Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Floatover - Installation - Final (Compatibility Mode) Quiz2 PDFDokument27 SeitenFloatover - Installation - Final (Compatibility Mode) Quiz2 PDFChinmaya Ranjan JenaNoch keine Bewertungen
- Controlling Artificial Viscosity in SPH Simulations of Accretion DisksDokument8 SeitenControlling Artificial Viscosity in SPH Simulations of Accretion DisksChinmaya Ranjan JenaNoch keine Bewertungen
- Otc 10979 MS PDFDokument8 SeitenOtc 10979 MS PDFChinmaya Ranjan JenaNoch keine Bewertungen
- Structural Design of Self-Elevating Units (LRFD Method) : DNV-OS-C104Dokument41 SeitenStructural Design of Self-Elevating Units (LRFD Method) : DNV-OS-C104Chinmaya Ranjan JenaNoch keine Bewertungen
- Top Tensioned Riser Layout Design Optimization: Yongjun Chen, Peimin CaoDokument6 SeitenTop Tensioned Riser Layout Design Optimization: Yongjun Chen, Peimin CaoChinmaya Ranjan JenaNoch keine Bewertungen
- Structural Design of Column Stabilised Units (LRFD Method) : DNV-OS-C103Dokument40 SeitenStructural Design of Column Stabilised Units (LRFD Method) : DNV-OS-C103Chinmaya Ranjan JenaNoch keine Bewertungen
- Ocean Engineering: Ming Zhao, Kalyani Kaja, Yang Xiang, Guirong YanDokument13 SeitenOcean Engineering: Ming Zhao, Kalyani Kaja, Yang Xiang, Guirong YanChinmaya Ranjan JenaNoch keine Bewertungen
- Active Control of Exible Marine Risers: B.V.E. How, S.S. Ge, Y.S. ChooDokument19 SeitenActive Control of Exible Marine Risers: B.V.E. How, S.S. Ge, Y.S. ChooChinmaya Ranjan JenaNoch keine Bewertungen
- Ocean Engineering: Weimin Chen, Min Li, Zhongqin Zheng, Tiancai TanDokument6 SeitenOcean Engineering: Weimin Chen, Min Li, Zhongqin Zheng, Tiancai TanChinmaya Ranjan JenaNoch keine Bewertungen
- Ocean Engineering: S.T. Santillan, L.N. VirginDokument6 SeitenOcean Engineering: S.T. Santillan, L.N. VirginChinmaya Ranjan JenaNoch keine Bewertungen
- Ch-11 (3D Geometry) PDFDokument13 SeitenCh-11 (3D Geometry) PDFChinmaya Ranjan JenaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Khaled Saeed CVDokument9 SeitenKhaled Saeed CVkhsaeedNoch keine Bewertungen
- Pressure Parts Weld ScheduleDokument5 SeitenPressure Parts Weld SchedulesbmmlaNoch keine Bewertungen
- Plumb ExDokument21 SeitenPlumb ExJugno ShahNoch keine Bewertungen
- s745 PNC PND Pne Shallow Well Jet Pump Tank IomDokument28 Seitens745 PNC PND Pne Shallow Well Jet Pump Tank IomUriel Cruz pérezNoch keine Bewertungen
- CDG Technical PresentationDokument26 SeitenCDG Technical Presentationar desNoch keine Bewertungen
- Boiler Soot BlowerDokument35 SeitenBoiler Soot BlowerParthiban Karuna0% (1)
- Process Industry Practices VesselsDokument36 SeitenProcess Industry Practices VesselstmaNoch keine Bewertungen
- Shandong Kerui Petrochemical Equipment CO.-business AnalysisDokument1 SeiteShandong Kerui Petrochemical Equipment CO.-business Analysis911targaNoch keine Bewertungen
- 01-SAMSS-046 2018 Stainless Steel and Nickel Alloy PipesDokument13 Seiten01-SAMSS-046 2018 Stainless Steel and Nickel Alloy PipesWHWENNoch keine Bewertungen
- Manual For Low Volume Roads: Appendix C.4: Drainage Structural DrawingsDokument24 SeitenManual For Low Volume Roads: Appendix C.4: Drainage Structural DrawingsGerald ObalimNoch keine Bewertungen
- O&M Shuaibah Final Rev02 PDFDokument810 SeitenO&M Shuaibah Final Rev02 PDFgustavo aguilarNoch keine Bewertungen
- Biogas Plant Technician Floating Drum Level 2Dokument22 SeitenBiogas Plant Technician Floating Drum Level 2Sheela AliNoch keine Bewertungen
- Autodesk Inventor 10 Tube & PipeDokument358 SeitenAutodesk Inventor 10 Tube & Pipebladek1016100% (1)
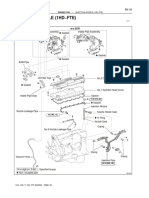
- 08erm Injector 1HD FTEDokument15 Seiten08erm Injector 1HD FTEbrettNoch keine Bewertungen
- ECDA ProcedureDokument87 SeitenECDA ProcedurePasquale Cutri100% (2)
- Reece Irrigation PlannerDokument6 SeitenReece Irrigation PlannerHenry BettisonNoch keine Bewertungen
- Building Svs - Plumbing and Sanitary ServicesDokument84 SeitenBuilding Svs - Plumbing and Sanitary ServicesArnel Alvarez0% (1)
- Building Utilities ReviewerDokument4 SeitenBuilding Utilities ReviewerPrincess BenitezNoch keine Bewertungen
- Catalog Tevi Pag 1Dokument74 SeitenCatalog Tevi Pag 1GPNoch keine Bewertungen
- Scalable DrawingsDokument13 SeitenScalable DrawingschowhkNoch keine Bewertungen
- Steam Meter UtilitiesDokument6 SeitenSteam Meter UtilitiesChoochart ThongnarkNoch keine Bewertungen
- Water Corp Protection of Services ManualDokument68 SeitenWater Corp Protection of Services ManualphatmatNoch keine Bewertungen
- Air Brake System of LHB - RearrangedDokument38 SeitenAir Brake System of LHB - RearrangedKai HiwatariNoch keine Bewertungen
- Metalcraft 4Dokument90 SeitenMetalcraft 4Ana DuranNoch keine Bewertungen
- Boiler DescriptionDokument11 SeitenBoiler DescriptionUlvi FatullayevNoch keine Bewertungen
- Codeware DataDokument10 SeitenCodeware DataAnonymous pMVR77x1Noch keine Bewertungen
- BS Standards PlumbingDokument7 SeitenBS Standards PlumbingWilfrid Dutruel100% (1)
- BS en Iso 17824-2014Dokument50 SeitenBS en Iso 17824-2014LucasNoch keine Bewertungen
- Unit Rate KonstruksiDokument9 SeitenUnit Rate KonstruksiAulia FitriNoch keine Bewertungen
- 107 02 PDFDokument7 Seiten107 02 PDFBashir SolimanNoch keine Bewertungen