Das könnte Ihnen auch gefallen
- Evaluation of Limit Load Data For Cracked Pipe Bends Under Opening Bending and Comparisons With Existing Solutions PDFDokument10 SeitenEvaluation of Limit Load Data For Cracked Pipe Bends Under Opening Bending and Comparisons With Existing Solutions PDFhamanoelgenNoch keine Bewertungen
- Engineering Failure Analysis: Hossein Ghaednia, Sreekanta Das, Rick Wang, Richard KaniaDokument12 SeitenEngineering Failure Analysis: Hossein Ghaednia, Sreekanta Das, Rick Wang, Richard KaniaJennifer Julieth Triana ForeroNoch keine Bewertungen
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceVon EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNoch keine Bewertungen
- Mechanics of Offshore Pipelines: Volume I: Buckling and CollapseVon EverandMechanics of Offshore Pipelines: Volume I: Buckling and CollapseNoch keine Bewertungen
- Local Buckling Behaviour of A Corrosion Resistant Alloy Liner in Tight Fit Pipe Due To Axial Compression Thesis PDFDokument62 SeitenLocal Buckling Behaviour of A Corrosion Resistant Alloy Liner in Tight Fit Pipe Due To Axial Compression Thesis PDFWaldemarNoch keine Bewertungen
- Strain Based Evaluation of Dents in Pressurized PipesDokument6 SeitenStrain Based Evaluation of Dents in Pressurized Pipesmaziar60Noch keine Bewertungen
- Ipc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDokument9 SeitenIpc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDietmar WengerNoch keine Bewertungen
- Fatigue Behavior of Dented 1-42Dokument42 SeitenFatigue Behavior of Dented 1-42rodholfhoNoch keine Bewertungen
- OTC 23177 Frontier Subsea TechnologiesDokument11 SeitenOTC 23177 Frontier Subsea TechnologiesRasheed YusufNoch keine Bewertungen
- SEALINE Catalog 2021Dokument20 SeitenSEALINE Catalog 2021ddNoch keine Bewertungen
- Pressure Vessel Design PDFDokument103 SeitenPressure Vessel Design PDFJaeup YouNoch keine Bewertungen
- Thermo-Mechanical Processing and Forming of SteelsDokument14 SeitenThermo-Mechanical Processing and Forming of SteelsParth AshokNoch keine Bewertungen
- Fatigue Performance of Sour Deepwater Riser WeldsDokument21 SeitenFatigue Performance of Sour Deepwater Riser WeldsshervinyNoch keine Bewertungen
- Oto 99022Dokument157 SeitenOto 99022jobinhoeljovenNoch keine Bewertungen
- Strathprints006351 PDFDokument86 SeitenStrathprints006351 PDFJohann Barcelos100% (1)
- Superlite: Superlite Asbestos Free Gp-150Dokument4 SeitenSuperlite: Superlite Asbestos Free Gp-150blahblahNoch keine Bewertungen
- Yield Point PDFDokument12 SeitenYield Point PDFengineer bilal100% (1)
- Plate Yield Line Theory 07 09 2015 PDFDokument64 SeitenPlate Yield Line Theory 07 09 2015 PDFVu BacNoch keine Bewertungen
- NACE MR0175-Circular2 Part2Dokument3 SeitenNACE MR0175-Circular2 Part2romerobernaNoch keine Bewertungen
- Finite Element Analysis of Butterfly Valve Disc IJERTV2IS70790Dokument6 SeitenFinite Element Analysis of Butterfly Valve Disc IJERTV2IS70790Aswaja313Noch keine Bewertungen
- Tweco Welding Catalogue 2001Dokument84 SeitenTweco Welding Catalogue 2001Andrew Schroeder0% (1)
- Fracture and Fatigue: Elasto-Plasticity, Thin Sheet and Micromechanisms ProblemsVon EverandFracture and Fatigue: Elasto-Plasticity, Thin Sheet and Micromechanisms ProblemsJ. C. RadonNoch keine Bewertungen
- Lecture 1 WeldingDokument4 SeitenLecture 1 WeldingSreejith MenonNoch keine Bewertungen
- Analysis of Transient Thermal Stresses in A Delayed Coke Drum - PDFXDokument8 SeitenAnalysis of Transient Thermal Stresses in A Delayed Coke Drum - PDFXShivangi ThakkerNoch keine Bewertungen
- Fracture MechanicsDokument174 SeitenFracture Mechanicsroijen_pkNoch keine Bewertungen
- Woc Hse Manual Standards: Woc LP EP DepartmentDokument12 SeitenWoc Hse Manual Standards: Woc LP EP DepartmentAkram AlhaddadNoch keine Bewertungen
- Material, Fabrication Welding and ECA: 6-Sep-18 Dasharatha AchaniDokument25 SeitenMaterial, Fabrication Welding and ECA: 6-Sep-18 Dasharatha AchaniVictor DaggersNoch keine Bewertungen
- Murakami - Analysis of Stress Intensity Factors of Modes I, II and III For Inclined Surface Cracks of Arbitrary ShapeDokument14 SeitenMurakami - Analysis of Stress Intensity Factors of Modes I, II and III For Inclined Surface Cracks of Arbitrary ShapeDavid C HouserNoch keine Bewertungen
- Fatigue Analysis of Welding Seams and Spot Joints in Automotive StructuresDokument9 SeitenFatigue Analysis of Welding Seams and Spot Joints in Automotive StructuresAndreyNoch keine Bewertungen
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsVon EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNoch keine Bewertungen
- Flow Induced Vibration Choke ValvesDokument8 SeitenFlow Induced Vibration Choke Valvesharmeeksingh01Noch keine Bewertungen
- Fracture ControlDokument11 SeitenFracture ControlAdam ThomsonNoch keine Bewertungen
- Nyborg (2008) - Kjeller Field DataDokument5 SeitenNyborg (2008) - Kjeller Field DataCharlyBoeingNoch keine Bewertungen
- Selection of An NDT Method and The Extent of Testing PDFDokument5 SeitenSelection of An NDT Method and The Extent of Testing PDFWalter TrajadaNoch keine Bewertungen
- Inelastic Analysis of Dissimilar Material Flanges With Metal Ring Gaskets at Elevated TemperaturesDokument8 SeitenInelastic Analysis of Dissimilar Material Flanges With Metal Ring Gaskets at Elevated TemperaturesKP SAHUNoch keine Bewertungen
- Engineering Failure Analysis: Khlefa A. Esaklul, Tawfik M. AhmedDokument8 SeitenEngineering Failure Analysis: Khlefa A. Esaklul, Tawfik M. AhmedMatheus Paes PeçanhaNoch keine Bewertungen
- Ejma 10th Edition The Latest Revision 5 PDF FreeDokument2 SeitenEjma 10th Edition The Latest Revision 5 PDF FreeSgk ManikandanNoch keine Bewertungen
- A Reinterpretation of The Palmgren-Miner Rule For Fatigue Life PredictionDokument25 SeitenA Reinterpretation of The Palmgren-Miner Rule For Fatigue Life PredictionodjakmNoch keine Bewertungen
- The Safe Design of Hot On Bottom PipelinesDokument26 SeitenThe Safe Design of Hot On Bottom PipelinesZadeh NormanNoch keine Bewertungen
- Simon Frost 2011Dokument23 SeitenSimon Frost 2011bluemasNoch keine Bewertungen
- 9A01302 Strength of Materials - IDokument8 Seiten9A01302 Strength of Materials - IsivabharathamurthyNoch keine Bewertungen
- Failure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedDokument6 SeitenFailure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedOwais MalikNoch keine Bewertungen
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiDokument44 SeitenGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانNoch keine Bewertungen
- Austenitic High Temperature 153MA 253MA Stainless BrochureDokument16 SeitenAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatNoch keine Bewertungen
- Martensite and The Control of Retained AusteniteDokument6 SeitenMartensite and The Control of Retained AusteniteMarcoTulioFonsecaNoch keine Bewertungen
- The Challenge Applying Composite Repair in Offshore EnvironmentDokument13 SeitenThe Challenge Applying Composite Repair in Offshore Environmenttengku_SNoch keine Bewertungen
- Pfeifer Group PDF Schalungstraeger Durchbiegung enDokument2 SeitenPfeifer Group PDF Schalungstraeger Durchbiegung enaraboooNoch keine Bewertungen
- Ipc2012 90518Dokument8 SeitenIpc2012 90518Marcelo Varejão CasarinNoch keine Bewertungen
- Bridge Welding ProcessDokument151 SeitenBridge Welding Processcentaury2013Noch keine Bewertungen
- Fatigue Limit Ss316 LDokument10 SeitenFatigue Limit Ss316 Lnitouch3564Noch keine Bewertungen
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965Von EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerNoch keine Bewertungen
- Materials Challenges in Nuclear EnergyDokument24 SeitenMaterials Challenges in Nuclear EnergyW.t. HanNoch keine Bewertungen
- Corrosion of Plastics and Composites in Chemical EnvironmentsDokument7 SeitenCorrosion of Plastics and Composites in Chemical EnvironmentsRizky AnandaNoch keine Bewertungen
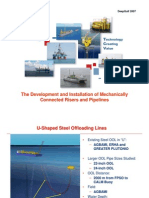
- The Development and Installation of Mechanically Connected Risers and PipelinesDokument20 SeitenThe Development and Installation of Mechanically Connected Risers and PipelinesalbertofgvNoch keine Bewertungen
- Reeled Mechanically Lined PipeDokument4 SeitenReeled Mechanically Lined Pipedavescott6701Noch keine Bewertungen
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionVon EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNoch keine Bewertungen
- Addressing Some Issues in Drop Weight Testing - A Material Science ApproachDokument16 SeitenAddressing Some Issues in Drop Weight Testing - A Material Science ApproachManish BhadauriaNoch keine Bewertungen
- Taper Lok Offshore and SubseaDokument8 SeitenTaper Lok Offshore and Subseaazm81Noch keine Bewertungen
- Technical Manual Hdpe Pipes PDFDokument64 SeitenTechnical Manual Hdpe Pipes PDFM.Sreeram Sanjay100% (1)
- Base Plate & Anchor Bolt - BP1Dokument20 SeitenBase Plate & Anchor Bolt - BP1munishant1Noch keine Bewertungen
- Steel Tips 1Dokument40 SeitenSteel Tips 1banbanio4680% (5)
- TaraNath - Reinforced - Concrete - Design - of - Tall - Build 8Dokument1 SeiteTaraNath - Reinforced - Concrete - Design - of - Tall - Build 8jcvalenciaNoch keine Bewertungen
- ReviewDokument24 SeitenReviewhunters eNoch keine Bewertungen
- Achieving Perfect Plastification April - 2010Dokument2 SeitenAchieving Perfect Plastification April - 2010Anonymous nsmzJNLoNoch keine Bewertungen
- Types of Structural FormsDokument21 SeitenTypes of Structural FormsCorwyn Byrne88% (8)
- Requirements For Welding InspectionDokument43 SeitenRequirements For Welding Inspectionhitm357Noch keine Bewertungen
- ICEF2010-35139: New Approaches On Material Design For High-Performance 2-Stroke Engine BearingsDokument6 SeitenICEF2010-35139: New Approaches On Material Design For High-Performance 2-Stroke Engine BearingsFLangNoch keine Bewertungen
- Pipe Dimensions Chart Rev Jan 2012Dokument1 SeitePipe Dimensions Chart Rev Jan 2012Thomas CalvinNoch keine Bewertungen
- Proceedings of Spie: High-Field Electrostriction of Elastomeric Polymer Dielectrics For ActuationDokument14 SeitenProceedings of Spie: High-Field Electrostriction of Elastomeric Polymer Dielectrics For ActuationrajainrushNoch keine Bewertungen
- Measurement - StumpDokument2 SeitenMeasurement - StumpFaiz Ahmad100% (1)
- Slab Bridge DesignDokument73 SeitenSlab Bridge DesignAmy MengistuNoch keine Bewertungen
- MPC's Entire Brass Mortise Catalogue NewDokument32 SeitenMPC's Entire Brass Mortise Catalogue NewayaanNoch keine Bewertungen
- MQ SP M 4010 PDFDokument16 SeitenMQ SP M 4010 PDFjaseelNoch keine Bewertungen
- Atul 30,36-LoescheDokument16 SeitenAtul 30,36-LoescheSales ITANoch keine Bewertungen
- Total Workshop QuestionsDokument8 SeitenTotal Workshop QuestionsSanjeet KumarNoch keine Bewertungen
- Is - 1862 - 1981Dokument5 SeitenIs - 1862 - 1981kumar QANoch keine Bewertungen
- Understanding NPSH in Centrifugal PumpsDokument16 SeitenUnderstanding NPSH in Centrifugal Pumpssocrates19582405100% (2)
- ksam-36-319냉매 내 수분의 혼입량이 차량 에어컨의 냉각성능에 미치는 영향Dokument7 Seitenksam-36-319냉매 내 수분의 혼입량이 차량 에어컨의 냉각성능에 미치는 영향임학진Noch keine Bewertungen
- Refinery Furnace DesignDokument27 SeitenRefinery Furnace DesignGuillermoNoch keine Bewertungen
- Wrapping Coating Application SequenceDokument2 SeitenWrapping Coating Application SequencesenthilkumarNoch keine Bewertungen
- Pressure/Vacuum Relief Valve Protego Vn-A-Pcpf: Pilot-Operated Diaphragm ValveDokument5 SeitenPressure/Vacuum Relief Valve Protego Vn-A-Pcpf: Pilot-Operated Diaphragm ValveSu KaNoch keine Bewertungen
- STERILIZER - TRAINING - PrintDokument35 SeitenSTERILIZER - TRAINING - PrintAswin HidayatNoch keine Bewertungen
- Schedule of Rate - JKR - MalaysiaDokument29 SeitenSchedule of Rate - JKR - MalaysiaĄlmost Ąwhisper86% (7)
- Beam Design Detail Report: Material and Design DataDokument10 SeitenBeam Design Detail Report: Material and Design DataazwanNoch keine Bewertungen
- Gravity Falls Renovation Project Proposal: Concrete Block in Walling. AccordingDokument2 SeitenGravity Falls Renovation Project Proposal: Concrete Block in Walling. AccordingMark Joshua ArceoNoch keine Bewertungen
- Hardness Conversion Table: For Hardening Carbon and Low Alloy SteelDokument1 SeiteHardness Conversion Table: For Hardening Carbon and Low Alloy SteelAnonymous yshOO0tEjKNoch keine Bewertungen
- Architectural Acoustics Jp2Dokument68 SeitenArchitectural Acoustics Jp2Anand KunkulolNoch keine Bewertungen
- Advanced Cast Products - Ductile Iron Specs-ASTM 897, ASTM A536, SAE J434Dokument27 SeitenAdvanced Cast Products - Ductile Iron Specs-ASTM 897, ASTM A536, SAE J434George CharitouNoch keine Bewertungen