Das könnte Ihnen auch gefallen
- J1525-HW1-010 SAT Procedure - Rev ADokument16 SeitenJ1525-HW1-010 SAT Procedure - Rev Aluis HernandezNoch keine Bewertungen
- Roles and Responsibilities of Plant Pre-Commissioning, Commissioning and Acceptance Test RunDokument11 SeitenRoles and Responsibilities of Plant Pre-Commissioning, Commissioning and Acceptance Test RunArsalan QadirNoch keine Bewertungen
- Commissioning ManagmentDokument13 SeitenCommissioning ManagmentVagelis AntoniouNoch keine Bewertungen
- CommissioningDokument12 SeitenCommissioningNacho AndradeNoch keine Bewertungen
- Method Statement For UPSDokument12 SeitenMethod Statement For UPSelbaraniNoch keine Bewertungen
- Plant Start UpDokument7 SeitenPlant Start UpTan JieShengNoch keine Bewertungen
- Commissioning Procedures For ConveyorsDokument2 SeitenCommissioning Procedures For ConveyorsNur KhamidNoch keine Bewertungen
- Plant Commissioning Start Up ProcedureDokument100 SeitenPlant Commissioning Start Up ProcedureJean Dejardin100% (1)
- Commissioning NotesDokument17 SeitenCommissioning NotesAhmed Elhady100% (1)
- Precom & Commissioning Plan PDFDokument19 SeitenPrecom & Commissioning Plan PDFAmirulMuslim100% (1)
- Conveyor Belt Commissioning ProcedureDokument7 SeitenConveyor Belt Commissioning Procedurevvijaybhan100% (6)
- Pre-Commissioning and CommissioningDokument25 SeitenPre-Commissioning and CommissioningVictor BiacoloNoch keine Bewertungen
- COMMISSIONING AND TRIAL OPERATION Rev01Dokument2 SeitenCOMMISSIONING AND TRIAL OPERATION Rev01Ricardo Escudero VinasNoch keine Bewertungen
- 11-Revised Manual For Commissioning-Start-Up - Shut-DownDokument394 Seiten11-Revised Manual For Commissioning-Start-Up - Shut-Downm2z.marksman100% (4)
- Commissioning of Industrial FacilitiesDokument14 SeitenCommissioning of Industrial Facilitiesadalcayde2514100% (1)
- Method Statement of Textile Belt Splicing and LayingDokument16 SeitenMethod Statement of Textile Belt Splicing and LayingShantanu DuttaNoch keine Bewertungen
- Process Plant CommissioningDokument2 SeitenProcess Plant CommissioningHatem Hussein100% (3)
- Engineering & Operations Group Instructions Plant CommissioningDokument9 SeitenEngineering & Operations Group Instructions Plant CommissioningMiko Quijano100% (2)
- Management of Change (Moc)Dokument6 SeitenManagement of Change (Moc)kheireddine fekrouneNoch keine Bewertungen
- National Oil Corporation: Rev Date Description Checked ApprovedDokument14 SeitenNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNoch keine Bewertungen
- Commissioning Management. Rev.0Dokument13 SeitenCommissioning Management. Rev.0Niko GunnNoch keine Bewertungen
- Safe Mechanical Completion, Pre-Commissioning, Commissioning and Startup Oil & Gas FacilityDokument10 SeitenSafe Mechanical Completion, Pre-Commissioning, Commissioning and Startup Oil & Gas Facilitybalakrishna gNoch keine Bewertungen
- COP WFP CHK 01 2013 v1 All ChecklistsDokument47 SeitenCOP WFP CHK 01 2013 v1 All Checklistsmsaad2100% (1)
- Standard Erection Manual (Pressure Parts)Dokument138 SeitenStandard Erection Manual (Pressure Parts)rarundivya100% (1)
- Learning Guid For Elecrical CommisioningDokument9 SeitenLearning Guid For Elecrical CommisioningAbela DrrsNoch keine Bewertungen
- Checklist Before Commissioning-ChartDokument2 SeitenChecklist Before Commissioning-ChartSa CanNoch keine Bewertungen
- Methodology For CommissioningDokument10 SeitenMethodology For Commissioningrenjithv_4100% (1)
- Maintenance Shutdown Planning-LastDokument45 SeitenMaintenance Shutdown Planning-LastAhmed El-Fayoomi100% (2)
- BN-S-UC001B Checklist For The Mechanical Completion, Incl. Pre-Commissioning ActivitiesDokument13 SeitenBN-S-UC001B Checklist For The Mechanical Completion, Incl. Pre-Commissioning ActivitiesGiftObionochieNoch keine Bewertungen
- Z 007 5913722 PDFDokument56 SeitenZ 007 5913722 PDFLegend AnbuNoch keine Bewertungen
- MPA Kiln Shutdown 28.09.18Dokument20 SeitenMPA Kiln Shutdown 28.09.18Salah OsmanNoch keine Bewertungen
- 1.2 Execution StrategyDokument3 Seiten1.2 Execution StrategyaswarNoch keine Bewertungen
- Mason Airconditioning Health and Safety PDFDokument48 SeitenMason Airconditioning Health and Safety PDFXe XeNoch keine Bewertungen
- Commissioning Dictionary: Acceptance Certificate (Ac)Dokument29 SeitenCommissioning Dictionary: Acceptance Certificate (Ac)GabrielNoch keine Bewertungen
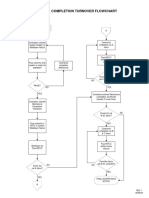
- Visio-MECHANICAL COMPLETION FLOWCHARTDokument1 SeiteVisio-MECHANICAL COMPLETION FLOWCHARTVRalphFG0% (1)
- Plant Commissioning Process 1Dokument2 SeitenPlant Commissioning Process 1renjithv_4Noch keine Bewertungen
- Shutdown Work ExperienceDokument16 SeitenShutdown Work Experiencekonainglincho001Noch keine Bewertungen
- Commissioning PlanDokument38 SeitenCommissioning PlanEm Niax100% (5)
- Plant Commissioning & Start Up ProcedureDokument18 SeitenPlant Commissioning & Start Up Procedureaamirapi100% (7)
- PR-1159 - Commissioning and Start-UpDokument116 SeitenPR-1159 - Commissioning and Start-Uparsalan100% (2)
- MTC-COMMISSIONING PLAN-v0Dokument12 SeitenMTC-COMMISSIONING PLAN-v0Murat Sezgin100% (1)
- Commissioning ManualDokument224 SeitenCommissioning ManualAmit Balot100% (1)
- 1.13 PreCommissioning Commissioning PlanDokument1 Seite1.13 PreCommissioning Commissioning PlanaswarNoch keine Bewertungen
- Scaffolding Manpower and CrainageDokument2 SeitenScaffolding Manpower and CrainageratneshtNoch keine Bewertungen
- Contractor Commissioning ProcedureDokument61 SeitenContractor Commissioning ProcedureTaras Pompiliu100% (8)
- TR-CA-MS-001 - B Demolishing and Debris Removal-Sent To HibaDokument17 SeitenTR-CA-MS-001 - B Demolishing and Debris Removal-Sent To Hibasamer8saifNoch keine Bewertungen
- 01.05.2021 Method Statement For Electrical & InstrumentationDokument6 Seiten01.05.2021 Method Statement For Electrical & InstrumentationPangky Abasolo100% (1)
- Annex 1 System Completion and Handover FlowDokument1 SeiteAnnex 1 System Completion and Handover FlowIndra MulyanaNoch keine Bewertungen
- Pre Commisioning StepsDokument3 SeitenPre Commisioning StepsMuhammad Hamza Naveed100% (1)
- Commissioning Requirements 03/02 01810 - 1 OF 20 D:/DOCS/DIV1/03-02/01810Dokument20 SeitenCommissioning Requirements 03/02 01810 - 1 OF 20 D:/DOCS/DIV1/03-02/01810Venkataramanan SNoch keine Bewertungen
- ITR, Construction Procedures and FTC, Pre-Commissioning ProceduresDokument3 SeitenITR, Construction Procedures and FTC, Pre-Commissioning Procedureskunta_k67% (3)
- E & I Scope of WorkDokument3 SeitenE & I Scope of WorkKannan Sajumon0% (1)
- Test and Commissioning Manual 2877081Dokument26 SeitenTest and Commissioning Manual 2877081StephenNoch keine Bewertungen
- Testing and Commissioning Procedure: 2017 EDITIONDokument26 SeitenTesting and Commissioning Procedure: 2017 EDITIONvin ssNoch keine Bewertungen
- Testing and Commissioning Procedure FOR Catering Equipment Installation IN Government Buildings OF The Hong Kong Special Administrative RegionDokument29 SeitenTesting and Commissioning Procedure FOR Catering Equipment Installation IN Government Buildings OF The Hong Kong Special Administrative RegionAzam Faiez MokhtarNoch keine Bewertungen
- Commissioning Plan Rev 0 240K-C2-OT-05-005-0Dokument55 SeitenCommissioning Plan Rev 0 240K-C2-OT-05-005-0Julio Rojas67% (3)
- Pre-Commissioning and Commissioning PlanDokument17 SeitenPre-Commissioning and Commissioning PlanapssainiNoch keine Bewertungen
- Pre Commissioning Procedures and Formats For Switchyard EquipmentsDokument218 SeitenPre Commissioning Procedures and Formats For Switchyard EquipmentsSushant86% (7)
- Precommissioning Procedure PDFDokument201 SeitenPrecommissioning Procedure PDFraghavendran raghuNoch keine Bewertungen
- SIPAT PG TEST - Rev3Dokument15 SeitenSIPAT PG TEST - Rev3Rohit SharmaNoch keine Bewertungen
- JZ990D43501 eDokument6 SeitenJZ990D43501 eМаксим ПасичникNoch keine Bewertungen
- Shaping Plastic Forming1Dokument24 SeitenShaping Plastic Forming1Himan JitNoch keine Bewertungen
- PassivityDokument15 SeitenPassivitySmarties AcademyNoch keine Bewertungen
- 7625-300 Vitamin B12 AccuBind ELISA Rev 6Dokument2 Seiten7625-300 Vitamin B12 AccuBind ELISA Rev 6carlosalfredorivasNoch keine Bewertungen
- Testing, Adjusting, and Balancing - TabDokument19 SeitenTesting, Adjusting, and Balancing - TabAmal Ka100% (1)
- Ex450-5 Technical DrawingDokument12 SeitenEx450-5 Technical DrawingTuan Pham AnhNoch keine Bewertungen
- Nursing Research Lecture 4aDokument26 SeitenNursing Research Lecture 4asyamsul anwarNoch keine Bewertungen
- MODULAR QUIZ - 57 - Steel DesignDokument9 SeitenMODULAR QUIZ - 57 - Steel DesignCornelio J. FernandezNoch keine Bewertungen
- Illiquidity and Stock Returns - Cross-Section and Time-Series Effects - Yakov AmihudDokument50 SeitenIlliquidity and Stock Returns - Cross-Section and Time-Series Effects - Yakov AmihudKim PhượngNoch keine Bewertungen
- Chem 1211 Lab ReportDokument9 SeitenChem 1211 Lab Reportansleybarfield0% (1)
- Rotary Valve Functions BookletDokument17 SeitenRotary Valve Functions Bookletamahmoud3Noch keine Bewertungen
- T 096Dokument3 SeitenT 096abelNoch keine Bewertungen
- Ticket Eater - User Manual 2006Dokument24 SeitenTicket Eater - User Manual 2006tokio2424Noch keine Bewertungen
- Microporous and Mesoporous Materials: SciencedirectDokument8 SeitenMicroporous and Mesoporous Materials: SciencedirectAssyakurNoch keine Bewertungen
- GTG - TFA Belt DrivenDokument2 SeitenGTG - TFA Belt Drivensuan170Noch keine Bewertungen
- Lecture 8cDokument29 SeitenLecture 8cs_paraisoNoch keine Bewertungen
- Lab 3.1 - Configuring and Verifying Standard ACLsDokument9 SeitenLab 3.1 - Configuring and Verifying Standard ACLsRas Abel BekeleNoch keine Bewertungen
- KD-131 Asme Viii Div3Dokument2 SeitenKD-131 Asme Viii Div3comar85Noch keine Bewertungen
- Nuclear Fusion EnergyDokument3 SeitenNuclear Fusion EnergyAner Labaka UgarteNoch keine Bewertungen
- University of Cambridge International Examinations General Certificate of Education Advanced LevelDokument4 SeitenUniversity of Cambridge International Examinations General Certificate of Education Advanced LevelHubbak KhanNoch keine Bewertungen
- Atmel 2565 Using The Twi Module As I2c Slave - Applicationnote - Avr311Dokument14 SeitenAtmel 2565 Using The Twi Module As I2c Slave - Applicationnote - Avr311m3y54mNoch keine Bewertungen
- Finches Statistics Student-1Dokument7 SeitenFinches Statistics Student-1api-319172404Noch keine Bewertungen
- Systems - of - EquationsDokument39 SeitenSystems - of - EquationsAnonymous 5aPb088W100% (1)
- Effect of Petrol Fumes On An Anthropometry and Ventilatory Function Among Petrol Pump Workers of Puducherry, IndiaDokument13 SeitenEffect of Petrol Fumes On An Anthropometry and Ventilatory Function Among Petrol Pump Workers of Puducherry, IndiaABHINABA GUPTANoch keine Bewertungen
- PDC NitDokument6 SeitenPDC NitrpshvjuNoch keine Bewertungen
- 9Y011-02704 KubotaDokument143 Seiten9Y011-02704 KubotaZaqi SatchNoch keine Bewertungen
- Chem 17 Exp 3 RDR Chemical KineticsDokument4 SeitenChem 17 Exp 3 RDR Chemical KineticscrazypatrishNoch keine Bewertungen
- Therapeutic EffectsofWhole-BodyDevices Applying Pulsed Electromagnetic Fields (PEMF)Dokument11 SeitenTherapeutic EffectsofWhole-BodyDevices Applying Pulsed Electromagnetic Fields (PEMF)Jeroan MonteiroNoch keine Bewertungen
- Carel MxproDokument64 SeitenCarel MxproPreot Andreana CatalinNoch keine Bewertungen
- Parts Catalog: Parts - Sales - Service - RestorationsDokument32 SeitenParts Catalog: Parts - Sales - Service - RestorationsJean BelzilNoch keine Bewertungen