Das könnte Ihnen auch gefallen
- A Ciencia de Ficar Rico - Wallace D - Resumo PDFDokument6 SeitenA Ciencia de Ficar Rico - Wallace D - Resumo PDFFree Teste0% (1)
- Como Fazer Uma Plaina de Espessura - Marcenaria Com Ferramentas de BricolageDokument4 SeitenComo Fazer Uma Plaina de Espessura - Marcenaria Com Ferramentas de BricolageMauro RegisNoch keine Bewertungen
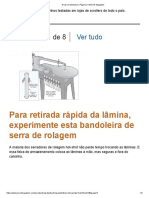
- Atualização Da Serra de Rolagem - WoodsmithDokument2 SeitenAtualização Da Serra de Rolagem - WoodsmithMauro RegisNoch keine Bewertungen
- Dicas de Desdobro - Página 3 - WOOD MagazineDokument2 SeitenDicas de Desdobro - Página 3 - WOOD MagazineMauro RegisNoch keine Bewertungen
- Dicas de Desdobro - Página 3 - WOOD Magazine-1Dokument2 SeitenDicas de Desdobro - Página 3 - WOOD Magazine-1Mauro RegisNoch keine Bewertungen
- Dicas de Desdobro - Página 3 - WOOD Magazine-3Dokument1 SeiteDicas de Desdobro - Página 3 - WOOD Magazine-3Mauro RegisNoch keine Bewertungen
- Dicas de Desdobro - Página 3 - WOOD Magazine-8Dokument1 SeiteDicas de Desdobro - Página 3 - WOOD Magazine-8Mauro RegisNoch keine Bewertungen
- 2 Estilos de Braçadeiras de Grampos Francesas - 3 Etapas (Com Imagens) - InstrutíveisDokument10 Seiten2 Estilos de Braçadeiras de Grampos Francesas - 3 Etapas (Com Imagens) - InstrutíveisMauro RegisNoch keine Bewertungen
- Molde de Quebra Cabeça de Bichinhos - Como FazerDokument7 SeitenMolde de Quebra Cabeça de Bichinhos - Como FazerMauro RegisNoch keine Bewertungen
- Dicas Cortar Pes de Banco No Mesmo TramanhoDokument2 SeitenDicas Cortar Pes de Banco No Mesmo TramanhoMauro RegisNoch keine Bewertungen
- Texto 1 Rachel Was Almost LateDokument11 SeitenTexto 1 Rachel Was Almost LateAlb. Gomes OficialNoch keine Bewertungen
- Caixa de Serra de Fita Nº 3 - Oficina de QuiaboDokument8 SeitenCaixa de Serra de Fita Nº 3 - Oficina de QuiaboMauro RegisNoch keine Bewertungen
- Quebra-Cabeças de Animais - 16 Quebra-Cabeças de AnimaisDokument3 SeitenQuebra-Cabeças de Animais - 16 Quebra-Cabeças de AnimaisMauro RegisNoch keine Bewertungen
- Gabarito de Fixação Fácil de Fazer para Mesa Rotativa - Marcenaria Com Ferramentas de BricolageDokument5 SeitenGabarito de Fixação Fácil de Fazer para Mesa Rotativa - Marcenaria Com Ferramentas de BricolageMauro RegisNoch keine Bewertungen
- Grampos Franceses - Idéias de Prateleira - Rack - MontagemDokument12 SeitenGrampos Franceses - Idéias de Prateleira - Rack - MontagemMauro RegisNoch keine Bewertungen
- Gabinete Do Toca-Discos - Buildsomething - Com-2Dokument2 SeitenGabinete Do Toca-Discos - Buildsomething - Com-2Mauro RegisNoch keine Bewertungen
- Prensa de Acabamento de Encadernaçãoequipamento de Encadernação AcessívelDokument5 SeitenPrensa de Acabamento de Encadernaçãoequipamento de Encadernação AcessívelMauro RegisNoch keine Bewertungen
- Armazenamento de Garagem Personalizável (DIY) - Family HandymanDokument7 SeitenArmazenamento de Garagem Personalizável (DIY) - Family HandymanMauro RegisNoch keine Bewertungen
- The Mavericks - Parts Express Project Gallery CAIXA DE SOM TORREDokument5 SeitenThe Mavericks - Parts Express Project Gallery CAIXA DE SOM TORREMauro RegisNoch keine Bewertungen
- Falo Melhor Do Que Escrevo - A Mesa de Centro Quebra Cabeça Com PAPDokument18 SeitenFalo Melhor Do Que Escrevo - A Mesa de Centro Quebra Cabeça Com PAPMauro RegisNoch keine Bewertungen
- Bookbinding Lying PressAffordable Binding EquipmentDokument4 SeitenBookbinding Lying PressAffordable Binding EquipmentMauro RegisNoch keine Bewertungen
- Gabinete Do Toca-Discos - Buildsomething - Com-1Dokument6 SeitenGabinete Do Toca-Discos - Buildsomething - Com-1Mauro RegisNoch keine Bewertungen
- Mesa Mini RouterDokument3 SeitenMesa Mini RouterMauro RegisNoch keine Bewertungen
- Este Banquinho Balança A Fabsie Pronta para Montar MóveisDokument8 SeitenEste Banquinho Balança A Fabsie Pronta para Montar MóveisMauro RegisNoch keine Bewertungen
- Prensa OutraDokument1 SeitePrensa OutraMauro RegisNoch keine Bewertungen
- Mesa de Centro Moderna - Buildsomething - Com-1Dokument6 SeitenMesa de Centro Moderna - Buildsomething - Com-1Mauro RegisNoch keine Bewertungen
- Caixas de Serra de Fita, Como Fazer Uma Caixa de Serra de Fita, para Quem Trabalha Com MadeiraDokument3 SeitenCaixas de Serra de Fita, Como Fazer Uma Caixa de Serra de Fita, para Quem Trabalha Com MadeiraMauro RegisNoch keine Bewertungen
- Projetando Uma Caixa de Serra de Fita - FineWoodworkingDokument7 SeitenProjetando Uma Caixa de Serra de Fita - FineWoodworkingMauro RegisNoch keine Bewertungen
- Como Criar Seu Próprio Mapa Mundial em 10 Etapas. - Os Professores de MilhoDokument5 SeitenComo Criar Seu Próprio Mapa Mundial em 10 Etapas. - Os Professores de MilhoMauro RegisNoch keine Bewertungen
- Mais Uma Lâmpada Do Batman - 15 Etapas (Com Fotos) - InstrutíveisDokument16 SeitenMais Uma Lâmpada Do Batman - 15 Etapas (Com Fotos) - InstrutíveisMauro RegisNoch keine Bewertungen
- DIY Batman Shelf Tamara's JoyDokument14 SeitenDIY Batman Shelf Tamara's JoyMauro RegisNoch keine Bewertungen
- Curvadora de Tubo CNC 3d Dw63cnc3a1sDokument57 SeitenCurvadora de Tubo CNC 3d Dw63cnc3a1sTiago RamosNoch keine Bewertungen
- SALMO 150 Pr. ELISEU MARTINSDokument3 SeitenSALMO 150 Pr. ELISEU MARTINSEliseu Martins100% (1)
- O Catimbo-JuremaDokument30 SeitenO Catimbo-JuremajenilsonalmeidaNoch keine Bewertungen
- Anatomia Da Veia de LabbéDokument26 SeitenAnatomia Da Veia de LabbéHugo NapoleãoNoch keine Bewertungen
- AE PERFIL EMPREENDEDOR Material Apoio Professor ElizeuDokument27 SeitenAE PERFIL EMPREENDEDOR Material Apoio Professor ElizeuPoliana FerreiraNoch keine Bewertungen
- lÓGICA DE ALGORITMOS COM C++Dokument51 SeitenlÓGICA DE ALGORITMOS COM C++Daniele Lopes de SouzaNoch keine Bewertungen
- Lista 1 - Unidade 3Dokument2 SeitenLista 1 - Unidade 3e vamos de premiumNoch keine Bewertungen
- O Que É FEL e Como Funciona A Metodologia CAPEX e OPEX - Glic FàsDokument5 SeitenO Que É FEL e Como Funciona A Metodologia CAPEX e OPEX - Glic FàsNobruScribNoch keine Bewertungen
- Protocolo Da Actividade ExperimentalDokument2 SeitenProtocolo Da Actividade ExperimentalNuno Miguel Beltrao Marques100% (2)
- DMS Sap PTDokument30 SeitenDMS Sap PTLuan David J. Batista100% (2)
- 7 AnoDokument3 Seiten7 AnoJuliana ModestoNoch keine Bewertungen
- Nobre ExplicaçãoDokument56 SeitenNobre Explicaçãoموسى بشيرNoch keine Bewertungen
- Relatório IV - Relação Carga e Massa Do ElétronDokument14 SeitenRelatório IV - Relação Carga e Massa Do ElétronThaisa Uzan100% (1)
- Editoração Eletrônica e Sua HistóriaDokument7 SeitenEditoração Eletrônica e Sua HistóriaTássia CrisNoch keine Bewertungen
- Exerccios Anlise Combinatria PDokument3 SeitenExerccios Anlise Combinatria PSebastian CoddNoch keine Bewertungen
- Apresentação - Gestao de TIDokument8 SeitenApresentação - Gestao de TIPauloNoch keine Bewertungen
- NR-6 - EpiDokument3 SeitenNR-6 - EpiAngelica SilvaNoch keine Bewertungen
- Relatório de GeologiaDokument2 SeitenRelatório de Geologialeooopassos9Noch keine Bewertungen
- Traco Micro Faixa Iii CSR - São LuisDokument7 SeitenTraco Micro Faixa Iii CSR - São LuisEuzirChagasNoch keine Bewertungen
- A Biodisponibilidade de Nutrientes Nos AlimentosDokument6 SeitenA Biodisponibilidade de Nutrientes Nos AlimentosKelyane PortelaNoch keine Bewertungen
- Artigo - PsicopedagogiaDokument19 SeitenArtigo - PsicopedagogiakarizapvNoch keine Bewertungen
- Fispq Spectrogel BP Rev 05Dokument9 SeitenFispq Spectrogel BP Rev 05Rosiane Vieira BarrosNoch keine Bewertungen
- Anais DoI Encontro de Arte-Educadores - A Arte-Educação Nos Institutos Federais BrasileirosDokument285 SeitenAnais DoI Encontro de Arte-Educadores - A Arte-Educação Nos Institutos Federais BrasileirosVicaNoch keine Bewertungen
- Tabela Periódica Dos Transtornos EmocionaisDokument158 SeitenTabela Periódica Dos Transtornos EmocionaisHudson Costa100% (3)
- Jaqueline Lima Santos - A Produção Intelectual Das Mulheres Negras e o Epistemicídio PDFDokument7 SeitenJaqueline Lima Santos - A Produção Intelectual Das Mulheres Negras e o Epistemicídio PDFRaízza RodriguezNoch keine Bewertungen
- Plano de Aula de Sistemas de Comunicações Digitais 2018.2 PDFDokument3 SeitenPlano de Aula de Sistemas de Comunicações Digitais 2018.2 PDFyohfonseca88Noch keine Bewertungen
- Atividade Teoria Neoclássica PDFDokument2 SeitenAtividade Teoria Neoclássica PDFPaulo Diego FerreiraNoch keine Bewertungen
- Prova Gota de Leite AraraquaraDokument12 SeitenProva Gota de Leite AraraquaraMariaClaradeFreitasNoch keine Bewertungen
- 7 PrebosteejuizDokument5 Seiten7 PrebosteejuizFrancisco LimaNoch keine Bewertungen