Das könnte Ihnen auch gefallen
- Sanatan Dharma An Elementary Book of Hindu Religion and EthicsDokument322 SeitenSanatan Dharma An Elementary Book of Hindu Religion and Ethicsramkumaran88% (41)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionVon EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionBewertung: 4.5 von 5 Sternen4.5/5 (16)
- API STANDARD For PipingDokument28 SeitenAPI STANDARD For PipingsahaNoch keine Bewertungen
- I-Joist Construction DetailsDokument0 SeitenI-Joist Construction DetailsnguoikhoNoch keine Bewertungen
- SE Sumatra Gas Project Feed Shop Pipe Bend SpecDokument12 SeitenSE Sumatra Gas Project Feed Shop Pipe Bend SpecRokan PipelineNoch keine Bewertungen
- Jon Logan How To Make An Orgone Field PulserDokument59 SeitenJon Logan How To Make An Orgone Field Pulsermercurio11100% (8)
- Astm F2620-13 PDFDokument25 SeitenAstm F2620-13 PDFJORGENoch keine Bewertungen
- 3LPE Coating SpecificationDokument21 Seiten3LPE Coating SpecificationHướng PhạmNoch keine Bewertungen
- Pipeline Coating ProcessDokument34 SeitenPipeline Coating Processzenisler100% (2)
- Cathodic Protection Reading InspectionDokument1 SeiteCathodic Protection Reading InspectionFarook MohideenNoch keine Bewertungen
- Thickness Tolerance of API 5L ASTM A53 EN10219 StandardDokument2 SeitenThickness Tolerance of API 5L ASTM A53 EN10219 StandardhungNoch keine Bewertungen
- GRP Pipe Sample Specifications GuidelinesDokument9 SeitenGRP Pipe Sample Specifications GuidelinesMohammad RizwanNoch keine Bewertungen
- Install HDPE Pipelines Safely and EffectivelyDokument20 SeitenInstall HDPE Pipelines Safely and EffectivelyAvaan IvaanNoch keine Bewertungen
- Rates For Rate Analysis (Excel Format)Dokument44 SeitenRates For Rate Analysis (Excel Format)Daks Parker100% (2)
- Sourcing by Country 2018Dokument1.063 SeitenSourcing by Country 2018Rudra PanditNoch keine Bewertungen
- Kevin D's Ogre GuideDokument2 SeitenKevin D's Ogre Guidedrferling1453100% (1)
- The Suitability of CRA Lined Pipes For Flowlines Susceptible To Lateral BucklingDokument13 SeitenThe Suitability of CRA Lined Pipes For Flowlines Susceptible To Lateral Bucklingmaz234Noch keine Bewertungen
- GRP Pipelien MaterialDokument22 SeitenGRP Pipelien MaterialSyed Ashfaq100% (1)
- Everything You Need to Know About Small Bore Piping SystemsDokument69 SeitenEverything You Need to Know About Small Bore Piping SystemsbashirNoch keine Bewertungen
- General Specification For Pipeline Field Welding & NDTDokument77 SeitenGeneral Specification For Pipeline Field Welding & NDTRanjan KumarNoch keine Bewertungen
- Asme b31.8 InterpretationsDokument12 SeitenAsme b31.8 InterpretationsPradeep Nair100% (1)
- Specification For External 3LPEDokument25 SeitenSpecification For External 3LPEEnnio100% (2)
- CHT Report On Hsaw Vs Lsaw PipesDokument5 SeitenCHT Report On Hsaw Vs Lsaw Pipesmahotkat100% (1)
- Melting Practice, Casting Defects and Their Remedies in Aluminum AlloysDokument26 SeitenMelting Practice, Casting Defects and Their Remedies in Aluminum AlloysShubham KaseraNoch keine Bewertungen
- HSS80 Heat Shrink Sleeve: Features & BenefitsDokument2 SeitenHSS80 Heat Shrink Sleeve: Features & BenefitsAnonymous eEJDOR2100% (1)
- Yanbu Refinery Corrosion Prevention SummaryDokument25 SeitenYanbu Refinery Corrosion Prevention SummaryJanakiraman MalligaNoch keine Bewertungen
- 028120-SPL-002 CRA Lined Carbon Steel Linepipe (Rev. C)Dokument13 Seiten028120-SPL-002 CRA Lined Carbon Steel Linepipe (Rev. C)Rokan PipelineNoch keine Bewertungen
- Heat Shrink ProcedureDokument7 SeitenHeat Shrink ProcedureBabar Manzoor GhauriNoch keine Bewertungen
- Field Joint Coating Procedure for PipelinesDokument8 SeitenField Joint Coating Procedure for PipelinesAllouh Mohammed75% (4)
- Distance Between WeldsDokument2 SeitenDistance Between Weldshendraox3996100% (1)
- Piping Chevron OffDokument44 SeitenPiping Chevron OffdfdflkNoch keine Bewertungen
- Overview of Pipeline Coatings)Dokument7 SeitenOverview of Pipeline Coatings)kartalsamNoch keine Bewertungen
- PRL curtain wall installation guideDokument36 SeitenPRL curtain wall installation guidermdarisaNoch keine Bewertungen
- DS-50-0804.02-6000-004 Rev D2 Non Slam Check Valve PDFDokument2 SeitenDS-50-0804.02-6000-004 Rev D2 Non Slam Check Valve PDFjhon smithNoch keine Bewertungen
- Schaeffler DiagramDokument9 SeitenSchaeffler DiagramAji Ashiq75% (4)
- DISI-QA-ITPG-ME-MS-004 Rev 0, ITP For Field Application For External Heat-Shrinkable Coating of Steel Pipe Fitting and JointsDokument5 SeitenDISI-QA-ITPG-ME-MS-004 Rev 0, ITP For Field Application For External Heat-Shrinkable Coating of Steel Pipe Fitting and JointsJamal Budeiri0% (1)
- Inline Inspection of Pipeline: Intelligent PiggingDokument10 SeitenInline Inspection of Pipeline: Intelligent PiggingMitesh JuikarNoch keine Bewertungen
- List Some Standards ISODokument2 SeitenList Some Standards ISOAnonymous n4bJbeLAqNoch keine Bewertungen
- Cathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)Dokument4 SeitenCathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)Fernando Berrospi GarayNoch keine Bewertungen
- Field Joint CoatingDokument7 SeitenField Joint CoatingTeodor EzaruNoch keine Bewertungen
- Insulating Flange Kits DatasheetDokument4 SeitenInsulating Flange Kits DatasheetAndry RimanovNoch keine Bewertungen
- Polyurethane Lining and Coating Specification Penstock Welded Joints 20120327Dokument12 SeitenPolyurethane Lining and Coating Specification Penstock Welded Joints 20120327anbilselvamNoch keine Bewertungen
- ID-PRC 19 - PE Coating RepairDokument7 SeitenID-PRC 19 - PE Coating Repaircloud23Noch keine Bewertungen
- L&T Double Block and Bleed Plug ValvesDokument12 SeitenL&T Double Block and Bleed Plug Valvesvijay10484Noch keine Bewertungen
- COPI - Welding Spec For Flowlines To API 1104-1999Dokument12 SeitenCOPI - Welding Spec For Flowlines To API 1104-1999AdvisNoch keine Bewertungen
- Technical Guide - Typical Pavement ProfilesDokument10 SeitenTechnical Guide - Typical Pavement Profilesmodest_dhuNoch keine Bewertungen
- 3-LAYER Coating of PipesDokument13 Seiten3-LAYER Coating of PipesSham Hasan100% (1)
- Manufacturing and Inspection Procedure For 3 Lpe Coating: PurposeDokument6 SeitenManufacturing and Inspection Procedure For 3 Lpe Coating: PurposeNitin Nahar100% (1)
- Lecture 3 High Frequency WeldingDokument15 SeitenLecture 3 High Frequency WeldingFaiz Ishak100% (1)
- London Artefact Series Roman CBM A2 PosterDokument1 SeiteLondon Artefact Series Roman CBM A2 PosterUrban Archaeology: Chiz Harward0% (1)
- Project Standards and Specifications Painting Repair Procedure Rev01webDokument4 SeitenProject Standards and Specifications Painting Repair Procedure Rev01webMajid Dawood Khan0% (1)
- ANSI-B16.47 Ser B Blind and Welding Neck FlangesDokument7 SeitenANSI-B16.47 Ser B Blind and Welding Neck FlangesRicelles Silveira MartinsNoch keine Bewertungen
- 2 Specification For GRP PipingDokument4 Seiten2 Specification For GRP Pipinggc_panchaNoch keine Bewertungen
- Tbe Field Joint Coating For TialDokument3 SeitenTbe Field Joint Coating For TialPer Bagus HandokoNoch keine Bewertungen
- Special Piping Materials Brochure PDFDokument9 SeitenSpecial Piping Materials Brochure PDFshankarmech04@gmail.comNoch keine Bewertungen
- 3LPE Coating Spec.Dokument28 Seiten3LPE Coating Spec.9320008521100% (1)
- ASTM Testing ProcedureDokument7 SeitenASTM Testing Procedurederecka100% (1)
- Is New Ammedment - 2023123Dokument26 SeitenIs New Ammedment - 2023123mba213Noch keine Bewertungen
- ONGC Effluent Plant Pipe Installation GuideDokument14 SeitenONGC Effluent Plant Pipe Installation GuideNithin Mathai100% (1)
- As 4822-2008 External Field Joint Coatings For Steel PipelinesDokument8 SeitenAs 4822-2008 External Field Joint Coatings For Steel PipelinesSAI Global - APAC0% (1)
- Material Approval Request: Bahrain Petroleum Company B.S.C. (Closed)Dokument35 SeitenMaterial Approval Request: Bahrain Petroleum Company B.S.C. (Closed)mansih457Noch keine Bewertungen
- Bolt Tightening Procedure GuideDokument6 SeitenBolt Tightening Procedure Guideal arabiNoch keine Bewertungen
- Bakhrabad Siddhirganj Pipeline Project Piping / Equipment Specifications For Launcher and ReceiverDokument8 SeitenBakhrabad Siddhirganj Pipeline Project Piping / Equipment Specifications For Launcher and ReceiverIbad AlamNoch keine Bewertungen
- Gas Pipeline Pig PDFDokument13 SeitenGas Pipeline Pig PDFtoddfly100% (1)
- Plant Piping Pressure Testing: (Exam For Inspectors Performing Test PKG & Sis Sheet Calculation Reviews)Dokument3 SeitenPlant Piping Pressure Testing: (Exam For Inspectors Performing Test PKG & Sis Sheet Calculation Reviews)aslam.ambNoch keine Bewertungen
- Paint Repair MaintenanceDokument6 SeitenPaint Repair MaintenanceRajiv Kumar M100% (1)
- Conpipe - CementlingDokument43 SeitenConpipe - Cementlingויליאם סן מרמיגיוס50% (2)
- Eadips Manual Engl PDFDokument390 SeitenEadips Manual Engl PDFbkarabasevicNoch keine Bewertungen
- ANSI B16.5 Flange ToleranceDokument2 SeitenANSI B16.5 Flange TolerancevmrameshbeNoch keine Bewertungen
- Comparison of SSPC PA2 and ISO-19840 - DFT Verification Method and Acceptance CriteriaDokument5 SeitenComparison of SSPC PA2 and ISO-19840 - DFT Verification Method and Acceptance Criteriarajali18Noch keine Bewertungen
- HDPE Butt Fusion Weld Inspection and Imaging PDFDokument19 SeitenHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdNoch keine Bewertungen
- PPSC - Product Data Sheet Concrete Weight CoatingsDokument1 SeitePPSC - Product Data Sheet Concrete Weight CoatingsjulianpirahNoch keine Bewertungen
- India Restricts International Flights Till 31 December, Only Selected Flights Allowed DGCADokument1 SeiteIndia Restricts International Flights Till 31 December, Only Selected Flights Allowed DGCARudra PanditNoch keine Bewertungen
- COVID Testing Labs 25122020Dokument151 SeitenCOVID Testing Labs 25122020Seen Still AliveNoch keine Bewertungen
- NOC From Fire Department - ChecklistDokument2 SeitenNOC From Fire Department - ChecklistRudra PanditNoch keine Bewertungen
- Masibus LC5296-AT / LC5248E-AT / LC5296L-AT / LC5248L-AT Auto-tune PID ControllersDokument2 SeitenMasibus LC5296-AT / LC5248E-AT / LC5296L-AT / LC5248L-AT Auto-tune PID ControllersRudra PanditNoch keine Bewertungen
- Nitrogen Pressure Regulating ValveDokument2 SeitenNitrogen Pressure Regulating ValveRudra PanditNoch keine Bewertungen
- Pressure TransmitterDokument4 SeitenPressure TransmitterKirankumar BoddalaNoch keine Bewertungen
- 1.5 Pneuamtic On-Off Angle Valve Cat - Final - 6-2-2017Dokument8 Seiten1.5 Pneuamtic On-Off Angle Valve Cat - Final - 6-2-2017Rudra PanditNoch keine Bewertungen
- Mechanical Seals - Total Import 2019 DataDokument3 SeitenMechanical Seals - Total Import 2019 DataRudra PanditNoch keine Bewertungen
- Re-calibrating Indo-Canada Supply Chains & PartnershipsDokument10 SeitenRe-calibrating Indo-Canada Supply Chains & PartnershipsRudra PanditNoch keine Bewertungen
- Ontario Presentation For EEPC Members - August 6, 2020Dokument31 SeitenOntario Presentation For EEPC Members - August 6, 2020Rudra PanditNoch keine Bewertungen
- Repeater Mode PDFDokument5 SeitenRepeater Mode PDFRudra PanditNoch keine Bewertungen
- DelVal Automation SystemDokument2 SeitenDelVal Automation SystemRudra PanditNoch keine Bewertungen
- Minding Our Minds During The COVID-19Dokument3 SeitenMinding Our Minds During The COVID-19skarthiphdNoch keine Bewertungen
- Training Resources For Covid 19 Management: Ory - HTTPS://WWW - Mohfw.Gov - In/Pdf/5Covidflw Trainingplan27March - PDFPDFDokument4 SeitenTraining Resources For Covid 19 Management: Ory - HTTPS://WWW - Mohfw.Gov - In/Pdf/5Covidflw Trainingplan27March - PDFPDFRudra PanditNoch keine Bewertungen
- Traveler List 20-03-20 (Filter - VMC & Vadodara) PDFDokument36 SeitenTraveler List 20-03-20 (Filter - VMC & Vadodara) PDFRudra PanditNoch keine Bewertungen
- Protect yourself from COVID-19Dokument1 SeiteProtect yourself from COVID-19skarthiphdNoch keine Bewertungen
- Applying to Extend Your Stay in Canada as a StudentDokument1 SeiteApplying to Extend Your Stay in Canada as a StudentRudra PanditNoch keine Bewertungen
- BALLAST TYPE ROOF TOP STRUCTURE by FABRICATORDokument3 SeitenBALLAST TYPE ROOF TOP STRUCTURE by FABRICATORRudra PanditNoch keine Bewertungen
- GEDA DocumentsDokument1 SeiteGEDA DocumentsRudra PanditNoch keine Bewertungen
- HISTORY AND ORGANIZATIONAL STRUCTURE OF BALAJI WAFERSDokument39 SeitenHISTORY AND ORGANIZATIONAL STRUCTURE OF BALAJI WAFERSMangesh NagarsenkerNoch keine Bewertungen
- 32PPDA - Auto Feed Drilling MachineDokument1 Seite32PPDA - Auto Feed Drilling MachineRudra PanditNoch keine Bewertungen
- HISTORY AND ORGANIZATIONAL STRUCTURE OF BALAJI WAFERSDokument39 SeitenHISTORY AND ORGANIZATIONAL STRUCTURE OF BALAJI WAFERSMangesh NagarsenkerNoch keine Bewertungen
- List of GEDA Empaneled 291 Vendors Category 9Dokument2 SeitenList of GEDA Empaneled 291 Vendors Category 9Rudra PanditNoch keine Bewertungen
- Chemical ANCHOR Bolt - TECHNICAL SUBMITTALDokument1 SeiteChemical ANCHOR Bolt - TECHNICAL SUBMITTALRudra PanditNoch keine Bewertungen
- GEDA DocumentsDokument1 SeiteGEDA DocumentsRudra PanditNoch keine Bewertungen
- Sleeve For Magnatic PumpDokument1 SeiteSleeve For Magnatic PumpRudra PanditNoch keine Bewertungen
- Gear PumpDokument4 SeitenGear PumpRudra PanditNoch keine Bewertungen
- Anchor - 0396Dokument44 SeitenAnchor - 0396Rudra PanditNoch keine Bewertungen
- New Millenium FibresDokument34 SeitenNew Millenium FibresMonit Sharma VashisthNoch keine Bewertungen
- Nitomortar TC2000Dokument3 SeitenNitomortar TC2000MuhammedHafis100% (1)
- Rubber Extract1Dokument11 SeitenRubber Extract1anbuchelvanNoch keine Bewertungen
- Welding P91Dokument4 SeitenWelding P91canakyuzNoch keine Bewertungen
- Char Waste as a Viable Road MaterialDokument34 SeitenChar Waste as a Viable Road MaterialUmer FarooqNoch keine Bewertungen
- Problemas: Cierre de La Unidad: 1.3. Muestreo AleatorioDokument28 SeitenProblemas: Cierre de La Unidad: 1.3. Muestreo AleatoriomisehpNoch keine Bewertungen
- CatPage341 - 342 Cam CouplingsDokument2 SeitenCatPage341 - 342 Cam CouplingsEnoch TwumasiNoch keine Bewertungen
- Scyon™ Matrix™ Installation Manual LR July 2013Dokument8 SeitenScyon™ Matrix™ Installation Manual LR July 2013Roslyn L.Noch keine Bewertungen
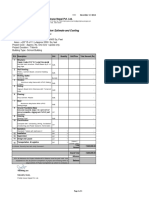
- Prefab School Cost EstimateDokument1 SeitePrefab School Cost EstimatespellbindguyNoch keine Bewertungen
- LI JKR Pasir MasDokument29 SeitenLI JKR Pasir MasMiro BdkQlateNoch keine Bewertungen
- Carboline 4688: Selection Data Specification DataDokument2 SeitenCarboline 4688: Selection Data Specification DatalambtranNoch keine Bewertungen
- Technical Specification Wooden HousesDokument8 SeitenTechnical Specification Wooden HousesNoor MohdNoch keine Bewertungen
- Premature Failures in Plate Bonded Strengthened RC Beams With An Emphasis On Premature Shear A Review PDFDokument13 SeitenPremature Failures in Plate Bonded Strengthened RC Beams With An Emphasis On Premature Shear A Review PDFAnonymous xC6bM4x6U6Noch keine Bewertungen
- Permanent Mold CastingDokument2 SeitenPermanent Mold CastingEditor IJRITCCNoch keine Bewertungen
- Axminster 15 - Hand Tools - p448-p516Dokument69 SeitenAxminster 15 - Hand Tools - p448-p516Pierre799esNoch keine Bewertungen
- ICBOEvaluation Report 5064Dokument3 SeitenICBOEvaluation Report 5064Vicki Levy WillifordNoch keine Bewertungen
- Technical Specs CladdingDokument4 SeitenTechnical Specs Claddingmgupta72Noch keine Bewertungen
- Topic Page Topic: All Sizes Shown in This Catalog Are ODDokument28 SeitenTopic Page Topic: All Sizes Shown in This Catalog Are ODsbalan6949Noch keine Bewertungen
- TDS-HU-Muszaki Adatlap MacRes System Concrete Panels ENG Rev03 Dec2013Dokument1 SeiteTDS-HU-Muszaki Adatlap MacRes System Concrete Panels ENG Rev03 Dec2013Frans van der MerweNoch keine Bewertungen
- Macfoil Af 547: Technical ProductsDokument2 SeitenMacfoil Af 547: Technical Productsfhsn84Noch keine Bewertungen