Das könnte Ihnen auch gefallen
- Erection Sequence for 500 MW TurbineDokument4 SeitenErection Sequence for 500 MW Turbinefatima_khadra380960% (5)
- Presentation of Turbine Erection 1Dokument42 SeitenPresentation of Turbine Erection 1Anubhav Singhal75% (4)
- Erection 150MW DTC TurboDokument30 SeitenErection 150MW DTC TurboPradeep Yallanki100% (1)
- STANDARD ERECTION MANUAL (Pressure PartsDokument138 SeitenSTANDARD ERECTION MANUAL (Pressure Partsrarundivya100% (1)
- Final AOH Report - TMD 060818Dokument15 SeitenFinal AOH Report - TMD 060818sanmukhaNoch keine Bewertungen
- Important ErectionDokument15 SeitenImportant ErectionVino Sankar100% (1)
- Boiler Erection 1Dokument30 SeitenBoiler Erection 1Sam100% (1)
- Boiler Erection FinalDokument51 SeitenBoiler Erection FinalArul Aron Jose100% (1)
- Boiler Erection Month Wise PhotosDokument24 SeitenBoiler Erection Month Wise PhotosMurali Gopalakrishna100% (3)
- Procedure Boiler Drum ErectionDokument3 SeitenProcedure Boiler Drum Erectionsaravan1891100% (1)
- Precommissioning Load TrialDokument47 SeitenPrecommissioning Load Trialyinkaakins2001100% (3)
- Boiler ErectionDokument44 SeitenBoiler ErectionJoseph Lorsen T. ChavezNoch keine Bewertungen
- Alternate Arrangements For Air Tightness TestingDokument7 SeitenAlternate Arrangements For Air Tightness TestingRupesh Sinha100% (1)
- Motor Maintenance GuideDokument22 SeitenMotor Maintenance GuidechinnaraoNoch keine Bewertungen
- 20130429-Erection Procedure of Condenser (Mr. Tam)Dokument56 Seiten20130429-Erection Procedure of Condenser (Mr. Tam)Huynh Thanh Tam100% (1)
- Condenser Flood Test 8 of 11Dokument14 SeitenCondenser Flood Test 8 of 11Sara LopezNoch keine Bewertungen
- Form Motor Solo Run-Test SheetDokument12 SeitenForm Motor Solo Run-Test Sheetnailulfalah17Noch keine Bewertungen
- Main Stages in Power Station ErectionDokument38 SeitenMain Stages in Power Station ErectionSam50% (2)
- Turbine Condensate System in Thermal Power PlantDokument35 SeitenTurbine Condensate System in Thermal Power PlantAshwani Dogra100% (1)
- Erection Manual Hydro-1Dokument63 SeitenErection Manual Hydro-1rajfab100% (1)
- Boiler Drum Erection ProcedureDokument6 SeitenBoiler Drum Erection Procedureer_sanjaypatel100% (1)
- Presentation BoilerDokument24 SeitenPresentation BoilerRanjanaWaje100% (1)
- ErectionDokument61 SeitenErectionVee ThiruNoch keine Bewertungen
- Switchyard ErectionDokument56 SeitenSwitchyard Erectiondilleh100% (1)
- 0-WD210-ER630-00553 - Rev.2 - Steam Turbine Erection ProcedureDokument50 Seiten0-WD210-ER630-00553 - Rev.2 - Steam Turbine Erection ProcedureGustavo Andres Olivares Cerda100% (4)
- Super-Critical BoilerDokument32 SeitenSuper-Critical BoilerSURENDRA KUMARNoch keine Bewertungen
- NDE Manual R01Dokument210 SeitenNDE Manual R01Arun Mathan100% (1)
- Motor Check ListDokument7 SeitenMotor Check ListPrateek Kumar SinghNoch keine Bewertungen
- Cold Start Up Check ListDokument6 SeitenCold Start Up Check ListSreekanthMylavarapuNoch keine Bewertungen
- Switch YardDokument60 SeitenSwitch Yardjigdung100% (3)
- Inspection Categorization PlanDokument6 SeitenInspection Categorization Plankaruna346Noch keine Bewertungen
- H.V Rectifier Device Use ManualDokument50 SeitenH.V Rectifier Device Use Manualatulbrmhnkr100% (1)
- Erection of BoilerDokument40 SeitenErection of BoilerSam100% (1)
- Commissioning Circulating Pumps at 600MW Power PlantDokument15 SeitenCommissioning Circulating Pumps at 600MW Power Plantrohit_me083Noch keine Bewertungen
- Storage Tank Shell Banding Quality Control and Inspection Report FormDokument1 SeiteStorage Tank Shell Banding Quality Control and Inspection Report FormAlif Rahmat FebriantoNoch keine Bewertungen
- Boiler Erection Tools and SequenceDokument74 SeitenBoiler Erection Tools and SequenceKaleeswaran Subramanian100% (1)
- Commissioning Fans Procedure SimhadriDokument17 SeitenCommissioning Fans Procedure SimhadriSara LopezNoch keine Bewertungen
- Turbine Over Hauling Procedure Siemens Recommendsbirkosit 111019222302 Phpapp01 PDFDokument75 SeitenTurbine Over Hauling Procedure Siemens Recommendsbirkosit 111019222302 Phpapp01 PDFAnonymous wIPMQ5rh100% (3)
- Commissioning Measures Form For Approval: Phase I of 2×330MW Project of Tengda Coal-Fired Power Plant in IndiaDokument21 SeitenCommissioning Measures Form For Approval: Phase I of 2×330MW Project of Tengda Coal-Fired Power Plant in IndiaParthiban KarunaNoch keine Bewertungen
- Turbine & Auxiliaries1Dokument87 SeitenTurbine & Auxiliaries1zahoor100% (1)
- KBR Electric Motor Inspection Test PlanDokument4 SeitenKBR Electric Motor Inspection Test Plankaml100% (1)
- Water Pump STN StandardDokument5 SeitenWater Pump STN StandardTeguh SetionoNoch keine Bewertungen
- Vacuum Leakage TestDokument11 SeitenVacuum Leakage Testsambhu100% (1)
- Construction and Working of Thermal Power PlantDokument5 SeitenConstruction and Working of Thermal Power PlantdibyenindusNoch keine Bewertungen
- CFB Boiler Erection Persentation Rev-2Dokument33 SeitenCFB Boiler Erection Persentation Rev-2juarsa r100% (2)
- Valve Inspection ChecklistDokument1 SeiteValve Inspection ChecklistTengku Mohd ImranNoch keine Bewertungen
- Commisioning Procedure CompleteDokument17 SeitenCommisioning Procedure CompletehapidzNoch keine Bewertungen
- Generator Assessment Process - Level 2Dokument30 SeitenGenerator Assessment Process - Level 2Anil PanjaniNoch keine Bewertungen
- Sop For Oil Purification SystemDokument8 SeitenSop For Oil Purification SystemSonrat100% (1)
- Boiler Erection Project ManagementDokument1 SeiteBoiler Erection Project Managementspatil1472Noch keine Bewertungen
- Procedure of Assy & Erection Boiler Pressure PartDokument14 SeitenProcedure of Assy & Erection Boiler Pressure PartVino Sankar100% (1)
- Draught System Combustion AirflowDokument50 SeitenDraught System Combustion Airflowthehindu100% (4)
- QA&QC Earthing SystemDokument6 SeitenQA&QC Earthing SystemMuhammadZahirKhanNoch keine Bewertungen
- Electrical Pre-Commissioning ProtocolsDokument85 SeitenElectrical Pre-Commissioning ProtocolsAlok NayakNoch keine Bewertungen
- Z03 AersqDokument6 SeitenZ03 AersqPhilip PetersonNoch keine Bewertungen
- 500 MW Steam Turbine Erection SequenceDokument4 Seiten500 MW Steam Turbine Erection Sequencelovelyshree100% (1)
- Erection Sequence: (For 500 MW Fixed Pedestal Type Turbine With Spring Loaded Foundation)Dokument4 SeitenErection Sequence: (For 500 MW Fixed Pedestal Type Turbine With Spring Loaded Foundation)rohit_me083100% (1)
- Ealing and Anti Seizing Compound Used in Turbine As Per BHELDokument99 SeitenEaling and Anti Seizing Compound Used in Turbine As Per BHELAnonymous 7ZYHilD100% (1)
- Z03 AersqDokument6 SeitenZ03 AersqAnthony MayNoch keine Bewertungen
- Turbine OverhaulDokument6 SeitenTurbine OverhaulRajeev Sharma100% (5)
- RPF Packing ListDokument2 SeitenRPF Packing ListPeter AntonyNoch keine Bewertungen
- Hamari SurakshaDokument9 SeitenHamari SurakshaPeter AntonyNoch keine Bewertungen
- Calibration BookletDokument12 SeitenCalibration BookletGeorge Manuel50% (2)
- Chart For Selection of Cable Glands On The Basis of Cable Overall DiameterDokument2 SeitenChart For Selection of Cable Glands On The Basis of Cable Overall DiameterPeter AntonyNoch keine Bewertungen
- Thermocouple Type KDokument3 SeitenThermocouple Type KPeter AntonyNoch keine Bewertungen
- Acknowledgement of Legal ComplianceDokument1 SeiteAcknowledgement of Legal CompliancePeter AntonyNoch keine Bewertungen
- J3 HSE Training Schedule June 2015Dokument3 SeitenJ3 HSE Training Schedule June 2015Peter AntonyNoch keine Bewertungen
- Guide to Cable Trays and AccessoriesDokument5 SeitenGuide to Cable Trays and AccessoriesPeter AntonyNoch keine Bewertungen
- Installation of Pressure Transmitter For Steam Pressure Below The Tapping PDFDokument1 SeiteInstallation of Pressure Transmitter For Steam Pressure Below The Tapping PDFPeter AntonyNoch keine Bewertungen
- Installation of Transmitter For Steam Pressure Below Tapping PDFDokument1 SeiteInstallation of Transmitter For Steam Pressure Below Tapping PDFPeter AntonyNoch keine Bewertungen
- Gland Steam Supply ValveDokument2 SeitenGland Steam Supply ValvePeter AntonyNoch keine Bewertungen
- Suspension of Valves: Steam Turbine DescriptionDokument1 SeiteSuspension of Valves: Steam Turbine DescriptionPeter AntonyNoch keine Bewertungen
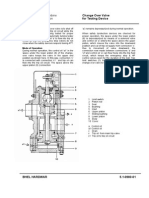
- Change Over Valve Controls Steam Turbine TestingDokument2 SeitenChange Over Valve Controls Steam Turbine TestingPeter AntonyNoch keine Bewertungen
- Condenser Steam Dump Control Valve ServomotorDokument1 SeiteCondenser Steam Dump Control Valve ServomotorPeter AntonyNoch keine Bewertungen
- Vacuum Breaker ValveDokument3 SeitenVacuum Breaker ValvejnmanivannanNoch keine Bewertungen
- SandblastingDokument2 SeitenSandblastingPeter Antony67% (3)
- Water Injection Valve: Steam Turbine DescriptionDokument2 SeitenWater Injection Valve: Steam Turbine DescriptionPeter AntonyNoch keine Bewertungen
- Combined HP Stop Control ValveDokument1 SeiteCombined HP Stop Control ValvePeter AntonyNoch keine Bewertungen
- Need Documents ListDokument1 SeiteNeed Documents ListPeter AntonyNoch keine Bewertungen
- Changeover Valve For Extraction NRVDokument1 SeiteChangeover Valve For Extraction NRVPeter AntonyNoch keine Bewertungen
- Actuators of Control ValveDokument1 SeiteActuators of Control ValvePeter AntonyNoch keine Bewertungen
- NTPC Simhadri DDCMIS Testing ScheduleDokument19 SeitenNTPC Simhadri DDCMIS Testing ScheduleSandip GaraiNoch keine Bewertungen
- WWW Skf29318eDokument1 SeiteWWW Skf29318ePeter AntonyNoch keine Bewertungen
- Leser at A GlanceDokument7 SeitenLeser at A GlanceRosario Villca JerezNoch keine Bewertungen
- Pipe Friction Loss Charts: Loss of Head in Feet Due To Friction Per 100 Feet of PipeDokument1 SeitePipe Friction Loss Charts: Loss of Head in Feet Due To Friction Per 100 Feet of Pipeagus salamNoch keine Bewertungen
- Displacement Thickness and Momentum ThicknessDokument11 SeitenDisplacement Thickness and Momentum ThicknessHaroon RasheedNoch keine Bewertungen
- Lab No 6 - Coordinated Control - Signal OverlapDokument5 SeitenLab No 6 - Coordinated Control - Signal OverlapMuhammad RafayNoch keine Bewertungen
- Side Channel Pumps: CEH 1201 ... 6108 CEH 1202/5 ... 6108/5 CEH 1202/7 ... 6107/7Dokument20 SeitenSide Channel Pumps: CEH 1201 ... 6108 CEH 1202/5 ... 6108/5 CEH 1202/7 ... 6107/7yecidNoch keine Bewertungen
- New 4. Sfe-Dst-Pip-1402-4104 DST For Check ValveDokument4 SeitenNew 4. Sfe-Dst-Pip-1402-4104 DST For Check ValveSandeepNBabuNoch keine Bewertungen
- Proserv Type 5 10k 700ccDokument1 SeiteProserv Type 5 10k 700ccRefisal BonnetNoch keine Bewertungen
- Liquid Loading Prediction, Prevention and Remediation in Shale Gas WellsDokument2 SeitenLiquid Loading Prediction, Prevention and Remediation in Shale Gas Wellspablo raffinNoch keine Bewertungen
- DNL Product SheetDokument2 SeitenDNL Product SheetAlejandro GarcíaNoch keine Bewertungen
- KSP Poppet Manual 2011Dokument352 SeitenKSP Poppet Manual 2011Manuel Ortiz82% (11)
- Control ValvesDokument52 SeitenControl ValvesMayur Venkatesh.s100% (1)
- Fire-Safe Triple Offset Butterfly ValveDokument22 SeitenFire-Safe Triple Offset Butterfly ValveDevendra BangarNoch keine Bewertungen
- ZX210H-5G Valve Control CompleteDokument14 SeitenZX210H-5G Valve Control Completefebru100% (1)
- 6 DIN FlangesDokument12 Seiten6 DIN FlangesooogiNoch keine Bewertungen
- PIP ComponentsDokument1 SeitePIP Componentsyenofiv380Noch keine Bewertungen
- Fluid Mechanics ProblemsDokument2 SeitenFluid Mechanics Problemsmarlo ignacioNoch keine Bewertungen
- Automatic LPG Filling Machine InstructionsDokument11 SeitenAutomatic LPG Filling Machine InstructionsTheo Don Peri MarianiNoch keine Bewertungen
- Solenoid ValveDokument3 SeitenSolenoid ValveJeshua LloreraNoch keine Bewertungen
- Ponsse Spare Parts PDFDokument391 SeitenPonsse Spare Parts PDFСаняNoch keine Bewertungen
- Degassing Boot SizingDokument31 SeitenDegassing Boot SizingRexx Mexx50% (2)
- Water QuestionsDokument1 SeiteWater QuestionshhhhNoch keine Bewertungen
- Hale Pump Manual QMAX QFLODokument177 SeitenHale Pump Manual QMAX QFLOHenrique Inglez100% (1)
- Designing a Horizontal Reflux DrumDokument15 SeitenDesigning a Horizontal Reflux DrumArfel Marie FuentesNoch keine Bewertungen
- Dynaset HKR - Data - Sheet - v1.1Dokument8 SeitenDynaset HKR - Data - Sheet - v1.1gulam husseinNoch keine Bewertungen
- Schematic Symbols Chart (Design Hydraulic and Pneumatic Circits)Dokument6 SeitenSchematic Symbols Chart (Design Hydraulic and Pneumatic Circits)Mahmoud AliNoch keine Bewertungen
- Isx 870 IfsmDokument20 SeitenIsx 870 IfsmhaviettuanNoch keine Bewertungen
- Control Valves P&I DiagramDokument27 SeitenControl Valves P&I DiagramSudarshan NavaleNoch keine Bewertungen
- Measuring High Viscosity Liquids With Quadrant-Edged Orifice MetersDokument5 SeitenMeasuring High Viscosity Liquids With Quadrant-Edged Orifice Metersaugur886Noch keine Bewertungen
- Nominal wall thicknesses and pipe sizesDokument2 SeitenNominal wall thicknesses and pipe sizesNaveen Chandar Emmer100% (2)
- Boundary Layer Theory Explains High Drag CoefficientsDokument22 SeitenBoundary Layer Theory Explains High Drag CoefficientsGomish SharmaNoch keine Bewertungen