varan
ampliamente. Los rangos de valores van entre el 5 y el 50% del costo de la construccin, siendo los mas tipicos del
10 a 20%. La duracin de la puesta en marcha tambin varan, pero un rango de uno a tres meses es comn en
funcin de la formacin de personal y conocimientos especializados.
Seguridad en el diseo y la operacin de una planta piloto
Las plantas piloto son a menudo ms peligrosas que las plantas de proceso, a pesar de que son ms pequeas en
tamao, por muchas razones. Estos incluyen una tendencia humana a relajar los procedimientos normales de
revisin de seguridad basado en la pequea escala, el que normalmente las pone en funcionamiento personal
con calificaciones excepcionales, lo cual por exceso de confianza relaja la seguridad, y la naturaleza
experimental de la investigacin en los procesos y operaciones para los que se construyo la planta, la falta de
prctica constante y de experiencia operativa, la falta de informacin sobre nuevos materiales o procesos, la
falta de protecciones automticas efectivas debido al cambio frecuente de las operaciones de la planta piloto
dada su naturaleza, el deseo de una gran flexibilidad en las condiciones de funcionamiento, y la falta de personal
de mantenimiento a tiempo completo.
Para minimizar estos problemas, la mayora de las organizaciones requieren de una serie formal de revisiones de
seguridad y anlisis de riesgo para cada planta piloto nueva o modificada. Como mnimo, esto implica el anlisis
de la planta piloto propuesto antes de la construccin para identificar y eliminar todos los posibles peligros,
incluyendo lo relacionado con toxicidad o inflamabilidad de insumos, productos intermedios o finales, el
almacenamiento y manipulacin del producto, los problemas relacionados con la disposicin final y la
eliminacin, las normas pertinentes del gobierno, y aquellas reacciones y procesos que potencialmente sean
peligrosas. El tipo exacto y la fecha de estas revisiones vara en cada organizacin.
La planta piloto tambin debe ser cuidadosamente diseada para que sus sistemas de control y seguridad lleven
a la planta a una condicin de parada segura ante una falla (fail- safe) ante una falla inesperada de cualquier
equipo o un fallo del suministro de energa. Cambios inesperados o rpidos en el proceso, pueden anunciar o dar
lugar a situaciones peligrosas (reacciones exotrmicas en los reactores) , y por lo tanto deben ser objeto de
control permanente por medio de la instrumentacin y se deben prever procedimientos a realizar en forma
automtica.
Tendencias futuras
Las Unidades de a nivel de laboratorio o microunidades seguirn siendo el tipo predominante de la planta piloto a
construir gracias a su costos ms bajos de construccin y operacin.
Las unidades de demostracin y unidades prototipo sern ms raras, por las razones opuestas.
La tendencia hacia la construccin y operacin de plantas piloto especializados continuarn en un esfuerzo por
reducir los costes de construccin y de instalacin. Esto resultar en un aumento de la necesidad de diseo y
construccin rpida con el fin de reducir el tiempo de espera para las plantas piloto nuevas.
Las organizaciones que demanden unidades y que no las tengan aumentaran su dependencia de aquellas
organizaciones que ya la han adquirido para lograr la capacidad de desarrollar nuevas unidades rpidamente
cuando surja la necesidad. Los grupos de consultora con experiencia en estas reas crecern, ofreciendo sus
Plantas Piloto
Integracin II
Pagina 9
servicios a las empresas ms pequeas. Las grandes empresas pueden encontrar la necesidad de desarrollar y
mantener grupos especializados con experiencia en el diseo, puesta en marcha y operaciones.
Los aspectos de seguridad de la construccin de planta piloto y la operacin seguirn creciendo impulsados
tanto por la regulacin y una mayor conciencia de los riesgos potenciales. Estos tambin requerirn
conocimientos especializados y formacin en todos los niveles.
Prcticamente todas las plantas piloto nuevas sern controladas por ordenador y muy automatizadas, debido la
necesidad de una alta precisin y repetibilidad, a la facilidad de recogida de datos y a la obtencin de datos
mientras la instalacin est en operacin. Los sistemas de controlador lgico programables e independientes
seguirn dominando el mercado debido a su bajo costo y facilidad de uso.
Das könnte Ihnen auch gefallen
- Medicion de Emisiones Con Celdas ElectroquimicasDokument16 SeitenMedicion de Emisiones Con Celdas ElectroquimicasNoe GallardoNoch keine Bewertungen
- 2014 Produal Catalogo de ProductosDokument76 Seiten2014 Produal Catalogo de ProductosNoe GallardoNoch keine Bewertungen
- MICROBIOLOGIADokument108 SeitenMICROBIOLOGIAjlopez98% (42)
- Fundamentos de Cinetica Quimica (S.R. Logan)Dokument269 SeitenFundamentos de Cinetica Quimica (S.R. Logan)camilo43295% (19)
- EPI 7 ProduccionDokument1 SeiteEPI 7 ProduccionNoe GallardoNoch keine Bewertungen
- Propiedades y Tablas Termodinamicas PDFDokument32 SeitenPropiedades y Tablas Termodinamicas PDFRosa Luz Quintanilla ChavezNoch keine Bewertungen
- PlasticosDokument26 SeitenPlasticosmisraim_reyes2582Noch keine Bewertungen
- Diagramas de Flujo y SimbologiaDokument14 SeitenDiagramas de Flujo y SimbologiaNoe GallardoNoch keine Bewertungen
- Cambio Climático: Lo Que Está en Juego: Manuel Rodríguez Becerra Henry ManceDokument82 SeitenCambio Climático: Lo Que Está en Juego: Manuel Rodríguez Becerra Henry ManceBrilliz MedinaNoch keine Bewertungen
- Informe Proyecto de Instalacion ElectricaDokument38 SeitenInforme Proyecto de Instalacion ElectricaJHON CESAR UGARTECHE SAAVEDRANoch keine Bewertungen
- Informe21 Moposita Yanez SanipatinDokument21 SeitenInforme21 Moposita Yanez SanipatinLuisRobertoNoch keine Bewertungen
- Discusión en Balance de EnergiaDokument2 SeitenDiscusión en Balance de EnergiaMáárlóón SááTtNoch keine Bewertungen
- Realizar El Siguiente Ejercicio Determinando La Utilidad Operacional en Funcion Del Punto Del de EquilibrioDokument7 SeitenRealizar El Siguiente Ejercicio Determinando La Utilidad Operacional en Funcion Del Punto Del de EquilibrioNicole riveraNoch keine Bewertungen
- Educación PetroleraDokument4 SeitenEducación PetrolerayersonNoch keine Bewertungen
- Clasificación de Turbina de GasDokument6 SeitenClasificación de Turbina de GasRodrigo Cruz MoralesNoch keine Bewertungen
- Sistema eléctrico residencial con domótica y sensoresDokument12 SeitenSistema eléctrico residencial con domótica y sensoresJesid AmayaNoch keine Bewertungen
- Practica 5 DestilaciónDokument21 SeitenPractica 5 DestilaciónMiriam HGNoch keine Bewertungen
- PasoDokument75 SeitenPasoMorita ShokoretaNoch keine Bewertungen
- Rectificadores monofásicos: tipos y cálculos básicosDokument3 SeitenRectificadores monofásicos: tipos y cálculos básicosJuancho Anaya OrtizNoch keine Bewertungen
- Informe FluvialTABLACHACADokument21 SeitenInforme FluvialTABLACHACADashiell MunarrizNoch keine Bewertungen
- PROYECTO HibridoDokument3 SeitenPROYECTO HibridoWilson CardenasNoch keine Bewertungen
- Mapas de Riesgos (Antigua) 1.1Dokument1 SeiteMapas de Riesgos (Antigua) 1.1Pedro mendozaNoch keine Bewertungen
- S1-Trabajo-De-Investigación Gestion y DesempeñoDokument20 SeitenS1-Trabajo-De-Investigación Gestion y DesempeñoJorge AlbanNoch keine Bewertungen
- Inspeccion y Pruebas de Los Sistemas de Rociadores AutomaticosDokument4 SeitenInspeccion y Pruebas de Los Sistemas de Rociadores AutomaticosJosé ArgüelloNoch keine Bewertungen
- Pets Fls Mol14mantenimientodezarandavibratoriarev0 180811134200Dokument29 SeitenPets Fls Mol14mantenimientodezarandavibratoriarev0 180811134200Luis SumireNoch keine Bewertungen
- Metodo Calculo Calefaccion Suelo RadianteDokument7 SeitenMetodo Calculo Calefaccion Suelo Radianteaucadenas94% (52)
- Calorimetría y cambio de estadoDokument56 SeitenCalorimetría y cambio de estadoPablo Leo0% (2)
- 1 Norma API 6A IntroduccionDokument48 Seiten1 Norma API 6A IntroduccionCelia AlejandraNoch keine Bewertungen
- Medición de caudal y selección de tubería en MCH PisacDokument8 SeitenMedición de caudal y selección de tubería en MCH Pisacelvis pedrazaNoch keine Bewertungen
- Plan Estrategico ATUDokument63 SeitenPlan Estrategico ATULady ParedesNoch keine Bewertungen
- Las Antenas de Telefonía MóvilDokument32 SeitenLas Antenas de Telefonía MóvilDwa WANoch keine Bewertungen
- Cohete de HidrogenoDokument8 SeitenCohete de HidrogenoSebastian VelasquezNoch keine Bewertungen
- Energía Solar Fotovoltaica Edificio 3 PisosDokument7 SeitenEnergía Solar Fotovoltaica Edificio 3 Pisosservicios generales alexcar eirlNoch keine Bewertungen
- Tippens Fisica 7e Diapositivas 38bDokument23 SeitenTippens Fisica 7e Diapositivas 38bCENVIM UNSCH CEMROBNoch keine Bewertungen
- MICROONDAS MODELO LI19M-S3 MANUAL DEL USUARIO. Incluye Certificado de GarantíaDokument20 SeitenMICROONDAS MODELO LI19M-S3 MANUAL DEL USUARIO. Incluye Certificado de GarantíaRaul Roberto OcampoNoch keine Bewertungen
- MAQUINAS PERFORADORAS TUNELADORASDokument5 SeitenMAQUINAS PERFORADORAS TUNELADORASYordi Victorino Abad OgoñaNoch keine Bewertungen
- Catálogo General Controles Industriales 2007Dokument60 SeitenCatálogo General Controles Industriales 2007David Martinez100% (1)
- Sistemas de Arranque FallasDokument4 SeitenSistemas de Arranque Fallasmatiastristan100% (3)