Das könnte Ihnen auch gefallen
- Welding FormulaDokument6 SeitenWelding FormulachirpynikNoch keine Bewertungen
- Technical Note 6001A RENAULTDokument43 SeitenTechnical Note 6001A RENAULTa beekNoch keine Bewertungen
- Physics For The Ib Diploma Fifth Edition Cambridge Education Cambridge University Press Samples PDFDokument18 SeitenPhysics For The Ib Diploma Fifth Edition Cambridge Education Cambridge University Press Samples PDFRicardo Uribe67% (3)
- Standard Test Method For Surface Area of Catalysts and Catalyst CarriersDokument5 SeitenStandard Test Method For Surface Area of Catalysts and Catalyst CarriersCristiano Cavalcanti100% (1)
- FWC Air Cooled Exchanger PDFDokument49 SeitenFWC Air Cooled Exchanger PDFdinakaranpatelNoch keine Bewertungen
- MAK 302L Experiment 3 Extended Surface Heat Transfer 1. PurposeDokument5 SeitenMAK 302L Experiment 3 Extended Surface Heat Transfer 1. PurposeYEe FaNgNoch keine Bewertungen
- ASTM E-1980-01 Standard Practice For Calculating Solar Reflectance Index of Horizontal and Low-Sloped Opaque SurfacesDokument3 SeitenASTM E-1980-01 Standard Practice For Calculating Solar Reflectance Index of Horizontal and Low-Sloped Opaque SurfacesSeyong ParkNoch keine Bewertungen
- Method of Calculating The Cooling Rate in HAZ During WeldingDokument6 SeitenMethod of Calculating The Cooling Rate in HAZ During WeldingahmedNoch keine Bewertungen
- Chemistry Reviewer 1.0 (1-197)Dokument35 SeitenChemistry Reviewer 1.0 (1-197)Judy Anne Mae Del RosarioNoch keine Bewertungen
- Expansion Valve PresentationDokument11 SeitenExpansion Valve PresentationRAZA ULLAH0% (1)
- Fire Tech and Arson InvestigationDokument12 SeitenFire Tech and Arson InvestigationQueen Vi BenedictoNoch keine Bewertungen
- ASTM D1555 Calculo Volumen AromaticosDokument8 SeitenASTM D1555 Calculo Volumen AromaticosJulio Cesar Yepez Montes0% (1)
- Finite Element Analysis of Heat Flow inDokument5 SeitenFinite Element Analysis of Heat Flow inWilly Villa SalsavilcaNoch keine Bewertungen
- Detailed Lesson PlanDokument7 SeitenDetailed Lesson Planlenie bacalsoNoch keine Bewertungen
- Transport Phenomena ProblemsDokument10 SeitenTransport Phenomena ProblemsbeningNoch keine Bewertungen
- Is 600 MM Sufficient To Keep BDV FunctionalDokument0 SeitenIs 600 MM Sufficient To Keep BDV Functionalsachin2010Noch keine Bewertungen
- 3.heat Flow Character in WeldingDokument6 Seiten3.heat Flow Character in WeldingSanthosh KumarNoch keine Bewertungen
- 1.c Heat Flow and Temperature Distribution in Welding PDFDokument45 Seiten1.c Heat Flow and Temperature Distribution in Welding PDFMukhlis Adam0% (1)
- Assignment 3Dokument4 SeitenAssignment 3abhijeetNoch keine Bewertungen
- 00000096Dokument9 Seiten00000096Javi PedrazaNoch keine Bewertungen
- Advanced Heat ConductionDokument24 SeitenAdvanced Heat ConductionmikbalarikanNoch keine Bewertungen
- Transient Thermomechanical Analysis of A Welded Joint.Dokument6 SeitenTransient Thermomechanical Analysis of A Welded Joint.Ashwin KulkarniNoch keine Bewertungen
- Heat Conduction EquationDokument45 SeitenHeat Conduction EquationOmar EzzatNoch keine Bewertungen
- Unsteady State Heat TransferDokument4 SeitenUnsteady State Heat Transfernaser hasan fauziNoch keine Bewertungen
- Natural Convection Cooling of Finned SurfaceDokument8 SeitenNatural Convection Cooling of Finned SurfaceNikita ShresthaNoch keine Bewertungen
- Eddy Current Losses at Cryogeni TemperatureDokument4 SeitenEddy Current Losses at Cryogeni TemperatureAlbert GutiérrezNoch keine Bewertungen
- Analisis de Transferencia de Calor en Un EvaporadorDokument9 SeitenAnalisis de Transferencia de Calor en Un EvaporadorMaria Alejandra RamirezNoch keine Bewertungen
- Heat Flow During GTA Welding of PipesDokument7 SeitenHeat Flow During GTA Welding of Pipesabraham silva hernandezNoch keine Bewertungen
- Thermal Analysis On Butt Welded Aluminium Alloy AA7075 Plate Using FEMDokument5 SeitenThermal Analysis On Butt Welded Aluminium Alloy AA7075 Plate Using FEMInnovative Research PublicationsNoch keine Bewertungen
- Thermocouple InhomogeneityDokument6 SeitenThermocouple InhomogeneityArmando_84Noch keine Bewertungen
- Cooling Efficiency: 3.1 ScopeDokument7 SeitenCooling Efficiency: 3.1 ScopenorimannNoch keine Bewertungen
- Steady State Temperature Distribution of Cast Resin Dry Type Transformer Based On New Thermal Model Using Finite Element MethodDokument5 SeitenSteady State Temperature Distribution of Cast Resin Dry Type Transformer Based On New Thermal Model Using Finite Element MethodAnonymous sAmJfcVNoch keine Bewertungen
- Natural ConvectionDokument17 SeitenNatural ConvectionHernan MarianiNoch keine Bewertungen
- Theoretical Solution For The CrossflowDokument17 SeitenTheoretical Solution For The CrossflowAndriano Suryawan UtamaNoch keine Bewertungen
- A Mathematical Model of The Temperature Field in A Flat Plate at Non-Stationary Heating in The Flow-Through OvenDokument12 SeitenA Mathematical Model of The Temperature Field in A Flat Plate at Non-Stationary Heating in The Flow-Through OvenbrunorafoNoch keine Bewertungen
- MCL Assignment - 3&4 Application of Entropy Generation Concepts in Design and Operation of Electronic Devices or Electrical MachinesDokument7 SeitenMCL Assignment - 3&4 Application of Entropy Generation Concepts in Design and Operation of Electronic Devices or Electrical Machinesastute kidNoch keine Bewertungen
- ChE 154Dokument16 SeitenChE 154DennisShinNoch keine Bewertungen
- Modelling Phase Change in A 3D Thermal Transient AnalysisDokument22 SeitenModelling Phase Change in A 3D Thermal Transient AnalysisDimuthu Prasad WijethungeNoch keine Bewertungen
- Computation of The Temperature Between Brake Disk and PadDokument2 SeitenComputation of The Temperature Between Brake Disk and PadSTBz09Noch keine Bewertungen
- Multi Mode HTDokument8 SeitenMulti Mode HTnickyyavNoch keine Bewertungen
- Noot, MJ & Mattheij, R.M.M. - Numerical Analysis of Turbine Blade Cooling Ducts (Eindhoven Uni 19Dokument27 SeitenNoot, MJ & Mattheij, R.M.M. - Numerical Analysis of Turbine Blade Cooling Ducts (Eindhoven Uni 19Gautham PandianNoch keine Bewertungen
- Constant Area Fin: Q=Ua ΔtDokument11 SeitenConstant Area Fin: Q=Ua ΔtMuyambo SàmsøñNoch keine Bewertungen
- Modelling and Simulation Techniques For Forced Convection Heat Transfer in Heat Sinks With Rectangular FinsDokument26 SeitenModelling and Simulation Techniques For Forced Convection Heat Transfer in Heat Sinks With Rectangular FinsFunda DurmazNoch keine Bewertungen
- Unit2 ESDokument47 SeitenUnit2 ESGiri GowdaNoch keine Bewertungen
- 24th August HEAT GENERATION IN A SOLIDDokument11 Seiten24th August HEAT GENERATION IN A SOLIDSaloni.Dhawale Btech2018Noch keine Bewertungen
- Heating and Cooling of Circular Saws: K KT KTTDokument8 SeitenHeating and Cooling of Circular Saws: K KT KTTte2makanza5279Noch keine Bewertungen
- Welding Research CoolingDokument7 SeitenWelding Research CoolingHoangNoch keine Bewertungen
- Tuga 2 Perpan PDFDokument4 SeitenTuga 2 Perpan PDFKurniawan ChaniagoNoch keine Bewertungen
- 03C - Extended SurfacesDokument18 Seiten03C - Extended SurfacesYuneo NurcahyaNoch keine Bewertungen
- Numerical Simulation of The Temperaturbe Filed in fixed-TIG Welding PoolDokument5 SeitenNumerical Simulation of The Temperaturbe Filed in fixed-TIG Welding PoolRaul MamaniNoch keine Bewertungen
- Casting Forming & Casting, Forming &: Welding WeldingDokument25 SeitenCasting Forming & Casting, Forming &: Welding WeldingWen LiNoch keine Bewertungen
- Mech302hw3s PDFDokument7 SeitenMech302hw3s PDFSUMANTNoch keine Bewertungen
- Forced Convection Heat Transfer For Laminar Newtonian Flow in Plane Slit - Constant Wall Heat Flux in Thermally Fully Developed Flow RegionDokument6 SeitenForced Convection Heat Transfer For Laminar Newtonian Flow in Plane Slit - Constant Wall Heat Flux in Thermally Fully Developed Flow RegionBadiuddin KhanNoch keine Bewertungen
- Heat Transfer and Insulation in Vacuum Furnaces: Harry W. AntesDokument3 SeitenHeat Transfer and Insulation in Vacuum Furnaces: Harry W. AntesRajamannar SwamyNoch keine Bewertungen
- Models Heat Buoyancy Air (Comsol)Dokument28 SeitenModels Heat Buoyancy Air (Comsol)Sandyely150890Noch keine Bewertungen
- Mass Thermal RRDokument4 SeitenMass Thermal RRDarkNoch keine Bewertungen
- Thermal Design Rules For Electronic Components On Conducting Boards in Passively Cooled EnclosuresDokument12 SeitenThermal Design Rules For Electronic Components On Conducting Boards in Passively Cooled EnclosuresMichael SimonNoch keine Bewertungen
- Petroleum: Heat Losses During Flow of Steam Down A WellboreDokument7 SeitenPetroleum: Heat Losses During Flow of Steam Down A WellboreMayra Alejandra GómezNoch keine Bewertungen
- A Theoretical Analysis and CFD Simulation On The Ceramic Monolith Heat ExchangerDokument12 SeitenA Theoretical Analysis and CFD Simulation On The Ceramic Monolith Heat ExchangerMohamed AshrafNoch keine Bewertungen
- Heat Transfer EquipmentDokument105 SeitenHeat Transfer EquipmentBernard BaluyotNoch keine Bewertungen
- 2 - Conduction - One DimensionalDokument26 Seiten2 - Conduction - One DimensionalPratiksha GoreNoch keine Bewertungen
- Cheat Sheet 244Dokument2 SeitenCheat Sheet 244torance44Noch keine Bewertungen
- Fluid Damper: Created in COMSOL Multiphysics 5.3aDokument20 SeitenFluid Damper: Created in COMSOL Multiphysics 5.3aVirat DesaiNoch keine Bewertungen
- Chemical Engineering 6453: Problem 1Dokument6 SeitenChemical Engineering 6453: Problem 1l7aniNoch keine Bewertungen
- Thermal Fatigue Evaluation of Partially Cooled Pipes: Nobuchika Kawasaki'), Hideki Takash Naoto Kasaharal)Dokument20 SeitenThermal Fatigue Evaluation of Partially Cooled Pipes: Nobuchika Kawasaki'), Hideki Takash Naoto Kasaharal)thanisNoch keine Bewertungen
- Estimation of Over-All Heat TransferDokument10 SeitenEstimation of Over-All Heat TransferAllan Troy SalazarNoch keine Bewertungen
- Temeperatur SensorDokument96 SeitenTemeperatur SensorÙtomo DoankNoch keine Bewertungen
- Syllabus Content 2020-2021 (Term3) : Learning OutcomesDokument6 SeitenSyllabus Content 2020-2021 (Term3) : Learning OutcomesЕлнур ИкимбаевNoch keine Bewertungen
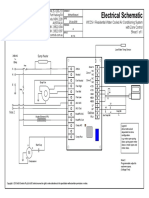
- Schematic WCCS 1Dokument1 SeiteSchematic WCCS 1kmNoch keine Bewertungen
- HP 1965Dokument12 SeitenHP 1965Marko ZavbiNoch keine Bewertungen
- Unit Code and Name: SPH 2202 - Thermal Physics IDokument5 SeitenUnit Code and Name: SPH 2202 - Thermal Physics ISamuel BoujeeNoch keine Bewertungen
- DMS 2008 - 2010 Drying Ovens CalibrationDokument16 SeitenDMS 2008 - 2010 Drying Ovens CalibrationBAN ZANGHANANoch keine Bewertungen
- Wettability of Carbon by Aluminum and Aluminum AlloysDokument13 SeitenWettability of Carbon by Aluminum and Aluminum AlloysAlberto Rincon VargasNoch keine Bewertungen
- VIP06 Heat RecoveryDokument12 SeitenVIP06 Heat RecoveryAdbhut KumarNoch keine Bewertungen
- Heat Detector BDH-500 DatasheetDokument2 SeitenHeat Detector BDH-500 DatasheetLyndon LeriasNoch keine Bewertungen
- Introduction To Geothermal Comfort SystemsDokument83 SeitenIntroduction To Geothermal Comfort Systemsdelux grafNoch keine Bewertungen
- DS418 6th EditionDokument51 SeitenDS418 6th EditionPatricio Kjær MoyaNoch keine Bewertungen
- The Linear Quartz Thermometer A New For Measuring Absolute and Difference TemperaturesDokument12 SeitenThe Linear Quartz Thermometer A New For Measuring Absolute and Difference TemperaturesfabriziocasNoch keine Bewertungen
- BG 1600 User Manual (Camera)Dokument27 SeitenBG 1600 User Manual (Camera)mjmusicproductions08Noch keine Bewertungen
- Hi 8734 ManualDokument20 SeitenHi 8734 ManualVildanaNoch keine Bewertungen
- Mechanical Engineering Objective Type (10000+ Objective Questions) by D.handa, H.B.keswani BookDokument534 SeitenMechanical Engineering Objective Type (10000+ Objective Questions) by D.handa, H.B.keswani BookPrakash RajNoch keine Bewertungen
- Commissioning of HVAC Systems Technical Guide: (Red Colored Italicized Text in Parentheses) Red Colored TextDokument19 SeitenCommissioning of HVAC Systems Technical Guide: (Red Colored Italicized Text in Parentheses) Red Colored TextNorman CanlasNoch keine Bewertungen
- Basics of MechDokument31 SeitenBasics of MechAgateNoch keine Bewertungen
- How The Refrigerator WorksDokument1 SeiteHow The Refrigerator WorksGeeanNoch keine Bewertungen
- Trouble Shooting in Yoghurt ProductionDokument12 SeitenTrouble Shooting in Yoghurt ProductionSydney DodooNoch keine Bewertungen
- Suamir ApproachTemp Qir-Proceeding-2015 PDFDokument7 SeitenSuamir ApproachTemp Qir-Proceeding-2015 PDFSatya DerawanNoch keine Bewertungen