Das könnte Ihnen auch gefallen
- Vertimax - Motorredutores e Redutores de Engrenagens HelicoidaisDokument177 SeitenVertimax - Motorredutores e Redutores de Engrenagens HelicoidaisDiego RincónNoch keine Bewertungen
- 2008 Escavadeira Hidraulica Caterpillar 312D DL - Aphq5949Dokument24 Seiten2008 Escavadeira Hidraulica Caterpillar 312D DL - Aphq5949Cassius BenitesNoch keine Bewertungen
- Origo Mig 558T. Origo Mig 558TP. Manual Do Usuário e Peças de Reposição. OrigoMig 558T OrigoMig 558TP - 2016Dokument44 SeitenOrigo Mig 558T. Origo Mig 558TP. Manual Do Usuário e Peças de Reposição. OrigoMig 558T OrigoMig 558TP - 2016Zilvan LeiteNoch keine Bewertungen
- Catálogo Fonte MIG-MAG - Smashweld - 318 - 408 - 318-Topflex - 408-Topflex - PT OK ESAB - 2010 - 4pDokument4 SeitenCatálogo Fonte MIG-MAG - Smashweld - 318 - 408 - 318-Topflex - 408-Topflex - PT OK ESAB - 2010 - 4pWellington S. FrançaNoch keine Bewertungen
- Bantam 200 DCDokument5 SeitenBantam 200 DCMarcio SzezerbatyNoch keine Bewertungen
- Guincho - AKM6315Dokument78 SeitenGuincho - AKM6315bruno.goncalvesbvtNoch keine Bewertungen
- Bombas centrífugas magnéticasDokument5 SeitenBombas centrífugas magnéticasNelson GutierrezNoch keine Bewertungen
- Modulos para Prensas - RexrothDokument92 SeitenModulos para Prensas - RexrothLeigh Williams100% (1)
- Ficha Tecnica Galp TransgearDokument2 SeitenFicha Tecnica Galp Transgearmanuel_plfNoch keine Bewertungen
- SewDokument68 SeitenSewSergio SachtNoch keine Bewertungen
- Frota manutenção ferroviária BrasilDokument8 SeitenFrota manutenção ferroviária BrasilMarcelo TurriniNoch keine Bewertungen
- Engrenagem Recuperada Por Solda TigDokument39 SeitenEngrenagem Recuperada Por Solda TigLuiz VendasNoch keine Bewertungen
- Manual 117348 4 FZL Multipla Rev 2Dokument40 SeitenManual 117348 4 FZL Multipla Rev 2WILDINEYfreirdolivei100% (1)
- Bgy Compacto 2.5Dokument18 SeitenBgy Compacto 2.5Luis Paulo MedeirosNoch keine Bewertungen
- Comando eletrônico máquina lemeDokument22 SeitenComando eletrônico máquina lemeAdeilson Almoaia100% (1)
- BBL-Bomba Centrifuga - JCDokument3 SeitenBBL-Bomba Centrifuga - JCengleoalves0% (1)
- Mecânica HydraliftDokument60 SeitenMecânica Hydraliftrfelippe8733Noch keine Bewertungen
- Guia do usuário e lista de peças da fonte DPT 350 HD para soldagem TIG e eletrodo revestidoDokument28 SeitenGuia do usuário e lista de peças da fonte DPT 350 HD para soldagem TIG e eletrodo revestidoMarcos Lima0% (1)
- Especificações Técnicas - Torre de Iluminação QLT M 20 - tcm1072-3506435Dokument6 SeitenEspecificações Técnicas - Torre de Iluminação QLT M 20 - tcm1072-3506435Rafael BesenNoch keine Bewertungen
- Paleteira HidrulicaDokument12 SeitenPaleteira HidrulicaMauricio Soares100% (2)
- Manual Das Bombas Hidráulicas P30S e P24S.Dokument40 SeitenManual Das Bombas Hidráulicas P30S e P24S.luiz eduardo100% (1)
- Manual Do Proprietário - LIMPA-PISTASDokument48 SeitenManual Do Proprietário - LIMPA-PISTASbrunofernandesdacost100% (1)
- Lubrificantes KomatsuDokument8 SeitenLubrificantes Komatsutsdias.sousaNoch keine Bewertungen
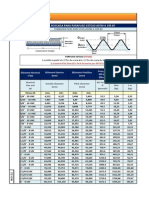
- Relação entre escalas Shore A e IRHD para borracha natural e SBRDokument1 SeiteRelação entre escalas Shore A e IRHD para borracha natural e SBRJeferson NorbertoNoch keine Bewertungen
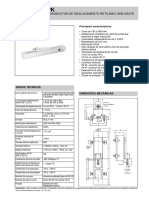
- Manual Régua PotenciométricaDokument2 SeitenManual Régua PotenciométricaRodrigo BarrosNoch keine Bewertungen
- Manual Power Wave AC - DC 1000Dokument89 SeitenManual Power Wave AC - DC 1000Fabricio Morgan100% (1)
- Apresentação Lubrisint COMPLETADokument28 SeitenApresentação Lubrisint COMPLETAValmirNoch keine Bewertungen
- Aço resistente ao desgaste Quard 500Dokument2 SeitenAço resistente ao desgaste Quard 500mazuckNoch keine Bewertungen
- Retificadores LAI 400/550 manual do usuárioDokument24 SeitenRetificadores LAI 400/550 manual do usuáriovladimirsoler01Noch keine Bewertungen
- Alimentador de Arame LN7Dokument61 SeitenAlimentador de Arame LN7Giliard LemosNoch keine Bewertungen
- Tubos ErmetoDokument249 SeitenTubos ErmetoAndre alexander dos santosNoch keine Bewertungen
- Manual Do Proprietário Master Ride 150Dokument53 SeitenManual Do Proprietário Master Ride 150AlexandreNoch keine Bewertungen
- Acumulador chumbo-ácido estacionário regulado por válvulaDokument2 SeitenAcumulador chumbo-ácido estacionário regulado por válvulaVivaldo Freitas0% (1)
- Manual Liebherr R9250Dokument173 SeitenManual Liebherr R9250Ronald100% (2)
- LAPOMATIC Manual de InstruçõesDokument8 SeitenLAPOMATIC Manual de InstruçõesRegiane Harumi dos SantosNoch keine Bewertungen
- Parafuso Sextavado Rosca SoberbaDokument1 SeiteParafuso Sextavado Rosca SoberbaLeandro MendesNoch keine Bewertungen
- Carregador Inteligente Bateria ManualDokument20 SeitenCarregador Inteligente Bateria ManualLouís Ális SaldanhaNoch keine Bewertungen
- Cat. Controlador JKL 2011Dokument12 SeitenCat. Controlador JKL 2011Josemir TeixeiraNoch keine Bewertungen
- Bomba vazão variávelDokument7 SeitenBomba vazão variávelCarlos VandréNoch keine Bewertungen
- Projeto de uma máquina de dobrar tubos automatizadaDokument4 SeitenProjeto de uma máquina de dobrar tubos automatizadaRoberto Anderson StaschokNoch keine Bewertungen
- Manual rádio relógio Toshiba RR-1268Dokument20 SeitenManual rádio relógio Toshiba RR-1268Vanderlei MarquesNoch keine Bewertungen
- Checklist Carreta PW 5000 - 360Dokument6 SeitenChecklist Carreta PW 5000 - 360Juci RufatoNoch keine Bewertungen
- Catalogo Belden Poliron 2012Dokument140 SeitenCatalogo Belden Poliron 2012henryvl78Noch keine Bewertungen
- Valvula Direcional PDFDokument8 SeitenValvula Direcional PDFNOIVODALAGOANoch keine Bewertungen
- Cartilha de Filtração HydacDokument24 SeitenCartilha de Filtração HydacLorranny Soares Batista100% (1)
- Manual de Oficina PC5500 Série 15110-XD-PT-0Dokument802 SeitenManual de Oficina PC5500 Série 15110-XD-PT-0tnpjstsy7yNoch keine Bewertungen
- Catálogo - Contra Recuo - TTHS-TTHVR - Rev1 PDFDokument1 SeiteCatálogo - Contra Recuo - TTHS-TTHVR - Rev1 PDFluiziriasNoch keine Bewertungen
- Catalogo White MartinsDokument34 SeitenCatalogo White MartinsLinconl LucenaNoch keine Bewertungen
- Manual de Operação Martelo VPA MV 40 - 60Dokument7 SeitenManual de Operação Martelo VPA MV 40 - 60ATERPANoch keine Bewertungen
- MuiDokument158 SeitenMuiGenaro Bessa CeppoNoch keine Bewertungen
- Manual RCMP Plus Rev.15 PT-BRDokument97 SeitenManual RCMP Plus Rev.15 PT-BRgustavoNoch keine Bewertungen
- Catálogo Técnico de HidrolavadorasDokument13 SeitenCatálogo Técnico de HidrolavadorasJunivaldo MelloNoch keine Bewertungen
- Aços Avançados RamadaDokument8 SeitenAços Avançados RamadaAmândio PintoNoch keine Bewertungen
- Central de alarme e iluminação de emergência ALEA 12/300/06Dokument2 SeitenCentral de alarme e iluminação de emergência ALEA 12/300/06MauricioDinizNoch keine Bewertungen
- Controle De Motor De Passo Unipolar E Bipolar Com Base No Pic18f1220 E MikrocVon EverandControle De Motor De Passo Unipolar E Bipolar Com Base No Pic18f1220 E MikrocNoch keine Bewertungen
- 9.000-30.000 Btu guiaDokument50 Seiten9.000-30.000 Btu guiaRaquel MorenoNoch keine Bewertungen
- Segurança em primeiro lugar: treinamento gratuito e ferramentas de segurança HYTORCDokument2 SeitenSegurança em primeiro lugar: treinamento gratuito e ferramentas de segurança HYTORCHarry Wart WartNoch keine Bewertungen
- HLX 1101 VDokument31 SeitenHLX 1101 VGlauce MacielNoch keine Bewertungen
- Manual Expansor LSP 40Dokument12 SeitenManual Expansor LSP 40Anderson SouzaNoch keine Bewertungen
- 2 Photons Apresentação Seminário Testo Termografia Na IndustriaDokument11 Seiten2 Photons Apresentação Seminário Testo Termografia Na IndustriaIeustaquio MenezesNoch keine Bewertungen
- ondasIIDokument9 SeitenondasIIIeustaquio MenezesNoch keine Bewertungen
- Bomba NemoDokument88 SeitenBomba Nemovflope100% (6)
- 138326-Fluxo de Processamento MLPDokument1 Seite138326-Fluxo de Processamento MLPIeustaquio MenezesNoch keine Bewertungen
- NBR 6493 1994Dokument5 SeitenNBR 6493 1994denismilson01100% (1)
- Instrument A Cao JusDokument95 SeitenInstrument A Cao JusIeustaquio MenezesNoch keine Bewertungen
- Tubulações industriais desenhos e componentesDokument28 SeitenTubulações industriais desenhos e componentesIgor SampaioNoch keine Bewertungen
- 135457-Laboratório de Redes Neurais 1Dokument1 Seite135457-Laboratório de Redes Neurais 1Ieustaquio MenezesNoch keine Bewertungen
- Bicudo - Criticidade - ExercicioDokument9 SeitenBicudo - Criticidade - ExercicioIeustaquio MenezesNoch keine Bewertungen
- Ex 6Dokument2 SeitenEx 6Ieustaquio MenezesNoch keine Bewertungen
- ASTM A 193 B7 Barra Rosca EstudoDokument1 SeiteASTM A 193 B7 Barra Rosca EstudoIeustaquio MenezesNoch keine Bewertungen
- Tissot - RNADokument12 SeitenTissot - RNAevelynelfNoch keine Bewertungen
- Primeiros SocorrosDokument66 SeitenPrimeiros SocorrosR3M4N3SC3NT3Noch keine Bewertungen
- Catalogo Inter PDFDokument7 SeitenCatalogo Inter PDFIeustaquio MenezesNoch keine Bewertungen
- ExercíciosDokument1 SeiteExercíciosarirhoneNoch keine Bewertungen
- NBR11388 - 1990 - Sistemas de Pintura para Equipamentos e Instalações de Subestações ElétricasDokument8 SeitenNBR11388 - 1990 - Sistemas de Pintura para Equipamentos e Instalações de Subestações ElétricasIeustaquio MenezesNoch keine Bewertungen
- Manual do Atuador CSR 12-25-50Dokument81 SeitenManual do Atuador CSR 12-25-50Ieustaquio Menezes55% (11)
- 000737457Dokument112 Seiten000737457LeonardoAnayaNoch keine Bewertungen
- ABNT NBR 11003 Tintas - Determinação Da Aderência + ErrataDokument15 SeitenABNT NBR 11003 Tintas - Determinação Da Aderência + ErrataRicardo QueirogaNoch keine Bewertungen
- Modulo 14 4ed v00 - Instalacoes de ProducaoDokument81 SeitenModulo 14 4ed v00 - Instalacoes de ProducaoIeustaquio MenezesNoch keine Bewertungen
- Politica AmbientalDokument12 SeitenPolitica AmbientalluiscarlossnNoch keine Bewertungen
- (ABNT-NBR ISO 4309) - Guindastes - Cabo de Aço - Critérios de Inspeção e DescarteDokument26 Seiten(ABNT-NBR ISO 4309) - Guindastes - Cabo de Aço - Critérios de Inspeção e DescarteEdvaldo Alencar83% (6)
- Pó poliéster tinta característicasDokument3 SeitenPó poliéster tinta característicasIeustaquio MenezesNoch keine Bewertungen
- NBR7195 Cores para SegurancaDokument3 SeitenNBR7195 Cores para Segurancachipsoyo100% (2)
- Normas Técnicas Brasileiras Sobre Instalações ElétricasDokument5 SeitenNormas Técnicas Brasileiras Sobre Instalações ElétricasDeivison GonçalvesNoch keine Bewertungen
- Tinta EspecificaçãoDokument1 SeiteTinta EspecificaçãoIeustaquio MenezesNoch keine Bewertungen
- NTC40Dokument66 SeitenNTC40Rodrigo DonizeteNoch keine Bewertungen
- Normas Técnicas Brasileiras Sobre Instalações ElétricasDokument5 SeitenNormas Técnicas Brasileiras Sobre Instalações ElétricasDeivison GonçalvesNoch keine Bewertungen
- ESPECIFICAÇÕES TÉCNICAS - SubestaçãoDokument21 SeitenESPECIFICAÇÕES TÉCNICAS - SubestaçãoVenator_oni100% (1)
- Componentes e funcionamento motores Ciclo OttoDokument13 SeitenComponentes e funcionamento motores Ciclo OttoMarcos Paulo Pinto100% (1)
- Anais Do IV Congresso Brasileiro de Rochas Ornamentais Viii Simposio de Rochas Ornamentais Do NordesteDokument315 SeitenAnais Do IV Congresso Brasileiro de Rochas Ornamentais Viii Simposio de Rochas Ornamentais Do NordesteGuilherme BuenoNoch keine Bewertungen
- Manual Argox Os 214 Plus PDFDokument44 SeitenManual Argox Os 214 Plus PDFHenrique ValençaNoch keine Bewertungen
- Motores WEG Partes PeçasDokument44 SeitenMotores WEG Partes Peçasmokellyne100% (4)
- Condução de Calor em Paredes Plana, Cilíndrica e EsféricaDokument12 SeitenCondução de Calor em Paredes Plana, Cilíndrica e Esférica084250Noch keine Bewertungen
- Curso de AutoCAD 3D - Desenvolva Projetos 3D em CAD!Dokument14 SeitenCurso de AutoCAD 3D - Desenvolva Projetos 3D em CAD!Fábio FmsxNoch keine Bewertungen
- Processos produtivos e sistemasDokument192 SeitenProcessos produtivos e sistemasAnderson VilacaNoch keine Bewertungen
- Tratamentos de Endurecimento SuperficialDokument5 SeitenTratamentos de Endurecimento SuperficialcarpolotesNoch keine Bewertungen
- Definição de ClimaDokument2 SeitenDefinição de ClimaMorgannabarros100% (2)
- Apostila - Dobra de Tubos ManualDokument45 SeitenApostila - Dobra de Tubos ManualClaudia Araujo Rangel100% (2)
- Maquinas Termicas e Refrigeradores - Fisica II PDFDokument11 SeitenMaquinas Termicas e Refrigeradores - Fisica II PDFMiguel Silveira Prestes JuniorNoch keine Bewertungen
- Manual Paleteira PDFDokument20 SeitenManual Paleteira PDFJosé Aparecido Dos Santos100% (1)
- Soluções de alta pressão FlutrolDokument25 SeitenSoluções de alta pressão FlutrolJordeglan Ferras almeidaNoch keine Bewertungen
- Circular Técnica: Princípios de HidroponiaDokument28 SeitenCircular Técnica: Princípios de HidroponiaAnonymous rc4zZt4Noch keine Bewertungen
- Saídas de emergência e proteção passiva em edifíciosDokument50 SeitenSaídas de emergência e proteção passiva em edifíciosJsedsNoch keine Bewertungen
- Procedimento Operacional Trabalho em Altura Alvenaria InternaDokument4 SeitenProcedimento Operacional Trabalho em Altura Alvenaria InternaEduardo Salles HegemoniaNoch keine Bewertungen
- AULA 07 - Estabilidade de Taludes (Dokument11 SeitenAULA 07 - Estabilidade de Taludes (Victor Dos Santos SinguiNoch keine Bewertungen
- Cardiomax Manual Do UsuarioDokument195 SeitenCardiomax Manual Do UsuarioRicardo SalesNoch keine Bewertungen
- Questionario Sobre Arquitetura de Sistemas - RespondidoDokument2 SeitenQuestionario Sobre Arquitetura de Sistemas - RespondidoGeorge VagnerNoch keine Bewertungen
- Livro Pratica Da Audiologia Clínica - AudiologiaDokument1 SeiteLivro Pratica Da Audiologia Clínica - AudiologiaElizabeth Barbosa Santos0% (1)
- Curriculum Vitae de Carlos Alberto VarelaDokument4 SeitenCurriculum Vitae de Carlos Alberto VarelaStroke AutomaçãoNoch keine Bewertungen
- Redes de Petri e Sistemas A Eventos Discretos - UFBADokument80 SeitenRedes de Petri e Sistemas A Eventos Discretos - UFBAgpamaster-1Noch keine Bewertungen
- MTBBR Specialized PDFDokument36 SeitenMTBBR Specialized PDFOdin SilvaNoch keine Bewertungen
- Apr 01 - Movimentação de CargasDokument2 SeitenApr 01 - Movimentação de CargasJose Adilson100% (1)
- Data Sheet750-8213 18.10.2019Dokument19 SeitenData Sheet750-8213 18.10.2019GiovaniAricettiNoch keine Bewertungen
- Módulo 10 - Manual de Operação PCH Rio ClaroDokument29 SeitenMódulo 10 - Manual de Operação PCH Rio ClaroPhelps MunizNoch keine Bewertungen
- Toberas de Largo Alcance Serie Due-1 - 5 - P - 4 - DueDokument16 SeitenToberas de Largo Alcance Serie Due-1 - 5 - P - 4 - DuenascasNoch keine Bewertungen
- Modbus Arduino PDFDokument14 SeitenModbus Arduino PDFKNNLNoch keine Bewertungen
- Resumo Eletricidade FQ 9º AnoDokument4 SeitenResumo Eletricidade FQ 9º AnoFacilana TuanuNoch keine Bewertungen
- 308 358Dokument26 Seiten308 358skimorodNoch keine Bewertungen