Beruflich Dokumente
Kultur Dokumente
Instalacoes Prediais de Gas Conceitos Gerais PDF
Hochgeladen von
jvenancioOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Instalacoes Prediais de Gas Conceitos Gerais PDF
Hochgeladen von
jvenancioCopyright:
Verfügbare Formate
Curso de
Especializao
em
Tecnologias do
Gs Natural
Instalaes
Prediais
Conceitos Gerais
Juris Jankauskis Junior
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Instalaes Prediais de Gs
NTGS / SENAI MS, 2005
Trabalho compilado pelo NTGS Ncleo de Tecnologias do Gs SENAI-MS do
Departamento Regional de Mato Grosso do Sul.
Coordenao
Juris Jankauskis Jr.
Elaborao
rico Zambianco
Reviso
Paulo Csar de Oliveira
rico Zambianco de Figueiredo
Altair Jos Pereira
SENAI - NTGs
NCLEO DE TECNOLOGIAS DO GS
RUA: PIMENTA BUENO, 370 VILA AURORA
CEP: 79005-020 CAMPO GRANDE- MS
TEL.: (67) 3029-9020
E-mail: gas9@ms.senai.br
gas2@ms.senai.br
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
ndice
1.
FSICA APLICADA..................................................................................................................8
1.1.
PRESSO...............................................................................................................................8
1.2.
PRESSES UTILIZADAS NO PROJETO DE INSTALAES PREDIAIS DE GS ......................10
1.3.
VARIAO DO VOLUME......................................................................................................11
1.4.
VAZO ................................................................................................................................11
1.5.
TEMPERATURA ...................................................................................................................12
1.6.
PERDA DE CARGA...............................................................................................................13
2.
NORMAS E MATERIAIS APLICVEIS EM TUBULAO ..................................................13
2.1.
INTRODUO ......................................................................................................................13
3.
SIMBOLOGIA DE INSTALAES PREDIAIS DE GS.......................................................15
4.
COMPONENTES DE TUBULAO .....................................................................................20
4.1.
DEFINIES .......................................................................................................................20
4.2.
TUBOS ................................................................................................................................21
4.3.
PRINCIPAIS MATERIAIS PARA TUBOS.................................................................................21
4.4.
PROCESSOS DE FABRICAO DE TUBOS ...........................................................................22
5.
INSTALAR TUBOS E CONEXES DE COBRE....................................................................29
5.1.
TUBOS DE COBRE ...............................................................................................................29
5.2.
CORTE DE TUBOS DE AO E COBRE ..................................................................................30
5.3.
CONEXES DE COBRE ........................................................................................................33
5.4.
LIGAES SOLDADAS PARA TUBOS DE COBRE..................................................................37
5.5.
RECOMENDAES PARA O TIPO DE SOLDA A SER UTILIZADO ...........................................40
5.6.
UTILIZAO DE SOLDA EM INSTALAES DE GS .............................................................41
5.7.
CONCLUSO SOBRE O EMPREGO DA SOLDAGEM ..............................................................43
6.
INTALAR TUBOS E CONEXES DE AO E FERRO GALVANIZADO..............................44
6.1.
DIMETROS COMERCIAIS PARA TUBOS DE AO ................................................................44
6.2.
TRAVESSIA DE PAREDES E PISOS ......................................................................................47
6.3.
BAINHA E DUTO .................................................................................................................47
6.4.
ELEMENTOS DE FIXAO DAS TUBULAES ....................................................................49
6.5.
INCRUSTAO E CORROSO ..............................................................................................53
6.6.
EXTREMIDADES DOS TUBOS DE AO..................................................................................53
6.7.
MEIOS DE LIGAES DE TUBOS .........................................................................................54
6.8.
TESTES DE TUBULAES DE GS ......................................................................................66
Especializao Lato Sensu em Tecnologias do Gs Natural
6.9.
NTGs/SENAI - MS
PURGA DAS LINHAS DE GS ...............................................................................................67
6.10.
FLANGES ........................................................................................................................68
6.11.
CONEXES .....................................................................................................................71
6.12.
INSTALAO DE VLVULAS ...........................................................................................75
7.
NOES DE INSTRUMENTAO.......................................................................................93
7.1.
PRESSO.............................................................................................................................93
7.2.
PRESSO ATMOSFRICA ....................................................................................................94
7.3.
PRESSO RELATIVA ...........................................................................................................94
7.4.
PRESSO ABSOLUTA ..........................................................................................................94
7.5.
PRESSO NEGATIVA OU VCUO.........................................................................................95
7.6.
UNIDADES DE PRESSO .....................................................................................................95
7.7.
INSTRUMENTOS PARA MEDIO DE PRESSO ..................................................................97
7.8.
TEMPERATURA .................................................................................................................100
7.9.
VAZO ..............................................................................................................................101
8.
INSTALAR ACESSRIOS, APARELHOS E EQUIPAMENTOS A GS ..............................105
8.1.
INSTALAO DE MEDIDORES ..........................................................................................105
8.2.
ABRIGOS E MEDIDORES DE GS .......................................................................................106
8.3.
LOCAL DE MEDIO DO GS ...........................................................................................107
8.4.
EXAMES DE MEDIDORES .................................................................................................111
8.5.
PROCEDIMENTOS PARA SUBSTITUIO DE MEDIDORES RESIDENCIAIS/COMERCIAIS .112
9.
REGULADORES DE PRESSO ..........................................................................................114
9.1.
ABRIGO PARA REGULADOR DE PRESSO ........................................................................114
9.2.
VLVULA REGULADORA DE PRESSO .............................................................................115
9.3.
REGULADORES DE ALTA PRESSO (GLP) - 1. ESTGIO..................................................116
9.4.
REGULADORES DE BAIXA PRESSO (GLP) - 2 ESTGIO ...............................................117
9.5.
REGULADORES DE ALTA PRESSO (GN) 1 ESTGIO ..................................................117
9.6.
REGULADORES DE BAIXA PRESSO (GN) 2 ESTGIO .................................................118
9.7.
ESTABILIZADORES DE PRESSO 3 ESTGIO ...............................................................118
9.8.
APRESENTAO ESQUEMTICA DE INSTALAES INDUSTRIAIS E PREDIAIS .................119
9.9.
TUBO FLEXVEL ...............................................................................................................121
10.
REVISAR INSTALAES INTERNAS E APARELHOS A GS PREDIAIS ........................122
10.1.
TIPOS DE RECUPERAO DAS INSTALAES ..............................................................122
Especializao Lato Sensu em Tecnologias do Gs Natural
1.
NTGs/SENAI - MS
FSICA APLICADA
Sero apresentados a seguir algumas informaes de fundamental importncia para o
desenvolvimento do seu trabalho.
1.1.
PRESSO
Considera-se presso o esforo que os elementos constitutivos do gs (molculas) fazem
entre si e contra as paredes do recipiente que o contm.
1.1.1. Unidades de Presso
Os trechos das instalaes prediais esto classificados em funo da presso disponvel nos
mesmos. A classificao dos trechos de instalao, por faixa presso, a seguinte:
Alta Presso: superior a 400kPa (4kg/cm2) ou 4bar manomtricos;
Mdia presso B: compreendida entre 40 e 400kPa (0,4 a 4kg/cm2) manomtricos;
Mdia presso A: compreendida entre 5 e 40kPa (0,05 a 0,4kg/cm2) manomtricos;
Baixa presso: inferior ou igual a 5kPa ( 0,05kg/cm2) ou 50mbar manomtricos.
As instalaes alimentadas em alta presso so principalmente as instalaes industriais,
normalmente de grande capacidade. As unidades normalmente utilizadas para cada faixa de
presso so as seguintes:
Trechos em mdia presso B: Utiliza-se o kPa e o kg/cm2.
Trechos em mdia presso A: Utiliza-se principalmente o kg/cm2, e o milmetro de coluna
dgua (mmca).
Trechos em baixa presso: Utiliza-se principalmente o milmetro de coluna dgua (mmca).
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
A equivalncia entre estas unidades, referidas a 1 (uma) atmosfera (760 mm de coluna de
mercrio), a seguinte:
Atm
Kgf/cm2
Mca
kPa
1,0333
10,333
100
1.1.2. Unidades de energia e potncia
As unidades de energia e potncia normalmente utilizadas so as seguintes:
Unidades de energia
Megajoule (MJ)
Quilocaloria (kcal)
Termia (te)
Quilowatt hora (kWh)
A tabela seguinte mostra a equivalncia entre as unidades de energia mais utilizadas:
MJ
Te
Kcal
kWh
MJ
1
4,186
4,186 x 10-3
3,6
Unidades de potncia
Quilocaloria / hora (kcal/h)
Termia / hora (Te/h)
Te
0,2389
1
10-3
0,86
kcal
238,9
103
1
860
kWh
0,2778
1,163
1,163 x 10-3
1
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Quilowatts (kW)
A tabela seguinte mostra a equivalncia das unidades de potncia mais utilizadas.
kW
kW
1.2.
kcal/h Te/h
kcal/h
1,163 x 10
Te/h
1,163
-3
860
0,86
10-3
103
PRESSES UTILIZADAS NO PROJETO DE INSTALAES PREDIAIS DE GS
Em projetos de instalaes prediais de gs deve-se levar em conta uma srie de presses
nominais, em funo da presso de cada trecho.
Presso de servio
A presso de servio a presso na qual se trabalha, segundo seu projeto, em
um trecho ou toda a instalao predial, em um determinado momento.
Presso mxima de servio
a presso mxima com a qual se poder trabalhar, segundo seu projeto, em um trecho ou
a totalidade de uma instalao predial de gs.
Presso de garantia
a presso mnima garantida pela Companhia Distribuidora de Gs, disponvel na entrada
de uma instalao predial de gs, ou seja, na sada da vlvula de ramal.
Presso de ajuste
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
a presso predeterminada para a qual esto ajustados um regulador ou vlvula de
segurana de uma instalao predial de gs.
1.3.
VARIAO DO VOLUME
Os gases no tm dimenses definidas. Dentro de um recipiente, pode-se colocar maior ou
menor quantidade de gs e, qualquer que seja essa quantidade, ela sempre ocupa todo espao
interno do recipiente. Se a quantidade do gs for definida (massa de gs constante), o volume
pode variar como o volume de uma bolsa elstica cheia de ar, porm a presso e a temperatura
tambm variaro conforme certas relaes de dependncias:
Maior Temperatura
maior volume
Menor Temperatura
menor volume
Presso constante
1.4.
VAZO
Vazo o volume de lquido ou gs que passa por uma determinada seo de tubulao, em
um determinado perodo de tempo.
1.4.1. Unidades de vazo mssica e volumtrica
As unidades de vazo e volume normalmente utilizadas em projetos de instalaes prediais
de gs so as seguintes:
Unidade de vazo mssica
Quilograma/hora (Kg/h)
usada para expressar o consumo dos aparelhos a gs. No uma unidade normalmente
utilizada para gs natural.
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
1.4.2. Unidade de vazo volumtrica
Metro cbico/hora (m3/h)
Expressa o consumo dos aparelhos a gs e a vazo circulante nos trechos de uma
instalao predial de gs, em condies de referncias determinadas.
Litro/hora (I/h)
Expressa o consumo de pequenos queimadores e tambm vazes de escapamento de uma
instalao em condies de referncias determinadas.
1 m3/h = 1000 l/h
Litro/minuto (I/min)
Serve para expressar a vazo de gua fornecida por aparelhos a gs (aquecedores
instantneos).
1.5.
TEMPERATURA
A temperatura pode ser medida em vrias escalas, obtidas atravs de experincias com a
mudana de estado da gua: pontos de fuso e de ebulio. A partir dessas experincias,
resultaram as seguintes escalas:
Celsius: ponto de fuso = 0 oC e ponto de ebulio = 100 oC
Fahrenheit: ponto de fuso = 32oF e ponto de ebulio = 212oF (efetuou experincias com
misturas de sal, gelo e soluo salina)
Assim sendo: 0oC corresponde a 32oF
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Existem ainda outras duas escalas, derivadas das escalas Celsius e Fahrenheit, que so
escalas termodinmicas de temperatura: as escalas Kelvin e Rankine.
1.6.
PERDA DE CARGA
O gs ao circular pelas tubulaes, sofre uma reduo de presso, chamada de perda de
carga, que ocorre por duas razes:
a) atrito do gs com as paredes internas dos tubos e
b) com os diversos acessrios das instalaes, como joelhos, vlvulas, derivaes, etc.
1.6.1. Perda de carga admissvel
A perda de carga admissvel em uma instalao predial de gs a reduo mxima de
presso produzida pelo fluxo de gs dentro das tubulaes, conexes e outros componentes
pertencentes instalao e que esto em contato direto com o gs que alimenta os aparelhos
instalados, e seu valor dever ser distribudo entre os diferentes trechos da instalao.
A perda de carga admissvel em uma instalao predial de gs variar em funo da presso
de garantia disponvel na vlvula de ramal, visto que no registro de aparelho sempre dever ter-se
a presso mnima requerida para o funcionamento correto do aparelho a gs.
Segundo a ABNT - NBR 13993: 1997, a perda de carga mxima admitida para toda a rede interna
de 0,14 KPa (15 mmca).
2.
2.1.
NORMAS E MATERIAIS APLICVEIS EM TUBULAO
INTRODUO
Em diversos pases existem normas regulando o projeto, fabricao, montagem e testes
de tubulaes para diversas finalidades. No Brasil a maioria das Unidades Industriais so
projetadas segundo as normas americanas, a menos de situaes especficas, que so
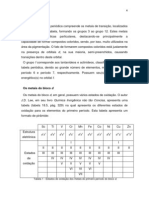
regulamentadas por normas Brasileiras ou outras. Citamos na Tabela 1, alguns pases
industrializados e suas respectivas normas mais usuais.
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Tabela 1. Pases e suas respectivas normas tcnicas.
Alemanha
Japo
USA
Frana
Brasil
- DIN
- JIS
- ASTM, ANSI, API
- AFNOR
- ABNT
As principais normas de uso corrente, entre ns, so as seguintes:
-
ANSI B31.3 Chemical Plant and Petroleum Refinery Piping Estas normas se aplica para
projetos, fabricao, montagem e testes de tubulaes.
As Normas que definem as dimenses e as especificaes dos materiais a serem utilizados em
projetos industriais, so de nmero bastante extenso, sendo as de maior uso as abaixo
relacionadas.
Normas Dimensionais
ANSI B2.1
- Rosca para Tubos
ANSI B16.1 - Flanges e conexes flangeadas de ferro fundido
ANSI B16.5 - Flanges e conexes flangeadas de ao
ANSI B16.9 - Conexes de ao com extremidades biseladas
ANSI B16.10 - Dimenses face a face para vlvulas
ANSI B16.11 - Conexes de ao com extremidades rosqueadas e para solda de encaixe
ANSI B16.20 - Juntas metlicas tipo anel
ANSI B16.21 - Juntas no metlicas para flange
ANSI B16.25 - Extremidades para solda de topo
ANSI B36.10 - Tubos de ao carbono e baixa liga
ANSI B36.19 - Tubos de ao inoxidvel
Normas que definem as especificaes de materiais
ASTM A53
Tubos de ao carbono com ou sem costura
ASTM A105 -
Flanges, conexes, vlvulas de ao de carbono forjado
ASTM A106 -
Tubos de ao carbono acalmado sem costura
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
ASTM A120 -
Tubos de ao carbono galvanizado com ou sem costura
ASTM A126 -
Flanges, conexes e vlvulas de ferro fundido cinzento
ASTM A139 -
Tubos de ao carbono com costura
ASTM A182 -
Flanges, conexes, vlvulas de ao inoxidvel forjado
ASTM A216 -
Vlvulas de ao de carbono fundido
ASTM A234 -
Conexes de ao carbono e ao ligas
ASTM A312 -
Tubos de ao inoxidvel austenitico com ou sem costura
ASTM A333 -
Tubos de ao de carbono e baixa liga para baixas temperaturas
ASTM A335 -
Tubos de ao baixa liga para altas temperaturas
ASTM A351 -
Vlvulas de ao inoxidvel fundido alta temperatura
ASTM A403 -
Conexes de ao inoxidvel fundido para aplicaes gerais
ASTM A744
Vlvulas de ao inoxidvel para servios corrosivos
3.
SIMBOLOGIA DE INSTALAES PREDIAIS DE GS
As instalaes prediais de gs so representadas em planta, mediante a utilizao de
smbolos para representar os componentes de uma instalao. Esses smbolos, normalizados pela
ABNT (Associao Brasileira de Normas Tcnicas) e adotados pela companhia distribuidora de
Gs - CEG, so apresentados na Tabela 2.
Tabela 2. Simbologia empregada para representao de componentes de uma instalao
predial.
Smbolo Grfico
Discriminao
25
Tubulao
horizontal embutida
Smbolo Grfico
Discriminao
Aquecedor sem
chamin
Especializao Lato Sensu em Tecnologias do Gs Natural
Smbolo Grfico
Discriminao
NTGs/SENAI - MS
Smbolo Grfico
Discriminao
100
Tubulao
Aquecedor com
horizontal vista
chamin
Tubulao
MI
horizontal
Medidor
guarnecida com
75
25
bainha
Individual
19
MC
Tubulaes
Medidor Coletivo
Verticais
25
5 x 75
Feixes de
3 x 19
RP
tubulaes
Regulador de
horizontais
Presso
2 x 50
4 x 25
3 x 50
Feixe de tubos
verticais
S
Sifo
Especializao Lato Sensu em Tecnologias do Gs Natural
Smbolo Grfico
Discriminao
NTGs/SENAI - MS
Smbolo Grfico
Discriminao
(Prumada)
Fogo de quatro
F4
Registro
bocas
Aquecedor com
chamin
FO
secundria de
percurso
Forno
essencialmente
vertical
Aquecedor com
chamin
secundria dirigida
Icinerador
para chamin
coletiva
D
8
Aparelhos
Chamin coletiva
de seo circular
Diversos
Previso
Chamin coletiva
Especializao Lato Sensu em Tecnologias do Gs Natural
Smbolo Grfico
Discriminao
NTGs/SENAI - MS
Smbolo Grfico
Discriminao
de seo quadrada
P
12
Chamin coletiva
de seo
retangular
A Companhia Distribuidora de Gs exige, para a aprovao de um projeto de instalaes prediais
de gs:
A planta baixa dos pavimentos existentes na edificao a ser aprovada;
O esquema isomtrico ou vertical da instalao a ser aprovada;
O detalhe do local de instalao dos medidores (em planta baixa e cortes longitudinal e
transversal).
A Figura 1 e Figura 2, representam a instalao de gs em uma residncia unifamiliar.
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 1. Planta Baixa - Instalao Predial de Gs.
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 2. Esquema Vertical, Desenho Isomtrico e Detalhe da caixa do medidor.
4.
COMPONENTES DE TUBULAO
4.1.
DEFINIES
Entendem-se como componentes de tubulao, a todos os itens que fazem parte de um
sistema para conduo de fludos entre dois equipamentos ou entre dois pontos, tais como:
Tubos;
Vlvulas;
Especializao Lato Sensu em Tecnologias do Gs Natural
Flanges;
Conexes;
Purgadores;
Filtro Temporrio;
Filtro Permanente;
Junta para Flanges;
Parafusos e Porcas;
Raquete Cega, Raquete Vasada;
4.2.
NTGs/SENAI - MS
TUBOS
So peas normalmente na forma cilndrica oca, com ou sem costura. Destina-se a
conduo de fluidos lquidos ou gasosos, sob presses interna ou externa e temperaturas positiva
ou negativa. So fornecido em comprimentos de 5 a 6 metros e extremidades Roscadas, Lisas,
Biseladas, Flangeadas ou Ponta e Bolsa.
4.3.
PRINCIPAIS MATERIAIS PARA TUBOS
Emprega-se hoje em dia uma variedade muito grande de materiais para a fabricao de
tubos. S a A.S.T.M. (American Society for Testing and Materials) especifica mais de 500 tipos
diferentes de materiais. Tabela 3, um resumo dos principais materiais usados:
4.3.1. Tubos metlicos
Tabela 3. Principais materiais usados em fabricao de tubulao.
a) Ferrosos
Aos-carbono e aos-liga
Aos inoxidveis
Ferro fundido
Ferro forjado
Ferros ligados
Ferro modular
Cobre Lates
Cupro-nquel
b) No ferrosos
Alumnio
Nquel e ligas
Metal Monel
Chumbo (lead)
Titnio, Zircnio
Cloreto de poli-vinil (PVC)
Polietileno
Acrlicos
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
4.3.2. Tubos no metlicos
c) Materiais plsticos
Acetato de celulose
Epxi
Polisteres
Fenlicos etc.
d) Outros materiais
Cimento-amianto (transite)
Concreto armado
Barro vibrado (clay)
Borrachas
Vidro
Zinco
Cermica
Porcelana, etc.
e) Tubos de ao com materiais plsticos revestimento interno de:
Elastmeros (borrachas),
Concreto
Ebonite
Vidro
Asfalto
Porcelana, etc.
A escolha do material adequado para uma determinada aplicao sempre um problema
complexo, cuja soluo depende principalmente das seguintes variveis: presso e temperatura de
trabalho, aspectos de corroso e contaminao do fluido conduzido, do custo da tubulao, do
maior ou menor grau de segurana necessrio, das sobrecargas externas que existirem, e
tambm, em certos casos, da resistncia ao escoamento, perdas de carga.
4.4.
PROCESSOS DE FABRICAO DE TUBOS
H duas formas de concepo de tubos, sem costura e com costura. Dentro destas duas
formas de concepo, podemos destacar quatro grupos de processos industriais de fabricao de
tubos:
1. Tubos sem costura - laminao, extruso e fundio
2. Tubos com costura - Fabricao por solda.
Os processos de laminao e de fabricao por solda so os de maior
importncia, e atravs destes processos que so produzidos mais de 2/3 de todos os
tubos usados em instalaes industriais.
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
4.4.1. Fabricao de tubos por laminao
Este processo o mais importantes para a fabricao de tubos em ao sem costura. So
geralmente fabricados tubos de aos-carbono, aos-liga e aos inoxidveis, desde 80mm at 650
mm de dimetro.
H vrios processos de fabricao por laminao e dentre eles, o mais importante o
processo Mannesmann, que consiste resumidamente nas seguintes operaes:
1. Um lingote cilndrico de ao, com o dimetro externo aproximado do tubo que se vai
fabricar, aquecido a cerca de 1.200C e levado ao denominado laminador oblquo, Figura 3.
Figura 3. Fabricao de tubos por laminao - Laminador oblquo.
2. O laminador oblquo tem rolos de cone duplo, cujos eixos fazem entre si um pequeno
ngulo. O lingote colocado entre os dois rolos, que o prensam fortemente, e lhe imprimem, ao
mesmo tempo, um movimento helicoidal de rotao e translao. Em conseqncia do movimento
de translao o lingote pressionado contra uma ponteira cnica que se encontra entre os rolos. A
ponteira abre um furo no centro do lingote, transformando-o em tubo, e alisa continuamente a
superfcie interna recm-formada. A ponteira, que fixa, est colocada na extremidade de uma
haste com um comprimento maior do que o tubo que resultar.
3. O tubo formado nessa primeira operao tem paredes muito grossas. A ponteira
ento retirada e o tubo, ainda bastante quente, levado para um segundo laminador oblquo, com
uma ponteira de dimetro um pouco maior, que afina as paredes do tubo, aumentando o
comprimento e ajustando o dimetro externo.
4. Depois das duas passagens pelos laminadores oblquos o tubo est bastante
empenado. Passa ento em uma ou duas mquinas desempenadoras com rolos.
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
5. O tubo sofre, finalmente, uma srie de operao de calibragem dos dimetros externo e
interno, e tambm o alisamento das superfcies externa e interna. Essas operaes so feitas em
vrias passagens em laminadores com mandris e em laminadores calibradores, Figura 4.
Figura 4. Fabricao de tubos por laminao - Laminadores de acabamento.
4.4.2. Processos de Extruso e Fundio
Extruso
Na fabricao por extruso, um tarugo macio do material, em estado pastoso, colocado
em um recipiente de ao debaixo de uma poderosa prensa. Em uma nica operao que dura, no
total, poucos segundos, do-se as seguintes fases, Figura 5:
Figura 5. Fabricao de tubos por extruso.
a) O mbolo da prensa, cujo dimetro o mesmo do tarugo, encosta no tarugo.
b) O mandril, acionado pela prensa, fura completamente o centro do tarugo.
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
c) Em seguida, o mbolo empurra o tarugo obrigando o material a passar pelo furo de
uma matriz calibrada e por fora do mandril, formando o tubo.
Para tubos de ao a temperatura de aquecimento da ordem de 1.200C; as prensas so
sempre verticais e o esforo da prensa pode chegar a 1.500 t. Os tubos de ao saem dessa
primeira operao curtos e grossos; so levados ento, ainda quentes, a um laminador de rolos
para reduo do dimetro. Vo finalmente para outros laminadores que desempenam e ajustam as
medidas do dimetro e da espessura das paredes.
Fabrica-se por extruso tubos de ao de pequenos dimetros (abaixo de 80mm) e
tambm tubos de alumnio, cobre, lato, chumbo e outros metais no ferrosos, bem como de
materiais plsticos.
Fundio
Nesses processos o material do tubo, em estado lquido, despejado em moldes
especiais, onde se solidifica adquirindo a forma final.
Fabricam-se por esse processo, tubos de ferro fundido, de alguns aos especiais noforjveis, e da maioria dos materiais no-metlicos, tais como: barro vidrado, concreto, cimento,
amianto, borrachas, etc.
Para os tubos de ferro fundido e de boa qualidade, usa-se a fundio por centrifugao. O
tubo resultante tem uma textura mais homognea e compacta alm de tambm apresentar
paredes de espessura mais uniforme.
4.4.3. Fabricao de tubos com costura
Fabrica-se pelos diversos processos com costura, descritos a seguir, tubos de aocarbono, ao-liga, aos inoxidvel e ferro forjado, em toda faixa de dimetros usuais na indstria.
Existem duas disposies da costura soldada: longitudinal (ao longo de uma geratriz do
tubo) e espiral, Figura 6, sendo a longitudinal a empregada na maioria dos casos.
Figura 6. Tubo com solda em espiral.
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Para os tubos com solda longitudinal a matria-prima pode ser uma bobina de chapa fina
enrolada, ou chapas planas avulsas. A bobina ou a chapa calandrada no sentido do
comprimento at formar o cilindro. No caso da solda em espiral, a matria-prima sempre uma
bobina (para a fabricao contnua), para todos os dimetros. A largura da bobina igual
distancia entre duas espiras da solda. Empregam-se tambm dois tipos de solda: de topo (buttweld) e sobreposta (lap-weld), cujos detalhes esto mostrados na Figura 7.
Figura 7. Tipos de solda em tubos com costura.
A solda de topo usada em todos os tubos soldados por qualquer dos processos com
adio de metal, e tambm nos tubos de pequeno dimetro soldados por resistncia eltrica. A
solda sobreposta empregada nos tubos de grande dimetro soldados por resistncia eltrica.
So os seguintes os processos industriais mais importantes de execuo da solda:
a) Solda eltrica por arco protegido (com adio de metal do eletrodo):
b) Solda por resistncia eltrica (electric resistance welding ERW) (sem adio de
metal).
Os tubos com costura so quase sempre de qualidade inferior aos sem costura, mas o
seu uso bastante generalizado por serem geralmente mais baratos.
Fabricao de tubos soldados por resistncia eltrica.
Nos processos de solda por resistncia eltrica, a bobina de chapa depois de cortada na
largura certa, conformada inteiramente a frio, em uma mquina de fabricao contnua com rolos
que comprimem a chapa de cima para baixo e depois lateralmente, como mostra a Figura 8. Uma
vez atingido o formato final do tubo, d-se a solda pelo duplo efeito da passagem de uma corrente
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
eltrica local de grande intensidade e da forte compresso de um bordo contra o outro pela ao
de dois rolos laterais.
Figura 8. Fabricao de tubos por solda de resistncia eltrica.
H dois sistemas de conduo da corrente eltrica ao tubo:
1. O processo dos discos de contato, Figura 9, que rolam sobre o tubo com pequena
presso, prximos aos bordos a soldar. Esse processo aplica-se aos tubos de dimetros acima de
150mm.
2. Processo "Thermatool'`, mais moderno e aplicvel aos tubos de pequenos dimetros,
em que a corrente passa entre dois eletrodos de cobre macio que deslizam suavemente sobre os
bordos do tubo, Figura 10.
Imediatamente depois da solda, a rebarba externa removida e em seguida o tubo
resfriado, desempenado, calibrado e cortado no comprimento certo.
Figura 9. Processos de soldagem por resistncia eltrica empregando discos de contato.
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 10. Processos de soldagem por resistncia eltrica Thermatool.
Os tubos de boa qualidade soldados por resistncia eltrica costumam ser normalizados
para o refinamento da estrutura prximo solda, e para alvio das tenses resultantes da solda,
Figura 11. importante lembrar que os tubos fabricados por resistncia eltrica apresentam quase
sempre uma rebarba interna decorrente da solda, difcil de ser removida.
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
.
Figura 11. Solda por Resistncia Eltrica ( ERW).
5.
5.1.
INSTALAR TUBOS E CONEXES DE COBRE
TUBOS DE COBRE
O cobre um elemento qumico (Cu) que se encontra na natureza no estado livre. um
metal de cor avermelhada, inaltervel na presena do ar seco. Na presena de umidade se
recobre com uma camada de carbonato bsico, conhecido vulgarmente como azebre, que o
protege de ataques posteriores. Seu ponto de fuso de 1088C. um bom condutor de calor e
de eletricidade, dctil e malevel. Os tubos de cobre, empregados em tubulaes prediais de
gs, devero ser de CLASSE I, Tabela 4, sem rebarbas e sem defeitos de estrutura no sendo
permitido dimetro interno inferior a 13,6 mm. Resumindo: CLASSE I > 13,6mm.
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Tabela 4. Tubos de cobre conforme a NBR 13206.
Dimetro nominal
Polegada
Milmetro
15
22
1
28
1
35
1
42
2
54
2
66
3
79
4
104
Classe E
(milmetro)
42 x 0,80
54 x 0,90
66,7 x 1,00
79,5 x 1,20
104,8 x 1,20
Classe A
(milmetro)
22 x 0,90
28 x 0,90
35 x 1,10
42 x 1,10
54 x 1,20
66,7 x 1,20
79,5 x 1,50
104,8 x 1,50
Classe I
(milmetro)
15 x 1,00
22 x 1,10
28 x 1,20
35 x 1,40
42 x 1,40
54 x 1,50
66,7 x 1,50
79,5 x 1,90
104,8 x 2,00
O tubo de cobre, utilizado em instalao predial de gs, dever ser, rgido de seo
circular, estirado a frio, sem costuras e soldado por capilaridade aos acessrios (luvas, joelhos,
etc), Tabela 5.
Tabela 5. Tubos de cobre, classes E, A e I conforme normas da ABNT: NBR7417 e NBR
6318.
CLASSE E
CLASSE A
CLASSE I
Dimetro
Nominal
Dimetro Externo
(mm)
Presso Dimetro Externo
Kg/m
Esp. Parede
Servio
Kgf/cm2
Esp. Parede
Presso
Kg/m
Servio
Kgf/cm2
Dimetro
Externo
x
Presso
Kg/m
Servio
Kgf/cm2
Esp. Parede
15
15 x 0,50
0,203
41,0
15 x 0,70
0,281
60,0
15 x 1,0
0,393
88,0
22
22 x 0,60
0,360
34,0
22 x 0,90
0,533
50,0
22 x 1,0
0,590
60,0
28
28 x 0,60
0,462
26,0
28 x 0,90
0,685
40,0
28 x 1,2
0,903
55,0
35
35 x 0,70
0,675
25,0
35 x 1,10
1,047
40,0
35 x 1,2
1,139
45,0
42
42 x 0,80
0,927
24,0
42 x 1,10
1,264
35,0
42 x 1,4
1,597
42,0
54
54 x 0,90
1,343
21,0
54 x 1,20
2,780
28,0
54 x 1,4
2,069
34,0
66
79
66,7 x 1,20
79,4 x 1,20
2,209
2,637
23,0
19,0
66,7 x 1,30 2,389
79,4 x 1,50 3,283
25,0
24,0
66,7 x 1,4
79,4 x 1,6
2,568
3,498
28,0
27,0
104
104,8 x 1,20
3,493
14,0
104,8 x 1,50 5,354
18,0
104,8 x 2,0 5,777
20,0
5.2.
CORTE DE TUBOS DE AO E COBRE
Os cortes em tubos de ao e cobre podem ser realizados mediante a utilizao de:
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Serra metlica;
Corta tubos;
Disco de corte.
=> Serra metlica
A serra de metal possui dentes finos (22 dentes por polegada), confeccionada em ao cuja
dureza superior a dos tubos. Ao posicionar a ferramenta de corte sobre os tubos conveniente
que os dentes da serra estejam apontados para a frente pois nesta direo que se aproveita
melhor o esforo realizado pelo instalador com o movimento de vai e vem efetuado sobre a
tubulao.
Para que os cortes saiam corretos, a serra deve mover-se em um plano perpendicular ao
eixo do tubo, formando um ngulo de 90 em relao ao comprimento do mesmo.
=> Corta tubos
O corta tubos constitudo de uma lmina de ao circular fina, construda em ao similar ao
da serra metlica. Alm disso, ele dispe de roletes que so encarregados de posicionar o tubo
corretamente para que o corte saia em ngulo reto com o eixo do tubo, Figura 12.
Figura 12. Corta tubos.
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
O corte realizado, girando o corta tubos sobre a superfcie circular da tubulao. Ao mesmo
tempo deve-se pressionar a lmina contra o tubo por meio de um regulador de distncia. O
inconveniente do corta tubos que o corte fica com uma rebarba interna, sendo aconselhvel a
sua retirada com um escareador. Isso ir contribuir na reduo das perdas de carga dos lquidos
ou gases que passarem pela tubulao.
=> Disco de corte
O disco um acessrio, construdo com materiais abrasivos, que acoplado a um eixo de
um motor, que o faz girar em alta velocidade para cortar o tubo. O corte, neste caso, realizado
por meio de abraso.
Especializao Lato Sensu em Tecnologias do Gs Natural
5.3.
NTGs/SENAI - MS
CONEXES DE COBRE
5.3.1. Tipos de Conexes de Cobre e Bronze
As conexes, Tabela 6, so produzidas em cobre ou bronze de acordo com a Norma ABTN - NBR 11720. Elas so fornecidas com ou sem
anel de solda e possuem presso de servio como a de seus tubos.
Tabela 6. Apresentao das conexes em cobre.
Conexes de cobre ou bronze com ou sem anel de solda
Luva 600 sem anel
01 com anel
Ncleo de Tecnologias do Gs NTGS
Bucha de reduo
600-2D sem anel
Bucha de reduo
600-2D sem anel
06 com anel
Luva passante
601 sem anel
05 com anel
33
Especializao Lato Sensu em Tecnologias do Gs Natural
Conetor
603 sem anel
02 com anel
T
611 sem anel
15 com anel
T com rosca fmea central de
reduo
712 RC sem anel
20 com anel
Ncleo de Tecnologias do Gs NTGS
Conetor
604 sem anel
03 com anel
NTGs/SENAI - MS
Curva 45
606 sem anel
14 com anel
Cotovelo
607 sem anel
12 com anel
T com reduo central
611 RC sem anel
16 com anel
T com reduo lateral
611 RL sem anel
26/27 com anel
T com rosca fmea central
712 sem anel
19 com anel
Luva ponto fixo 724-5
Luva guia 724-6
Curva de transposio
736 sem anel
40 com anel
T dupla curva
764 sem anel
50 com anel
34
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
T 45
749 sem anel
Tampo
617 sem anel
60 com anel
Unio
733 sem anel
09 com anel
Unio
733 sem anel
09 com anel
Cotovelo RF
707-3 sem anel
10/11 com anel
Cotovelo RM
707-4 sem anel
13 com anel
Unio
73-3 sem anel
33 com anel
Flange 750-30
Juntas de Expanso 900
Conexes Rosca x Rosca em Bronze
Ncleo de Tecnologias do Gs NTGS
35
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Niple duplo 602
Luva 700
Bucha 30
Luva de reduo
700-2
Cotivelo 706
Cotovelo com reduo
706-3
T 711
T com reduo
central 713
Plug 717
Prolongador mdio
731
Prolongador Invertido
731-R
Prolongador Longo
732
Unio 744
Ncleo de Tecnologias do Gs NTGS
36
Especializao Lato Sensu em Tecnologias do Gs Natural
5.4.
NTGs/SENAI - MS
LIGAES SOLDADAS PARA TUBOS DE COBRE
5.4.1. Solda em Tubos de Cobre
Muito se tem discutido sobre o processo de solda em tubos de cobre, principalmente nas
aplicaes de gs em funo dos aspectos de segurana envolvidos. Portanto, o nosso objetivo
o de apresentar as caractersticas do processo de solda em tubos de cobre, bem como relacionar
as atuais prticas encontradas na normalizao internacional.
Um dos mtodos mais utilizados para se unir tubos de cobre a solda. Esta, dependendo da
temperatura em que realizada, classificada em solda branda (soldadura blanda / soft and hard
soldering) e solda forte ou brasagem capilar (soldadura fuerte / brazing and welding).
Solda Branda ou Soldagem Capilar
Na solda branda os metais (tubos e conexes) so unidos utilizando-se um material de
preenchimento cujo ponto de fuso menor que o dos metais que esto sendo unidos. Neste
mtodo, as unies dos tubos de cobre so realizadas por conexes capilares, onde o metal
fundido preenche o espao que existe entre as peas que vo ser unidas. Como a solda branda
requer uma temperatura menor que do ponto de fuso das peas, existe pouco risco de
produzirmos danos na estrutura das peas.
Ao se aquecer as conexes que sero soldadas at alcanar as temperaturas adequadas, o
metal de enchimento se funde e combina-se com o metal da superfcie das peas formando uma
camada que serve de unio entre os componentes das peas e o material da solda. Esta unio se
chama normalmente "estanhado" porque geralmente se utiliza como material de deposio o
estanho com chumbo, SnPb 50x50, conforme a norma NBR 5883.
Para usos comuns de instalaes de gs usa-se solda de estanho, Tabela 7. A solda fundida
penetra nos espaos entre as peas por capilaridade.
Ncleo de Tecnologias do Gs NTGS
37
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Tabela 7. Tipos de solda e suas particularidades.
Tipo
de
Solda
Contedo
metlico (%)
Fuso
Fuso
Temperatura
(slidos)
(lquidos)
prtica
(C)
(C)
(C)
de
Estanho
100
232
232
350
Antimnio
95 / 5
236
243
340
96.5 / 3.5
221
221
355
99 / 1
230
235
350
50 / 50
183
212
250
Estanho /
prata
Estanho /
cobre
Estanho /
chumbo
solda
Embora as estruturas das soldas brandas sejam relativamente frgeis, podendo romper-se
quando submetidas a determinados esforos; no desenho das peas e na composio da unio
entre elas, bem como na profundidade e rea coberta pela solda, que se constri uma solda com
caractersticas suficientemente fortes para suportar os problemas originados pelos esforos
aplicados sobre a unio.
Os acessrios (conexes) manufaturados so projetados para resultar em uma unio com
profundidade e superfcies adequadas para garantia de bons resultados de resistncia mecnica.
Ncleo de Tecnologias do Gs NTGS
38
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
As soldas brandas livres de chumbo disponveis atualmente contm uma alta porcentagem
de estanho, agregado a um segundo metal que se adiciona para melhorar as propriedades de
resistncia mecnica.
Para aplicaes que requeiram maior resistncia e que devam resistir a altas temperaturas
de trabalho (at 167C) so utilizadas soldas capilares de bronze. Em instalaes de refrigerao
tambm se prefere este tipo de solda.
Solda Forte ou Brasagem Capilar
A solda forte um mtodo para unir dois metais utilizando-se um metal de enchimento que
tenha um ponto de fuso acima de 450C, porm abaixo do ponto de fuso dos metais que sero
unidos. O metal de enchimento, como no caso da solda branda entra por capilaridade no espao
entre as duas peas que esto sendo soldadas.
A solda forte apropriada para uma grande variedade de instalaes. Em particular ela
utilizada naqueles casos em que seja necessria uma grande resistncia mecnica na conexo,
como no caso de operao em altas presses, altas temperaturas e instalaes para trabalho
pesado.
Deve-se considerar que a solda forte de tubos de cobre produzir locais recozidos que devem
ser considerados nos clculos de resistncia de presso das instalaes. Para que uma unio
realizada por solda forte seja considerada satisfatria, devem ser observadas algumas condies:
a) As superfcies que vo ser unidas devem estar quimicamente limpas, livres de sujeira,
graxa e xidos;
b) importante que o espao entre as peas seja adequado para a efetividade do
processo de capilaridade;
c) O metal de preenchimento deve fluir de forma uniforme por capilaridade e para que isto
seja feito deve-se aplicar o calor cuidadosamente e de forma uniforme em toda a superfcie da
unio.
Ncleo de Tecnologias do Gs NTGS
39
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Quando se unem tubos de cobre com acessrios de cobre, deve-se utilizar metais de
enchimento de cobre-prata-fsforo ou de cobre-fsforo. Estas soldas possuem pontos de fuso
entre 600C e 800C e geralmente contm uma proporo de prata.
No geral, as soldas que tm menor quantidade prata possuem uma faixa de temperaturas de
fuso maior e so mais viscosas do que aquelas que contm maior quantidade deste produto.
Estas servem para soldar tubos com grandes dimetros, porm no so apropriadas para
conexes em que no exista seo adequada para o uso da capilaridade.
As soldas metlicas de alta quantidade de prata, que possuem grande fluidez em estado
lquido, podem penetrar por capilaridade de forma mais fcil.
Os metais de enchimento para realizao da solda so encontrados geralmente em forma de
arames e so incorporados na unio quando se alcana a temperatura adequada para solda forte.
Tambm so encontradas formas metlicas pr-fabricadas do tipo anis, que so colocadas nas
partes internas as conexes durante o processo de realizao soldagem.
As vantagens de se utilizar os anis de solda pr-fabricados so as seguintes:
1) Obtm-se uma unio limpa com um filete de solda contnuo com plena penetrao em
toda a superfcie da unio;
2) Economia de material de preenchimento, uma vez que o pr-fabricado calculado
contendo a quantidade correta de solda necessria para a unio.
5.5.
RECOMENDAES PARA O TIPO DE SOLDA A SER UTILIZADO
Freqentemente o instalador tem de decidir numa instalao qual o tipo de solda mais
apropriado para um trabalho correto. A seguir so indicados, a ttulo de orientao, em que caso
mais conveniente se usar solda branda ou solda forte.
- solda branda
Ncleo de Tecnologias do Gs NTGS
40
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Instalaes de gua fria e quente; aquecimento e gs;
Coletores de guas residuais;
Quedas de gua fluvial;
Instalaes de transporte e distribuio de fludos a baixa presso, at 5kgf/cm2, e
temperatura inferior 120C.
- solda forte
Instalaes de gs e aquecimento, quando so necessrios tubos com grande
dimetro;
Instalao de transporte e distribuio de fludos a alta presso ou temperatura
elevada;
Unies soldadas que tenham de suportar elevados esforos mecnicos;
Quando a direo tcnica ou organismo oficial assim o determinem.
5.6.
UTILIZAO DE SOLDA EM INSTALAES DE GS
A utilizao de solda para realizao das ligaes em instalaes de gs, como em
outras aplicaes, direcionada principalmente em funo da necessidade de obteno
da estanqueidade e resistncia mecnica da instalao.
A estanqueidade a garantia de que no existir vazamento nas instalaes, o que
no caso das instalaes de gs passa a ser muito importante. Pelo que foi apresentando
anteriormente, a realizao de solda em tubos de cobre, tanto pelo processo de solda
branda quanto por solda forte, so confiveis e garantem uma perfeita estanqueidade nas
instalaes.
Considerando-se o nvel de segurana que essas instalaes devem ter, recomendase a utilizao de solda branda limitada presso de utilizao da rede em 0,05bar. Com
Ncleo de Tecnologias do Gs NTGS
41
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
relao resistncia mecnica a que a instalao deve suportar, principalmente em
instalaes no embutidas, ela no somente aplicvel aos pontos de conexo como
toda a extenso da tubulao. Todas as normas mencionam que as tubulaes deste tipo
de instalao devem estar convenientemente protegidas em funo de sua aplicao
especfica.
Na Tabela 8, apresentam-se algumas condies encontradas nas normalizaes
internacionais que regulamentam esse assunto.
Tabela 8. Condies de Normalizao.
Pas
Norma
Real
Espanha
Decreto
1853/1993
Especificao
Conexes com solda branda podem ser
utilizadas para instalaes em baixa presso (at
0,05 bar). No existem restries quanto ao uso
de tubulao no embutidas
Conexes
com
solda
branda
por
capilaridade no possuem nenhuma restrio em
Inglaterra
BS 6891
baixa pressoTubulaes aparentes devem ser
dispostas em locais onde no exista possibilidade
de agresso ou dano.
Norma especfica sobre instalao de
Frana
B 524-4
cobre para gs utilizando-se conexes com solda
branda.No existem restries quanto ao uso de
tubulaes no embutidas.
Chile
Nas
condies
de
baixa
presso
normalmente utilizada solda branda.No existem
Ncleo de Tecnologias do Gs NTGS
42
Especializao Lato Sensu em Tecnologias do Gs Natural
restries
NTGs/SENAI - MS
quanto
ao
uso
de
tubulaes
aparentes.
Conteg NT
Brasil
004.CC.05
Comgs
5.7.
O processo de soldagem (solda branda)
capilar pode ser utilizado para acoplamento de
tubulaes embutidas ou aparentes.
CONCLUSO SOBRE O EMPREGO DA SOLDAGEM
O assunto referente viabilidade de utilizao dos vrios tipos de solda, em particular na
aplicao de instalaes de gs, tm sido discutido bastante tempo no Brasil, sem no entanto
ter-se focado de forma pura e definitiva os aspectos tcnicos relevantes ao tema.
Fica claro ento, que tanto solda branda quanto solda forte possuem suas particularidades e
caractersticas definidas para suas aplicaes. notria que a solda forte possui caractersticas de
resistncia mecnica superior quelas encontradas no processo da solda branda, mas alm desse
motivo h de se verificar a adequao mais eficiente para cada tipo de aplicao.
As especificaes da ComGs (SP) e da CEG (RJ), no Brasil, refletem uma possibilidade
inquestionvel da aplicao da solda branda nas instalaes de baixa presso, garantindo toda a
segurana necessria esses tipos de instalao. A normalizao de outros pases de importncia
significativa vem atestar e validar a experincia Brasileira.
Com relao possibilidade de restries de uso para instalaes aparentes (ou no
embutidas), nenhum texto de normalizao internacional aponta ou respalda tal considerao.
Entende-se, no entanto, que os argumentos que defendem tal premissa esto baseados na
possibilidade de uma exposio a altas temperaturas no caso de ocorrncia de incndio. Tal
argumentao, em si, infundada porque so esquecidas normalmente as seguintes
consideraes:
Ncleo de Tecnologias do Gs NTGS
43
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Na ocorrncia de incndio os dispositivos de segurana devem impedir e bloquear o fluxo
de gs, portanto no deve estar sendo considerado qualquer vazamento neste momento;
O calor que deveria aquecer suficientemente uma solda para originar um eventual
vazamento o mesmo que deve (ou pode) derreter uma mangueira plstica de interligao
de equipamentos;
A temperatura de incndio ataca de maneira uniforme todo o tipo de material que propicie
estanqueidade ou vedao de conexes - certamente existem outros materiais que
estariam sendo afetados antes do ponto de fuso das soldas;
No existem condies, a priore, de se definir a extenso do dano passvel de ser causado
em qualquer tipo de instalao, quando da ocorrncia de um incndio.
Dentre todas as possibilidades que podem ser abordadas, resta-nos sempre a viso de que,
num eventual caso de incndio, a instalao deve estar provida de dispositivos de segurana que
impeam a passagem do gs, uma vez que controlar ou prevenir os danos advindos de uma
situao de incndio totalmente inapropriado e ineficaz.
Portanto garante-se com respaldo de textos internacionais e com experincias nacionais bem
sucedidas a possibilidade do bom uso do cobre, atravs de tubos, conexes e soldas;
resguardando-se a recomendao que os produtos sejam obtidos de fabricantes conhecidos e
conforme normas aplicveis e que sejam utilizadas as boas prticas de soldagem para uma
instalao econmica, eficiente e segura.
6.
INTALAR
TUBOS
CONEXES
DE
AO
FERRO
GALVANIZADO
6.1.
DIMETROS COMERCIAIS PARA TUBOS DE AO
Ncleo de Tecnologias do Gs NTGS
44
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Os dimetros comerciais dos "tubos para conduo" em ao-carbono e em aos-ligas, esto
definidos pela norma americana ANSI.B.36.10. Os tubos em aos inoxidveis so definidos pela
norma ANSI.B.36.19. Essas normas abrangem os tubos fabricados por qualquer um dos
processos usuais de fabricao.
Todos esses tubos so designados por um nmero chamado "Dimetro Nominal IPS" (Iron
Pipe Size), ou "bitola nominal". A norma ANSI.B.36.10 abrange desde tubos com = 1/8 at =
36. A norma ANSI.B.36.19 abrange tubos de = 1/8 at = 12. Em tubos com = 1/8 at =
12 o dimetro nominal no corresponde a nenhuma dimenso fsica dos tubos; no entanto em =
14 at = 36, o dimetro nominal coincide com o dimetro externo dos tubos.
Para cada dimetro nominal fabricam-se tubos com vrias espessuras de parede. Entretanto,
para cada dimetro nominal, o dimetro externo sempre o mesmo variando apenas o dimetro
interno, de acordo com a espessura dos tubos. Por exemplo, os tubos de ao de 8" de dimetro
nominal tm todos um dimetro externo de 8,625". Quando a espessura deles corresponde srie
20, a mesma equivalente a 0,250, e o dimetro interno vale 8,125. Para a srie 40, a espessura
vale 0,322", e o dimetro interno 7,981"; para a srie 80, a espessura vale 0,500", e o dimetro
interno 7,625"; para a srie 160, a espessura vale 0,906", e o dimetro interno 6,813", e assim por
diante. A Figura 13 mostra as sees transversais de trs tubos, com diferentes espessuras.
A lista completa com = 1/8 at = 36 inclui aproximadamente 300 tipos de espessuras
diferentes. Dessas todas, cerca de 100 apenas so usuais na prtica, e so fabricadas
correntemente; as demais espessuras fabricam-se por encomenda. Os dimetros nominais
padronizados pela norma ANSI . B .36.10 so os seguintes: 1/8", 1/4", 3/8", 1/2", 3/4", 1", 1 1/4'', 1
1/2'', 2", 2 1/2'', 3", 3 1/2", 4", 5", 6", 8", 10", 12", 14", 16", 18", 20", 22", 24", 26", 30" .e 36".
Ncleo de Tecnologias do Gs NTGS
45
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 13. Sees Transversais de Trs Tubos, com Diferentes Espessuras.
Os dimetros nominais de 1 , 2 , 3 e 5", embora constem nos catlogos, so pouco
usados na prtica. Os tubos de dimetros acima de 36 no so padronizados, sendo fabricados
apenas por encomenda, e somente com costura, pelos processos de fabricao por solda. A
normalizao dimensional das normas ANSI.B.36.10 e 36.19, que acabamos de descrever, foi
adotada pela norma brasileira P-PB-225.
Para os tubos sem costura os comprimentos nunca so valores fixos, porque dependem do
peso do lingote de que feito o tubo, variando na prtica entre 6 e 10 m, embora existam tubos
com comprimento de at 16 m. Os tubos com costura podem ser fabricados em comprimentos
certos predeterminados; entretanto, essa exigncia encarece os tubos sem vantagens para o uso
corrente. Na prtica esses tubos tm tambm quase sempre comprimentos variveis de
fabricao.
Ncleo de Tecnologias do Gs NTGS
46
Especializao Lato Sensu em Tecnologias do Gs Natural
6.2.
NTGs/SENAI - MS
TRAVESSIA DE PAREDES E PISOS
Quando um tubo tem que atravessar uma parede ou um piso, de concreto ou alvenaria, a
travessia deve ser feita com um orifcio circular colocando um tubo luva, para a passagem da
tubulao, deixando uma boa folga em toda volta do tubo. Para tubos quentes, sujeito a
movimento de dilatao, essa folga deve ser acrescida de acordo com o coeficiente de dilatao
trmica do material da tubulao; se o tubo tiver com isolamento trmico a folga deve ser deixada
por fora do revestimento isolante Figura 14
Figura 14. Isolamento Trmico externo de tubulao.
6.3.
BAINHA E DUTO
6.3.1. Bainha
Tubulao destinada a envolver canalizaes quando essas atravessam estrutura de
concreto, quando se situam sob pisos com acabamento especial, quando h necessidade de
prever uma passagem futura para tubulao de gs,Figura 15.
Ncleo de Tecnologias do Gs NTGS
47
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 15. Representao esquemtica da bainha.
6.3.2. Dutos
uma canaleta de alvenaria ou preferencialmente metlica, que pode alojar uma ou
vrias tubulaes de gs, garantindo sua ventilao ou proteo, Figura 16.
Ncleo de Tecnologias do Gs NTGS
48
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 16. Representao esquemtica de dutos.
6.4.
ELEMENTOS DE FIXAO DAS TUBULAES
As tubulaes aparentes, Tabela 9, devero estar fixadas adequadamente s paredes ou
tetos, atravs de elementos de fixao do tipo abraadeira ou suportes-guia. Estes elementos de
fixao podero ser, de acordo com a tipologia da instalao, simples ou mltiplos, ou seja, fixam
vrios tubos simultaneamente (feixes de tubos provenientes do agrupamento de medidores) ou
somente um nico tubo, Figura 17. O projeto dos elementos de fixao (abraadeiras ou suportesguia) dever cumprir as seguintes condies:
Ncleo de Tecnologias do Gs NTGS
49
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
A ancoragem da abraadeira poder ser realizada diretamente na parede, por chumbador
ou atravs de parafusos com buchas de fixao. A ancoragem dos suportes-guia ser
realizada atravs do chumbamento na parede ou no teto;
A fixao da abraadeira na tubulao no poder ser feita manualmente ou por presso e
sim atravs de ferramenta adequada, que permita a montagem e desmontagem;
Desenho da abraadeira dever ser feito de forma que, em nenhum caso, haja contato da
tubulao com a parede, teto ou suporte. No caso de abraadeiras mltiplas, o desenho
dever garantir que no haja contato entre as tubulaes;
Sero construdas com materiais de resistncia comprovada (ao, ao galvanizado, cobre,
lato, etc), devidamente protegidos contra a corroso e no podero estar em contato
direto com a tubulao, estando isolada da mesma, atravs de revestimento, de
preferncia anel de elastmero ou material plstico, ou ento revestindo a tubulao,
convenientemente, na regio de contato. Quando o tubo for de ao inoxidvel, o elemento
de fixao no poder ser ferrtico.
Ncleo de Tecnologias do Gs NTGS
50
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 17. Elementos de Fixao.
Ncleo de Tecnologias do Gs NTGS
51
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Tabela 9. Tubos Galvanizados e
Preto.
Ncleo de Tecnologias do Gs NTGS
52
Especializao Lato Sensu em Tecnologias do Gs Natural
6.5.
NTGs/SENAI - MS
INCRUSTAO E CORROSO
A incrustao ocorre no interior dos sistemas de conduo, provocada por componentes
presentes na gua, e que se alojam nas tubulaes ao longo do tempo. A corroso, por sua vez,
resulta da agresso de agentes internos e externos que acabam inutilizando o sistema.
Na realidade tambm ocorrem processos de incrustao em tubos de plstico e corroso em
tubos de cobre. Em ambos os casos, o tratamento adequado da gua, a especificao correta dos
materiais e a instalao criteriosa, ainda so a melhor soluo para se evitar uma srie de
transtornos e gastos desnecessrios, pois nenhum material imune a isto.
6.6.
EXTREMIDADES DOS TUBOS DE AO
Os tubos so fabricados com trs tipos de extremidades, Figura 18:
1. Pontas lisas, simplesmente esquadrejadas;
2. Pontas chanfradas, para uso com solda de topo;
3. Pontas rosqueadas.
Ncleo de Tecnologias do Gs NTGS
53
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 18. Apresentao dos tipos de extremidades dos tubos.
6.7.
MEIOS DE LIGAES DE TUBOS
Os diversos meios usados para conectar tubos servem no s para ligar as varas de tubos
entre si, como tambm para ligar os tubos s vlvulas, aos diversos acessrios, e aos
equipamentos (tanques, bombas, vasos, etc.). Os principais meios de ligao de tubos so os
seguintes:
Ligaes roscadas;
Ligaes soldadas;
Ligaes flangeadas;
Ligaes de ponta e bolsa;
Outros sistemas de ligao: ligaes de compresso, ligaes patenteadas etc.
Ncleo de Tecnologias do Gs NTGS
54
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Existem vrios outros tipos de ligaes de tubos. A escolha do meio de ligao a usar
depende de muitos fatores entre os quais: material e dimetro do tubo, finalidade e localizao da
ligao, custo, grau de segurana exigido, presso e temperatura de trabalho, fluido contido,
necessidade ou no de desmontagem etc.
importante observar que na maioria das vezes usam-se, na mesma tubulao, dois
sistemas de ligao diferentes: um para as ligaes correntes ao longo da tubulao, onde a maior
preocupao o baixo custo e a segurana contra vazamentos, e outro para ligar as extremidades
da tubulao nas vlvulas, tanques, bombas, vasos e outros equipamentos, onde se deseja
principalmente a facilidade de desmontagem. comum tambm o emprego, para o mesmo servio
e mesmo material, de sistemas de ligao diferentes: um para os tubos de pequeno dimetro e
outro para os tubos de grande dimetro.
6.7.1. Ligaes Roscadas
As ligaes roscadas so um dos mais antigos meios de ligao usados para tubos. Em
tubos de pequeno dimetro essas ligaes so de baixo custo e de fcil execuo; o dimetro
nominal mximo de uso corrente de 2, embora haja fabricao de tubos com extremidades
roscadas e de peas de ligao at 4, ou maiores ainda.
Para a ligao das varas de tubo entre si empregam-se dois tipos de peas, as luvas e as
unies, Figura 19 e Figura 20. Todas essas com rosca interna para acoplar com a rosca externa
da extremidade dos tubos.
Ncleo de Tecnologias do Gs NTGS
55
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 19. Ligaes roscadas de tubos.
Figura 20. Representao de uma unio em corte.
As roscas, tanto dos tubos como das luvas e unies so cnicas, de maneira que, com o
aperto h interferncia entre os fios das roscas, garantindo a vedao. Para auxiliar a vedao
usam-se vedantes como resina de epxi ou fita de pentatetrafluoretileno (teflon), no sendo
permito o uso de zarco e fios de cnhamo, principalmente em tubulaes de distribuio de gs.
As unies so empregadas quando se deseja que a tubulao seja facilmente desmontvel,
ou em arranjos fechados, onde sem a existncia de unies o rosqueamento seria impossvel. A
vedao entre as duas meias unies conseguida por meio de uma junta que comprimida com o
aperto da porca, ou por meio de sedes metlicas integrais, cuidadosamente usinadas, em ambas
as meias unies. Emprega-se esse ltimo sistema em unies de boa qualidade para altas
temperaturas.
Ncleo de Tecnologias do Gs NTGS
56
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
O roscamento enfraquece sempre a parede dos tubos; por essa razo quando h ligaes
roscadas usam-se sempre tubos de paredes grossas (srie 80, no mnimo). As ligaes roscadas
so as nicas usadas para tubos galvanizados, tanto de ao como de ferro forjado. Empregam-se
tambm ligaes roscadas, embora no exclusivamente, em tubos de ao-carbono, aos-liga, ferro
fundido, e materiais plsticos, sempre limitadas at o dimetro nominal de 4". Para tubos de aos
inoxidveis e de metais no-ferrosos, o roscamento muito raro, devido s paredes finas que
geralmente tm os tubos desses materiais.
As principais normas americanas para roscas de tubos so a ANSI.B.2.1 e a API.S.B (rosca
NPT). De acordo com a norma ANSI . B . 31, as ligaes roscadas esto limitadas at o dimetro
nominal de 2" e somente para tubulaes que no sejam de servios fortemente cclicos. Exceto
para as tubulaes de "Categoria D", exigida a espessura mnima srie 80, para dimetros at 1
, e srie 40, para dimetros maiores. Essa mesma norma exige que as roscas dos tubos sejam
cnicas, e recomenda que sejam feitas soldas de vedao nas roscas dos tubos que trabalham
com fluidos inflamveis, txicos, e outros em que se deva ter maior segurana contra vazamentos.
Qualquer ligao rosqueada sempre um ponto fraco na tubulao, sujeita a possveis
vazamentos e com menor resistncia do que o prprio tubo. Por esse motivo, essas ligaes,
embora permitidas pelas normas, limitam-se na prtica, exceto raras excees, s tubulaes de
baixa responsabilidade, tais como instalaes prediais e tubulaes de servios secundrios em
instalaes industriais (por exemplo, gua, ar comprimido e condensado, em baixas presses e
temperatura ambiente).
6.7.2. Misturas entre Roscas de Diferentes Padres
Vrios problemas de vazamento podem ocorrer devido a misturas entre misturas entre
diferentes de roscas, como por exemplo:
a) Diferenciao entre roscas BSP e NPT fornecidas nas conexes e tubos.
As conexes e tubos de ao especificadas nas normas de instalaes devem ser de acordo
com as normas brasileiras ABNT NM ISSO 7.1, antiga NBR 6943 (com rosca BSP) e ABNT NBR
Ncleo de Tecnologias do Gs NTGS
57
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
6925 (com rosca NPT) e suas equivalentes internacionais. De acordo com as normas acima
citadas, podemos ilustrar as diferenas entre os dois tipos de roscas, Figura 21.
Figura 21. Diferenas entre os tipos de roscas.
b) Vedao nas roscas BSP e NPT.
Como verificamos na Figura 21, alm dos perfis diferenciados das roscas, as mesmas possui
diferenas no ngulo da rosca interna, sendo que a BSP e paralela e a NPT cnica devido as
normas citadas no item (a) acima. Isso causa uma diferena na maneira como ocorre a vedao
entre os dois sistemas. Para o sistema BSP, a vedao no ocorre em todos os fios de rosca
Figura 22, porm, para o NPT, a vedao ocorre em toda sua extenso Figura 22.
Ncleo de Tecnologias do Gs NTGS
58
Especializao Lato Sensu em Tecnologias do Gs Natural
BSP
NTGs/SENAI - MS
NPT
Figura 22. Apresentao da forma de vedao existente entre os fios de roscas.
c) Vedao.
No existe uma boa vedao entre uma rosca com padro BSP e outra com padro NPT,
pois as mesmas possuem diferenas em seus perfis, impedindo um perfeito contato com os
metais.
Obs: Mesmo conseguindo uma boa vedao com ajuda de vedantes em mistura de
roscas, existe uma grande possibilidade de ocorrer vazamentos futuros na tubulao, pois no
existe um perfeito contato entre os perfis das mesmas.
d) Diferenas visuais nas conexes produzidas no Brasil em Ferro Fundido Malevel.
Para diferenciar as peas fabricadas pela industria nacional quanto norma de fabricao
e seu respectivo tipo de rosca, podemos observar o seguinte:
- Rebordo
Ncleo de Tecnologias do Gs NTGS
59
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Todas as peas com rosca padro NPT possuem rebordo chato e a grande maioria das
peas com rosca padro BSP possuem rebordo redondo (apenas algumas peas ainda no
tiveram seu rebordo alterado para redondo). Se o rebordo for redondo com certeza ser BSP.
- Marcao
As peas fabricadas com rosca NPT possuem gravado em seu corpo o nmero 150 ou 300,
que a classe de presso definida pela Norma.
Obs: No devemos confundir classe de presso com presso mxima de servio.
6.7.3. Ligaes Soldadas
Em tubulaes industriais, as maiorias das ligaes so soldadas, atravs do emprego de
solda por fuso, ou seja, com adio de eletrodo. Isso pode ocorrer de dois tipos principais:
solda de topo;
solda de encaixe.
Essas ligaes tm as seguintes vantagens:
Resistncia mecnica boa (quase sempre equivalente do tubo inteiro);
Estanqueidade perfeita e permanente;
Boa aparncia;
Facilidades na aplicao de isolamento trmico e de pintura;
Nenhuma necessidade de manuteno.
A principal desvantagem, pouco importante na maioria dos casos, a dificuldade de
desmontagem das tubulaes e a necessidade de mo-de-obra especializada.
Ncleo de Tecnologias do Gs NTGS
60
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Solda de topo e solda de encaixe
1. Solda de topo o sistema mais usado para as ligaes entre tubos de 1 , 2'' ou
maiores, de aos de qualquer tipo. Pode ser aplicada em toda a faixa usual de presses e de
temperaturas, inclusive para servios severos, sendo por isso o sistema de ligao mais
empregado para tubulaes de 2" ou maiores, em indstrias de processamento.
Os tubos e demais acessrios para uso com solda de topo, devem ter as extremidades com
chanfros para solda, de acordo com a norma ANSI.B.16.25 ou de outras normas.
De acordo com a ANSI.B.16.25, os tubos com espessura de parede at 3/16", devem ter as
pontas lisas e esquadrejadas [Figura 23(a)]; parede entre 3/16" e 3/4", chanfro em "V com angulo
de 75 [Figura 23 (b)]; parede superior a 3/4, chanfro em "J" duplo [Figura 23 (c)]. Em qualquer
caso, a fresta (abertura de raiz da solda) depender da espessura da parede e do dimetro do
tubo, variando entre 1,5 mm e 6 mm.
A solda de topo no um ponto fraco na tubulao, podendo-se admitir que a sua resistncia
seja pelo menos equivalente do prprio tubo.
Figura 23. Chanfros para solda de topo de tubos.
2. Solda de encaixe (ou de soquete) Esse tipo de ligao soldada usado na maioria
dos tubos industriais com dimetros at 1 - 2'' inclusive, em toda faixa usual de presses e de
temperaturas, para tubos de ao de qualquer tipo. A solda de encaixe empregada tambm,
embora no exclusivamente, em tubos at 4", de metais no-ferrosos e de plsticos.
Ncleo de Tecnologias do Gs NTGS
61
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
As varas de tubo so ligadas umas s outras por meio de luvas ou de unies, Figura 24,
semelhantes s peas usadas nas ligaes roscadas. As unies so empregadas quando se
deseja facilidade de desmontagem. Os tubos so soldados nas luvas ou nas unies com um nico
cordo externo de solda em angulo (solda de filete); para isso, as extremidades dos tubos devem
ser lisas, tendo as luvas e as unies rebaixos onde se encaixam os tubos.
Para tubulaes de ao ou de metais no-ferrosos, emprega-se sempre solda eltrica, com
eletrodos do mesmo material dos tubos. Para tubulaes de plstico empregam-se adesivos
adequados ao tipo de plstico em questo.
A norma ANSI.B.31.3 recomenda que no se use solda de encaixe em servios de alta
corroso ou eroso.
Figura 24. Ligaes de solda de encaixe para tubos.
Ncleo de Tecnologias do Gs NTGS
62
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Ncleo de Tecnologias do Gs NTGS
63
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Ncleo de Tecnologias do Gs NTGS
64
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
6.7.4. Ligaes Flangeadas
Uma ligao flangeada composta por duas flanges, um jogo de parafusos ou estojos com
porcas e uma junta de vedao Figura 25.
Figura 25. Ligao flangeada entre tubos.
As
ligaes
flangeadas,
que
so
ligaes
facilmente
desmontveis,
emprega-se
principalmente para tubos de 2" ou maiores, em dois casos especficos:
1. Para ligar os tubos com as vlvulas e os equipamentos (bombas, compressores,
tanques, vasos etc.), e tambm em determinados pontos, no correr da tubulao, onde seja
necessria facilidade de desmontagem, nas tubulaes em que, para ligar uma vara na outra,
sejam usados normalmente outros tipos de ligao: solda, rosca, ponta e bolsa etc. Esto includas
neste caso todas as tubulaes de ao, ferro forjado, metais no-ferrosos e grande parte das
tubulaes de plsticos, onde se empregam normalmente as ligaes de solda ou de rosca. Incluise tambm a maioria das tubulaes de ferro fundido, cujas varas de tubo so usualmente ligadas
com ponta e bolsa, como veremos adiante.
Ncleo de Tecnologias do Gs NTGS
65
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
2. Para a ligao corrente de uma vara na outra, em tubulaes de ao que possuam
revestimento interno anticorrosivo, bem como em algumas tubulaes de ferro fundido, de 2" ou
maiores. No caso das tubulaes com revestimentos internos a ligao flangeada a melhor
soluo, porque permite a perfeita continuidade do revestimento, desde que este se estenda
tambm sobre as faces dos flanges. Como regra geral, em qualquer caso, as ligaes flangeadas
devem ser usadas no menor nmero possvel, porque so sempre pontos de possveis
vazamentos, e tambm porque so peas caras, pesadas e volumosas.
Os flanges podem ser integrais, isto , fundidos ou forjados juntamente com o tubo, ou
independentes, soldados ou roscados ao tubo. Os flanges de vlvulas, bombas, compressores,
turbinas e outras mquinas so quase sempre integrais com esses equipamentos.
Embora a srie padronizada de flanges da norma americana ANSI.B.16.5 abranja
dimetros nominais desde 1/2" at 24" , os flanges menores do que 1 " so pouco usados.
6.8.
TESTES DE TUBULAES DE GS
Os testes de Estanqueidade em tubulaes que conduzem gases combustveis, seja Gs
Natural, Gs Liquefeito de Petrleo, ou outro qualquer, podem ser realizados nas seguintes
condies:
1. Antes de se conectar os equipamentos s linhas;
2. Aps a conexo dos equipamentos s linhas;
3. Depois que for aberto o fluxo de gs para as linhas.
Como fluido de teste, pode-se aplicar o Ar Comprimido, o Nitrognio, ou o prprio gs
combustvel que ser consumido pelos equipamentos. Obviamente que os dois primeiros oferecem
mais segurana intrnseca, por oferecerem menores riscos aos executantes e s instalaes
fsicas onde ocorrero os testes.
Ncleo de Tecnologias do Gs NTGS
66
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Durante a realizao dos testes, deve-se ir elevando-se a presso nas linhas,
gradativamente, at que se atinja a Presso de Trabalho na qual a linha ir operar. Durante o
aumento gradual de presso, convm acompanhar todo o trajeto da rede, em busca de
vazamentos, examinando cada conexo, vlvula ou acessrio da mesma. Aps atingir a presso
de operao, a linha dever se manter assim pressurizada por um perodo de 30 minutos.
Depois de decorrido esse perodo de tempo, deve-se tambm ir aumentando a presso na
linha, at que atinja a Presso de Teste, que de 1,5 vezes a Presso de Trabalho. Durante o
aumento da presso, deve-se observar atentamente, como se comportam as conexes, as
vlvulas e outros acessrios que fazem parte da rede que est sendo testada. Aps ter-se atingido
a Presso de Teste, deve-se manter a rede pressurizada, por um perodo de tempo no menor
que 60 minutos.
Caso este teste de estanqueidade tenha sido realizado com a extremidade da rede plugada,
ou seja, com os equipamentos desconectados, no esquecer que aps a conexo dos mesmos,
ser necessrio repetir os testes para verificar a estanqueidade dos conectores que fazem a
entrada do gs nos equipamentos, seguindo as mesmas recomendaes acima, por isso, a melhor
condio para se realizar os testes de estanqueidade, quando todos os equipamentos j esto
disponveis na obra, e prontos para serem testados.
Recomenda-se tambm, que os testes sejam realizados de dia, e com a presena do
responsvel, ou do proprietrio da obra. Alm disso, conveniente que se escreva quais foram os
procedimentos adotados nos testes, quais os seus resultados, onde ocorreram vazamentos, como
foram sanados, e se faa isso em duas vias, que devem ser assinadas pelos executantes dos
testes e pelos responsveis, ou os proprietrios da obra.
6.9.
PURGA DAS LINHAS DE GS
Purgar uma linha de gs significa conseguir extrair o fluido de teste da linha empregando
para isso o gs de uso final, seja ele GN ou GLP, na presso final de trabalho da linha.
Conforme a norma NBR 13933, todos os procedimentos de purga devem ser
obrigatoriamente canalizados para o exterior das edificaes, deve ser providenciado para que no
exista qualquer fonte de ignio no ambiente onde se realiza a purga.
Ncleo de Tecnologias do Gs NTGS
67
Especializao Lato Sensu em Tecnologias do Gs Natural
6.10.
NTGs/SENAI - MS
FLANGES
So peas de ligao aparafusadas, utilizadas em linhas em que a desmontagem
requerida. Os flanges apresentam-se constitudos das seguintes partes: faces de acoplamento na
tubulao e outro lado, flange plana, com ressalto ou com anel.
a) Flange rosqueada
Utilizados para tubos que impeam utilizaes de soldas, tais como: tubos galvanizados, com
revestimento no metlico ou metais no soldveis, Figura 26 (d). Sua utilizao limitada a
ligaes em pequenos dimetro (at 4) e somente usados para fluidos no perigosos, baixa
presso e baixa temperatura.
Exemplo de descrio para compra:
Flange rosqueado em ao carbono forjado, ASTM A105, classe 150 Lbs, face plana.
Normas aplicveis: ANSI B16.5 ANSI B2.1
b) Flange de Encaixe
o mais usual dos flanges para ligaes em pequenos dimetros ( 2 ) oferecendo
estanqueidade perfeita nas diversas condies de servio, Figura 26 (e). Sua limitao de
utilizao restrita a corrosividade do fluido, quando este apresentar tendncia corroso por
fresta.
Exemplo de descrio para compra:
Flange de encaixe em ao inoxidvel forjado, ASTM A182 GR.F316, classe 300 Lbs,
face com ressalto.
Normas aplicveis: ANSI B16.5 e ANSI B16.11
C) Flange sobreposto
junto com o flange de encaixe um dos mais usuais de fcil instalao e de mais baixo
custo de fabricao. Sua limitao para temperatura acima de 400C e/ou classe de presso
Ncleo de Tecnologias do Gs NTGS
68
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
acima de 300 Lbs, (ANSI B16.5) somente utilizado com faceamento plano ou com ressalto,
Figura 26 (c). Utiliza-se normalmente para os dimetros maiores de 1 .
Exemplo de descrio para compra:
Flange sobreposto em ao inoxidvel forjado, ASTM A182 GR.F304, classe 150 Lbs,
face com ressalto.
Normas aplicveis: ANSI B16.5
d) Flange pescoo
tambm bastante usual, oferecendo excelente resistncia e facilidade de controle no
destrutivo na regio de solda. de maior custo que o sobreposto e, portanto sua utilizao
mandatria somente quando vetado o flange sobreposto ou quando requerido pelo controle de
qualidade rigoroso, Figura 26 (b).
Exemplo de descrio para compra:
Flange de pescoo em ao carbono forjado, ASTM A105, classe 600 Lbs, espessura
SCH 40, para junta tipo anel.
Normas aplicveis: ANSI B16.5 e ANSI B16.20
Figura 26. Tipos de flanges para tubos.
Ncleo de Tecnologias do Gs NTGS
69
Especializao Lato Sensu em Tecnologias do Gs Natural
6.10.1.
NTGs/SENAI - MS
Faceamento dos flanges
A face de assentamento dos flanges pode ter vrios tipos de acabamento. O faceamento dos
flanges est padronizado na norma ANSI .B . 16. 5, sendo os seguintes os tipos mais usuais:
Face com ressalto, (a) o tipo de face mais comum para flanges de ao, aplicvel a
quaisquer condies de presso e temperatura. O ressalto tem 1/16" de altura para as classes de
presso 150# e 300#, e 1/4" de altura para as classes de presso mais elevadas. A superfcie do
ressalto pode ser ranhurada ou lisa, sendo as ranhuras espiraladas o acabamento mais comum e
mais barato. As ranhuras devem ter uma profundidade de at 0,15 mm e passo de 0,5 a 1,0 mm, e
o ressalto liso pode ter vrios graus de acabamento, de acordo com a necessidade do servio ou o
tipo da juntas.
Face plana (b) o faceamento usual nos flanges de ferro fundido e de outros materiais
frgeis, como os plsticos, por exemplo. O aperto da junta muito inferior ao obtido em igualdade
de condies com os flanges de face com ressalto. Para acoplar com os flanges de face plana das
vlvulas e equipamentos fabricados de ferro fundido, s se devem usar flanges tambm de face
plana, mesmo quando forem de ao.
Face para junta de anel, (c) Esse tipo de face usado em flanges de ao para servios
severos, de altas presses e temperaturas, como por exemplo vapor (para flanges de classe 600#,
ou acima), ou hidrocarbonetos (para flanges de classe 900#, ou acima) ou, em quaisquer casos,
para temperaturas acima de 550 C; empregado tambm para fluidos perigosos, txicos etc., em
que deva haver maior segurana contra vazamentos.
A face dos flanges tem um rasgo circular profundo, onde se encaixa uma junta em forma de
anel metlico. Consegue-se nesses flanges uma melhor vedao com o mesmo grau de aperto
dos parafusos, no s devido ao de cunha da junta de anel nos rasgos dos flanges como,
tambm, porque a presso interna tende a dilatar a junta de anel apertando-a contra as paredes
Ncleo de Tecnologias do Gs NTGS
70
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
dos rasgos. Os flanges para junta de anel garantem tambm melhor vedao em servios com
grandes variaes de temperatura.
A dureza da face dos flanges deve ser sempre superior do anel metlico da junta,
recomendando-se os seguintes valores mnimos, de acordo com o material: ao-carbono: 120
Brinell; aos-liga e aos inoxidveis tipos 304, 316, 347 e 321: 160 Brinell; aos inoxidveis tipos
304L e 316L: 140 Brinell.
Face de macho e fmea.
Face de lingeta e ranhura Esses faceamentos, bem mais raros do que os anteriores
so usados para servios especiais com fluidos corrosivos, porque neles a junta est confinada,
no havendo quase contato da mesma com o fluido. Note-se que, com esses faceamentos os
flanges que se acoplam entre si so diferentes um do outro.
Figura 27. Tipos de faceamento de flanges.
6.11.
CONEXES
So peas utilizadas para ligaes, redues de dimetros e mudanas de direo das
tubulaes. So fornecidas com as extremidades:
a) Rosqueadas ( 2 ), Figura 28.
Ncleo de Tecnologias do Gs NTGS
71
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 28. Apresentao de conexes rosqueadas.
b)
Solda de encaixe ( 2 ), Figura 29.
Figura 29. Apresentao de conexes soldveis.
c) Biseladas ( 2 ), Figura 30.
Ncleo de Tecnologias do Gs NTGS
72
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 30. Apresentaes de conexes biseladas.
d)
Flangeadas ( 2 ), Figura 31.
Figura 31. Conexes flangeadas.
e)
Ponta e bolsa ( 2 ), Figura 32.
Ncleo de Tecnologias do Gs NTGS
73
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 32. Conexes com extremidades Ponta-Bolsa.
A utilizao das extremidades das conexes em uma determinada Especificao de Material
para tubulaes funo das extremidades das vlvulas indicadas. Se as vlvulas ( 2 )
utilizadas, so de extremidades rosqueadas ento as conexes de pequenos dimetros sero com
extremidades rosqueadas. Para dimetro ( 2 ) utilizam-se sempre conexes com extremidades
biseladas, exceto para ferro fundido que dever ser flangeadas ou ponta e bolsa ou quando a
tubulao for de material com revestimento interno e extremidades flangeadas, neste caso
utilizam-se conexes flangeadas.
Exemplo de descrio para compra:
Conexes de ao carbono, ASTM A234 GR>WPB, extremidade biseladas, espessura
STD.
Normas aplicveis: ANSI B16.9 e ANSI B36.10
Tipo
Quantidade
Curva de 90
Reduo concntrica 10 x 8
Ncleo de Tecnologias do Gs NTGS
74
Especializao Lato Sensu em Tecnologias do Gs Natural
6.12.
NTGs/SENAI - MS
INSTALAO DE VLVULAS
6.12.1.
Vlvulas de segurana e de alvio
Essas vlvulas controlam a presso a montante abrindo-se, automaticamente, quando essa
presso ultrapassar um determinado valor, para o qual a vlvula foi ajustada, denominada
presso de abertura da vlvula (set-pressure). A vlvula fecha-se em seguida, tambm
automaticamente, quando a presso cair abaixo da presso de abertura.
A construo dessas vlvulas semelhante das vlvulas de globo angulares. O tampo
mantido fechado, contra a sede, pela ao de uma mola, com porca de regulagem. Regula-se a
tenso da mola de maneira que a presso de abertura da vlvula tenha o valor desejado.
A mola pode ser interna, dentro do castelo da vlvula, ou externa, preferindo-se essa ltima
disposio para servios com fluidos corrosivos ou viscosos, para que o fluido no fique em
contato com a mola.
Existem ainda vlvulas que, em lugar da mola, tm um contrapeso externo, de posio
ajustvel, que mantm a vlvula fechada. Essas vlvulas, muito empregadas no passado, esto,
atualmente, quase em desuso, Figura 33.
Figura 33. Vlvula de segurana e de alvio.
Ncleo de Tecnologias do Gs NTGS
75
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Todas essas vlvulas so chamadas de segurana quando destinadas a trabalhar com
fluidos elsticos (vapor, ar, gases), e de alvio quando destinadas a trabalhar com lquidos, que
so fluidos incompressveis. A construo das vlvulas de segurana e de alvio basicamente a
mesma; a principal diferena reside no perfil da sede e do tampo.
Quando a presso interna do gs atingir valores altos, necessrio que a presso caia e
acontea o escapamento de um grande volume de gs em um tempo muito curto. Por essa razo,
o desenho dos perfis da sede e do tampo, nas vlvulas de segurana, feito de tal forma que a
abertura total se d, imediatamente, aps ser atingida a presso de abertura. Nas vlvulas de
alvio, pelo contrrio, a abertura gradual, atingindo o mximo com 110 a 125 % da presso de
abertura, porque o escapamento de uma pequena quantidade de lquido faz abaixar muito a
presso.
As vlvulas de segurana devem ser instaladas sempre acima do nvel do lquido, para que
no sejam atravessadas pelo lquido.
As vlvulas de segurana costumam ter uma alavanca externa com a qual possvel fazer,
manualmente, o disparo da vlvula para teste.
6.12.2.
Vlvulas de regulagem
So as que regulam jusante da vlvula, fazendo com que a presso mantenha-se dentro
dos limites preestabelecidos.
Essas vlvulas so automticas, isto , funcionam sem interveno de qualquer ao
externa. Em muitas delas o funcionamento se faz atravs de uma pequena vlvula-piloto,
integrada com a vlvula principal e atuada pela presso de montante, que d ou no passagem ao
fluido para a operao da vlvula principal. Tanto a vlvula-piloto como a principal fecham-se por
meio de molas de tenso regulvel de acordo com a presso desejada.
6.12.3.
Vlvula redutora de presso
Ncleo de Tecnologias do Gs NTGS
76
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
As vlvulas redutoras de presso regulam a presso a jusante da vlvula, fazendo com que
essa presso mantenha-se dentro de limites preestabelecidos.
Essas vlvulas so automticas, isto , funcionam sem interveno de qualquer ao
externa. Em muitas delas o funcionamento se faz atravs de uma pequena vlvula-piloto, integral
com a vlvula principal e atuada pela presso de montante, que d ou no passagem ao fludo
para a operao da vlvula principal. Tanto a vlvula-piloto como a principal fecham-se por meio
de molas de tenso regulvel de acordo com a presso desejada, Figura 34.
Figura 34. Vlvula Redutora de Presso.
6.12.4.
Vlvula Macho
Neste registro o fechamento feito pela rotao de uma pea (macho) que tem a forma de
um cone truncado colocado no interior de um corpo de forma correspondente. No macho h um
orifcio que permite a passagem do fluido.
Consegue-se a abertura ou fechamento do registro, mediante a rotao do macho. Este tipo
de registro vem provido de um indicador que mostra a posio do macho, Figura 35.
Ncleo de Tecnologias do Gs NTGS
77
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 35Apresentao de uma vlvula macho.
So registros de fecho rpido e quando totalmente abertos, a perda de carga bem
pequena, porque a trajetria do fluido reta e livre. Alm disso, as suas caractersticas de vedao
so bastante simples e, durante as operaes de abertura e fechamento, a rotao do macho
ocasiona atrito considervel. Por esse motivo, no se recomenda o emprego deste tipo de registro
para manobras freqentes nem para regulagens de fluxo.
6.12.5.
Vlvula de esfera
O registro de esfera uma variante do registro de macho. Nessas vlvulas, o macho
uma esfera que gira sobre um dimetro, deslizando entre anis retentores de material resiliente
(borracha, neoprene, teflon etc.), tornando a vedao absolutamente estanque, Figura 36.
Ncleo de Tecnologias do Gs NTGS
78
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 36. Vlvulas de esfera.
6.12.6.
Posio das vlvulas
Nunca se devem colocar vlvulas com a haste virada para baixo, porque resultaria em
acumulao de detritos no castelo da vlvula. Em linhas de suco de bombas, quando possvel,
prefervel no haver vlvulas com a haste para cima, para evitar a formao de bolsas de ar no
castelo da vlvula; nessas linhas a melhor posio para as vlvulas com a haste horizontal, ou
inclinada para cima. Deve ser observado entretanto que as vlvulas com haste horizontal, alm de
serem geralmente de manobra mais difcil, podem obstruir as passagens de acesso e causar
acidentes.
6.12.7.
Montagem de Vlvulas de extremidades
com Roscas
a) Preparo da rosca do tubo
Normalmente, os tubos novos vm de fbrica com as roscas nas extremidades prontas e
calibradas para uso. Porm estas extremidades podem sofrer amassaduras ou processo de
oxidao no transporte ou armazenamento que as tornam inadequadas para uso, sendo portando
necessrio nestes casos que se faa uma anlise do estado destas roscas para definir pela sua
utilizao ou no. Quando da construo de roscas novas em segmentos de tubos, cuidados
Ncleo de Tecnologias do Gs NTGS
79
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
extras devem ser tomados, podendo estas roscas ser confeccionadas em mquinas especficas
(normalmente apresentam melhor acabamento) ou com tarraxas manuais, e em ambos os casos
estaro em perfeitas condies de uso de estiverem com:
Extremidade do tubo (topo) em esquadro com o seu eixo;
Borda chanfrada;
Rosca perfeitamente alinhada ao tubo;
Iseno total de rebarbas e cavacos;
Perfil perfeito dos filetes;
Plano de calibrao da rosca de acordo com a Norma correspondente.
Quando a rosca do tubo for aberta com tarraxa manual, antes do incio da operao deve
estar perfeitamente no esquadro e ter a extremidade convenientemente chanfrada e escareada.
Os principais tipos de dispositivos empregados na construo de roscas podem ser
observados nas Figura 37 e Figura 38.
Ncleo de Tecnologias do Gs NTGS
80
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 37. Apresentao de equipamentos empregados na confeco de roscas com
taraxas manuais.
Figura 38. Apresentao de equipamentos empregados na confeco de roscas com
taraxas manuais.
b) Acoplamento da vlvula ao tubo
Para se ter um acoplamento so necessrios cuidados que visam a total integridade da
vlvula, principalmente considerando que ela de bronze, um material com resistncia mecnica
inferior a do material do tubo (ao).
Portanto, recomenda-se:
Fixar o tubo de forma rgida e adequadamente ao torno de bancada ou morsa prpria para
esta finalidade;
Aplicar um vedante sobre a rosca do tubo, tomando-se o cuidado para que excessos deste
material no escoe para o interior da vlvula ou do tubo durante o rosqueamento, sendo
neste caso o vedante de PTFE (fita de teflon) o mais recomendado pela facilidade de
manuseio, limpeza e eficincia da junta;
Ncleo de Tecnologias do Gs NTGS
81
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Sempre com a vlvula fechada, roscar a mesma ao tubo com auxlio de chave especfica e
de tamanho apropriado, ajustada sobre o polgono adjacente rosca em questo e nunca
sobre o polgono oposto, tomando-se o cuidado de se aplicar um torque controlado para
que a rosca do tubo no seja introduzida alm dos parmetros estabelecidos por Norma,
pois caso contrrio, partes importantes da vlvula, como por exemplo as sedes, seriam
atingidas e danificadas;
O rosqueamento da extremidade oposta da vlvula deve ser feita com cuidado anlogos,
mesmo que diretamente na instalao;
Ver Figura 39 seqncia esquemtica:
Ncleo de Tecnologias do Gs NTGS
82
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 39. Sequncia esquemtica para realizao de uma rosca.
c) Ferramentas de utilizao
Na montagem de uma tubulao, comum notar a perda de vlvulas e conexes por falta de
melhores critrios de trabalho. Normalmente perdas desta natureza esto intimamente ligadas ao
uso inadequado de ferramentas, principalmente no uso de ferramentas incorretas e de tamanhos
no apropriados. As ferramentas incorretas nestas operaes so chaves, e a elas deve ser dada
Ncleo de Tecnologias do Gs NTGS
83
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
toda ateno na busca de instalaes cada vez mais seguras e eficiente. Dentre os diversos tipos
de chaves as mais usadas so:
Chave de Cremalheira ou Chave Inglesa
um tipo de chave que tem os mordentes lisos e paralelos entre si e com abertura ajustvel,
prprio para uso em vlvulas e conexes que possuem extremidades poligonais, permitindo um
torque mais controlado, sem causar marcas ou deformaes nas peas durante o aperto, Figura
40.
Figura 40. Chave Inglesa.
Chave para tubos tipo Stillson
Tambm chamada de grifo, esta a chave mais conhecida dos encanadores e portanto a
mais utilizada, Figura 41. Entretanto o uso de forma inadequada deste tipo de chave pode
danificar tubos, vlvulas e conexes, comprometendo a estrutura. Isto ocorre porque com este tipo
de chave quanto mais aperto se d, mais os dentes se agarram e penetram nas paredes dos
tubos, vlvulas ou conexes.
Para evitar problemas desta natureza, o torque aperto deve ser controlado e isto
conseguido pelo uso de chave tamanho adequado correspondente ao dimetro doa tubo (tabela
20).
Ncleo de Tecnologias do Gs NTGS
84
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 41. Chave Grifo.
Tabela 20: Relao DN de tubos, vlvulas ou conexes x tamanho da chave Stillson recomendada
Chave de Corrente para tubo
As chaves de correntes so as mais indicadas na instalao de tubos de difcil acesso,
ocupando um espao pequeno ao redor do tubo, facilitando em muito o trabalho de montagem,
mesmo que estes tubos estejam prximos de paredes, Figura 42. Geralmente este tipo de chave
usado em bitolas de 3 e maiores, embora encontradas pra 1.
Figura 42. Chave de Corrente.
Chave de Cinta para tubos
Ncleo de Tecnologias do Gs NTGS
85
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Quando se deseja um aperto seguro e sem machucaduras em tubos liso e polidos, a melhor
opo este tipo de chave que possui uma cinta de couro, nylon ou outro material em substituio
a corrente, Figura 43. Ao apertar o tubo, esta chave distribui a presso uniformemente em todo o
seu permetro. A exemplo da chave de corrente uma boa opo quando estes tubos esto
localizados em pontos de difcil acesso.
Figura 43. Chave Cinta.
6.12.8.
Cuidados no rosqueamento de vlvulas
Rosca fora de padro recomendado por fabricantes de tubos e conexes e torque de aperto
excessivo, fatalmente far com que a extremidade do tubo danifique a prpria rosca da vlvula,
muitas vezes at rompendo a vlvula na regio da rosca, e atinja as partes internas da vlvula que
poder danificar a sede, ocasionando vazamento, Figura 44.
Ncleo de Tecnologias do Gs NTGS
86
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 44. Apresentao esquemtica de vlvula globo e vlvula gaveta,
respectivamente.
Da mesma forma, lembre-se!
Fixar a vlvula em uma morsa (torno de bancada) para roscar o tubo, um erro grave. O
aperto da morsa sobre a vlvula ir deform-la e, portanto comprometer o seu funcionamento,
Figura 45. Para evitar estes problemas proceda de forma correta, fixando o tubo morsa,
procedendo ao rosqueamento com chave apropriada aplicada sempre no polgono da vlvula
adjacente ao tubo, tendo cuidados anlogos quando o rosqueamento se verifica diretamente na
instalao.
Figura 45. Apresentaes das formas corretas para a execuo de apertos de vlvulas
em tubos.
6.12.9.
Montagem de vlvulas de extremidades
Ncleo de Tecnologias do Gs NTGS
87
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
com flanges
Geralmente, os flanges das extremidades de tubos so construdos em ao forjado ou
fundido, podendo os mesmos ser ali fixados por rosca ou solda, tomando-se todos os cuidados
possveis para que se garanta uma perfeita concentricidade, Figura 46. As faces de acoplamento
devem obrigatoriamente ser lisas, sem ressaltos, e sua geometria e dimenses gerais
normalizadas. importante frisar sempre que a limpeza deve ser uma rotina imprescindvel em
qualquer etapa do processo e que os tubos com flanges devem estar protegidos segundo as
mesmas condies de limpeza dos tubos roscados.
Quanto montagem propriamente dita da vlvula ao tubo, alguns requisitos bsicos devem
ser observados:
O tubo deve estar apoiado em base apropriada ou em alas de sustentao, capazes de
manter o mesmo perfeitamente alinhado e livre de tenses que possam afetar a vlvula;
Quando do posicionamento da vlvula para instalao, esta deve se encaixar entre os
flanges do tubo com folga suficiente para colocao das juntas de vedao do
acoplamento;
A fixao da vlvula deve ser feita por parafusos que transpassam os flanges e que devem
ser previamente lubrificados, para evitar oxidaes, e apertados levemente para uma
fixao inicial;
O aperto final deve ser uniforme para se evitar esforos localizados, intercalando-se o
aperto entre parafusos diametralmente opostos.
Figura 46. Representao de vlvulas com extremidades de flanges.
Ncleo de Tecnologias do Gs NTGS
88
Especializao Lato Sensu em Tecnologias do Gs Natural
6.12.10.
NTGs/SENAI - MS
Outros cuidados na instalao de vlvulas
a) Sentido de escoamento do fludo
Certifique-se do sentido de escoamento do fludo. As vlvulas globo, reteno e filtros tem
gravada em alto relevo no corpo uma seta indicativa para auxiliar o correto posicionamento em
relao ao sentido de escoamento do fludo, Figura 47
Figura 47. Visualizao do sentido de escoamento.
b) Espao para instalao, operao e manuteno do sistema instalado, Figura 48.
Figura 48. Apresentao de instalao incorreta de uma vlvula.
d) Posicionamento da vlvula na instalao
Todas as vlvulas quando instaladas com a tampa ou hastes na posio vertical e para cima,
propiciaro sempre uma melhor performance de operao e quase sempre tero uma vida til
mais longa, Figura 49. Em funo das caractersticas do fludo, outras posies diferentes
Ncleo de Tecnologias do Gs NTGS
89
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
podero facilitar a formao de sedimentos nas articulaes ou em regies de atuao da haste
ocasionando emperramento.
Figura 49. Instalao adequada de uma vlvula.
e) Proteo da vlvula
A vlvulas deve estar protegida contra qualquer objeto mvel que possa atingi-la e danific-la,
Figura 50.
Figura 50. Vlvula instalada inadequadamente.
f) Suportes e apoios para vlvulas
Em funo das cargas envolvidas e porte da vlvula, esta deve estar provida de base de
apoio ou de alas de susteno prximas s extremidades para prevenir deformaes decorrentes
do peso da instalao, Figura 51.
Ncleo de Tecnologias do Gs NTGS
90
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 51. Tipos de Suportes e apoios para tubulao.
g) Acesso vlvula
O acesso vlvula deve ser feito de maneira segura, permitindo facilidades nas operaes
de instalao, manobras e manuteno, Figura 52.
Ncleo de Tecnologias do Gs NTGS
91
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 52. Instalao inadequada de vlvulas.
6.12.11.
Operao, uso e manuteno de vlvulas
Na operao, uso e manuteno de vlvulas devem ser observados os seguintes aspectos:
a) Torque de fechamento
O volante para acionamento de uma vlvula manual projetado de tal forma que sua
geometria e seu dimetro sejam compatveis com o manuseio e torque ideal de vedao em
funo do tamanho da vlvula.
Quando uma vlvula na posio fechada acusa vazamento, forar a vedao com auxlio de
alavanca, Figura 53, ou outro recurso uma prtica no recomendada, visto que este esforo
adicional certeza ir prejudicar o mecanismo de acionamento da vlvula, acelerando o desgaste ou
provocando at a ruptura de componentes.
Neste caso recomendado desmontar a vlvula e verificar a causa do vazamento que, na
maioria das vezes so corpos estranhos que se alojam entre a sede e o obturador.
Quando isso acontece em vlvulas de bronze, a recuperao na maioria das vezes
economicamente invivel, sendo sem dvida a preveno na limpeza da instalao e do fludo, os
caminhos mais curtos para se evitar a ocorrncia deste tipo de dano.
Ncleo de Tecnologias do Gs NTGS
92
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 53. Indicao de forma incorreta de acionamento de uma vlvula.
7.
7.1.
Noes de Instrumentao
PRESSO
7.1.1. Conceitos Fundamentais
Presso definida como uma fora atuando em uma unidade de rea.
P=
F
A
Ncleo de Tecnologias do Gs NTGS
onde P = Presso
93
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
F = Fora
A = rea
7.2.
PRESSO ATMOSFRICA
a fora exercida pela atmosfera na superfcie terrestre. Esta fora equivale ao peso dos
gases que esto presentes no ar e que compem a atmosfera.
A presso atmosfrica pode variar de um lugar para o outro, em funo da altitude e das
condies meteorolgicas (como a umidade e a densidade do ar). Ao nvel do mar esta presso
aproximadamente de 760 mmHg, ou 1 atm. Quanto mais alto o local, mais rarefeito o ar e,
portanto, menor a presso atmosfrica.
O instrumento que mede a presso atmosfrica o
barmetro.
7.3.
PRESSO RELATIVA
determinada tomando-se como referncia presso atmosfrica local. Para medi-la,
usam-se instrumentos denominados manmetros; por essa razo, a presso relativa tambm
chamada de presso manomtrica.
A maioria dos manmetros so calibrados em zero para a presso atmosfrica local.
Assim, a leitura do manmetro pode ser positiva (quando indica o valor da presso acima da
presso atmosfrica local) ou negativa (quando se tem um vcuo).
Quando se fala em presso de uma tubulao de gs, refere-se presso relativa
ou manomtrica.
7.4.
PRESSO ABSOLUTA
a soma da presso relativa (ou manomtrica) com a presso atmosfrica (ou
baromtrica). No vcuo absoluto, a presso absoluta zero e, a partir da, ser sempre positiva.
Importante: Ao se exprimir um valor de presso, deve-se determinar se a presso relativa ou
absoluta.
Ncleo de Tecnologias do Gs NTGS
94
Especializao Lato Sensu em Tecnologias do Gs Natural
Exemplo: 3 Kgf/cm2 ABS
4 Kgf/cm2
NTGs/SENAI - MS
Presso Relativa
Presso Absoluta
O fato de se omitir esta informao na indstria significa que a maior parte dos
instrumentos mede presso relativa.
7.5.
PRESSO NEGATIVA OU VCUO
quando um sistema tem presso relativa menor que a presso atmosfrica.
7.5.1. Diagrama Comparativo das Escalas
Presso Absoluta
Presso Relativa
Presso Atmosfrica
Vcuo
Vcuo Absoluto
7.6.
UNIDADES DE PRESSO
As unidades de presso mais usadas so:
quilograma-fora por centmetro quadrado (kgf/cm2);
atmosfera (atm);
Ncleo de Tecnologias do Gs NTGS
95
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
libras por polegada quadrada (psi);
polegada de coluna de gua (ca);
milmetro de coluna de gua (mm H2O ou mm ca);
bar (bar);
Pascal (Pa) ou quilo Pascal (kPa).
Como
existem
muitas
unidades
de
Presso,
necessrio
saber
correspondncia entre elas, pois nem sempre na indstria temos instrumentos padres com todas
as unidades e para isto necessrio saber fazer a converso.
A Tabela 10,seguir apresenta as converses entre vrias unidades de presso:
Tabela 10. Converses entre vrias unidades.
Para as unidades abaixo, multiplique por
Converter
de
Atm
psi
ca
kPa
0,9678
14,223
394,70
98,0665
9996,59
0,9806
atm
1,0332
14,696
406,78
101,325 10328,75
1,0133
psi
0,0703
0,0680
27,68
ca
0,0025
0,0024
0,036
kPa
0,0102
0,0099
0,145
4,02
mm ca
0,0001
0,0001
0,0014
0,04
Bar
1,0797
0,9869
14,503
402,46
kgf/cm2
kgf/cm2
mm ca
bar
6,8948
702,83
0,0689
0,2491
25,39
0,0025
101,94
0,0100
1
0,0098
100,000 10193,68
0,0001
1
Exemplos:
Ncleo de Tecnologias do Gs NTGS
96
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
1) 10 psi = ______?______ kgf/cm2
1 psi = 0,0703 kgf/cm2
10 x 0,0703 = 0,703 kgf/cm2
2) 0,5 bar = ______?______ psi
1 bar = 14,503 psi
0,5 bar x 14,503 = 7.2515 psi
7.7.
INSTRUMENTOS PARA MEDIO DE PRESSO
Para medio de presso em tubulaes de gs, so usualmente empregados
manmetros de dois tipos diferentes, Figura 54: tubo de Bourdon e coluna de gua. Estes
instrumentos podem ter vrios elementos sensveis. Vamos ento ao estudo de alguns tipos de
elementos sensveis.
Figura 54. Apresentao das peas que so sensibilizadas durante a coleta dos valores
de presso.
7.7.1. Tubo de Bourdon
O princpio de funcionamento de um dispositivo de medio baseado neste elemento
sensvel bastante simples e idntico a um brinquedo muito conhecido: a lngua de sogra, que
se v na figura abaixo. Quando soprada, a lngua de sogra se enche de ar e se desenrola, por
causa da presso exercida pelo ar. No caso do manmetro, esse desenrolar gera um movimento
que transmitido ao ponteiro, que vai indicar a medida de presso.
Ncleo de Tecnologias do Gs NTGS
97
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 55. A "lngua de sogra" representa bem o tubo de Bourdon.
7.7.2. Tipos de Tubos Bourdon
Quanto forma, o tubo de Bourdon pode se apresentar: tipo C, espiral e helicoidal. Quando a
presso na linha de gs aumenta, aumenta tambm a presso do gs dentro do tubo de Bourdon.
O tubo obrigado a se distender (ou seja, se estirar ou se desenrolar). Por um sistema de
engrenagens e conexes, o ponteiro se movimenta e o valor da presso indicado no mostrador
do instrumento. No mostrador, comum aparecerem duas escalas: em psi e em kgf/cm2.
O medidor de presso com tubo de Bourdon muitas vezes chamado simplesmente de
manmetro, Figura 56. O uso desse instrumento deve se limitar faixa especfica para a qual
constitudo:
Uso alm da faixa: presses muito altas ultrapassam a elasticidade mxima do material,
danificando o aparelho;
Uso aqum da faixa: presses muito baixas acarretam perda de sensibilidade do tubo.
Materiais mais comuns usados so lato, bronze fosforoso e ao inox. A exatido
normalmente de 1% do valor final da escala, acima dos 5% iniciais. Recomenda-se no exceder
75% do valor final da escala, instalar o manmetro com vlvula de bloqueio e dreno para permitir
retirada em operao.
Ncleo de Tecnologias do Gs NTGS
98
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 56. Detalhes de um manmetro tipo Bourdon C.
7.7.3. Coluna de Lquido
Consiste, basicamente, num tubo de vidro, contendo certa quantidade de lquido, fixado
com uma escala graduada. As colunas podem ser basicamente de trs tipos: coluna reta vertical,
reta inclinada e em forma de U, Figura 57.
Figura 57. Manmetro tipo U.
Os lquidos mais utilizados nas colunas so: gua (normalmente com um corante) e
mercrio. Quando se aplica uma presso na coluna, o lquido deslocado, sendo que este
deslocamento proporcional a presso aplicada.
Quando o manmetro est separado da linha de gs, os dois lados do manmetro esto com
o nvel de gua no zero da escala. Isso acontece porque os dois lados do manmetro esto
sujeitos presso atmosfrica ambiente. Com um lado do manmetro ligado tubulao de
Ncleo de Tecnologias do Gs NTGS
99
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
distribuio de gs (para medir a presso do gs) e o outro lado ainda sujeito presso
atmosfrica local, a coluna de gua ser forada para baixo no lado pressurizado e elevada no
lado sob ao da atmosfera. A presso do gs na tubulao medida pelo deslocamento total da
coluna de gua e seu valor dado em milmetros de coluna de gua (mm ca).
O deslocamento total da coluna de gua (DT) dado pela soma da elevao (E) no lado
atmosfrico e do abaixamento (A) no lado pressurizado. O abaixamento (A) no lado pressurizado
igual elevao (E) no lado atmosfrico. Por isso, o deslocamento total (DT) pode ser medido
multiplicando-se o abaixamento (A) ou a elevao (E) por 2.
Embora estes manmetros sejam dos mais exatos, apresentam como desvantagem a
fragilidade.
7.8.
TEMPERATURA
7.8.1. Conceitos Fundamentais
A temperatura a grandeza fsica que est relacionada agitao trmica das molculas
que compem os corpos. Quanto maior esta agitao mais quente o corpo se encontra, ou seja,
maior sua temperatura. Ento se define temperatura como sendo o grau de agitao trmica das
molculas.
Na prtica, a temperatura representada em uma escala numrica, onde, quanto maior o
seu valor, maior a agitao das molculas do corpo em questo. O instrumento mais usado para
medir temperatura o termmetro. Por exemplo, usamos o termmetro para saber se uma
pessoa est com febre, porque com a medida do termmetro sabemos se o corpo da pessoa est
mais quente do que normal.
importante voc conhecer e controlar a temperatura de um gs. Primeiro, porque existe
uma temperatura em que o gs natural se inflama espontaneamente. Alm disso, se o gs
mantido dentro de um volume fechado, quando a temperatura do gs aumenta, tambm aumenta
a presso dentro do recipiente.
Voc deve ter essa idia bem clara:
Para um mesmo volume:
Maior temperatura do gs => maior presso
Ncleo de Tecnologias do Gs NTGS
100
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Para uma presso constante
Maior temperatura do gs => maior volume
Por outro lado, se o recipiente no fechado, ou se suas paredes so elsticas, a presso
fica constante, quando a temperatura aumenta, ao mesmo tempo em que o volume ocupado pelo
gs torna-se maior. Se o recipiente aberto, o gs escapa para fora. Se as paredes so elsticas
(como nos bales de ar quente), elas se esticam mais para se adaptarem ao maior volume que o
gs aquecido passa a ocupar. Ento, importante voc tambm saber que:
Um conceito que se confunde s vezes com o de temperatura o de calor. Entretanto, calor
energia em trnsito ou a forma de energia que transferida atravs da fronteira de um sistema
em virtude da diferena de temperatura.
7.9.
VAZO
7.9.1. Conceitos Fundamentais
A vazo definida, no seu sentido mais amplo, como a determinao da quantidade de
lquido, gs ou slido que passa em um determinado local por unidade de tempo. Especificamente
para o gs, podemos entender a vazo como o movimento de uma certa quantidade de gs saindo
de uma regio de alta presso para uma regio de baixa presso em um determinado tempo. A
vazo est relacionada com a diferena de presso entre dois pontos. Quanto maior a diferena
entre as presses, maior ser a vazo.
7.9.2. Unidades de Vazo
A quantidade total movimentada pode ser medida em unidades de volume (litros, mm3, cm3,
m3, gales, ps cbicos) ou em unidades de massa (g, kg, toneladas, libras). A vazo dada por
Ncleo de Tecnologias do Gs NTGS
101
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
uma das unidades acima, dividida por uma unidade de tempo (litros/min, m3/hora, ps cbicos por
minuto). No caso de gases e vapores, a unidade mais comum de vazo expressa em kg/h ou em
m3/h.
Quando se mede a vazo em unidades de volume, devem ser especificadas as "condiesbase" consideradas, pois o volume depende da temperatura e presso. Na medio de gases,
comum indicar a vazo em Nm3/h (normais metros cbicos por hora, ou seja, temperatura de 0
C e presso atmosfrica) ou em SCFM (ps cbicos standard por minuto - temperatura 60 F e
14,696 psia de presso atmosfrica).
Existem outras condies-base utilizadas: padro ABNT p = 1 atm e T = 15 oC, padro
Petrobrs p = 1 atm e T = 20 oC. As principais unidades para converso de vazo volumtrica e de
vazo mssica esto representadas na tabela 1. Vale dizer que:
1m3= 1000 litros
1galo (americano) = 3,785 litros
1p cbico = 0,0283168 m3
1libra = 0,4536 kg
7.9.3. Medidor de Diafragma
Cmara 1 est esvaziando,
cmara 2 est enchendo,
cmara 3 est vazia,
cmara 4 est cheia
Cmara 1 est vazia,
cmara 2 est cheia,
cmara 3 est enchendo,
cmara 4 est esvaziando.
Ncleo de Tecnologias do Gs NTGS
Cmara 1 est enchendo,
cmara 2 est esvaziando,
cmara 3 est cheia,
cmara 4 est vazia.
Cmara 1 est cheia,
cmara 2 est vazia,
cmara 3 est esvaziando,
cmara 4 est enchendo.
102
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
O medidor de diafragma ou sanfona muito usado em aplicaes domsticas e comerciais.
Observe que, no medidor de diafragma (figura seguinte), existem quatro
compartimentos ou cmaras. Cada compartimento preenchido ou esvaziado em
seqncia. O resultado um fluxo constante de gs.
7.9.4. Medidor Rotativo
De maneira semelhante ao medidor de diafragma, o medidor rotativo tambm tem cmaras
que se movem devido diferena de presses. Siga o fluxo de gs, Figura 58. Observe a direo
do fluxo e a direo dos rotores.
Figura 58. Apresentao esquemtica do funcionamento de um medidor rotativo.
Leitura dos medidores de diafragma e rotativo
O medidor de gs indica a vazo de gs que o atravessa pela contagem do preenchimento e
do esvaziamento das quatro cmaras. Desde que cada cmara seja preenchida a cada vez com a
mesma quantidade de gs, a medio muito precisa, e como uma cmara esvaziada enquanto
outra preenchida, a vazo de gs para o equipamento regular e ininterrupta.
Ncleo de Tecnologias do Gs NTGS
103
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Em um medidor, h trs tipos de contadores comumente encontrados, Figura 59:
a) Contadores de Consumo: totalizam o consumo de gs em um perodo de tempo, com a
finalidade de emisso de conta. Possuem diferentes precises. So os contadores de
1.000, 10.000, 100.000 e 1.000.000 m3 da figura acima;
b) Contador Indicador: tem maior preciso que o contador de consumo. No lido com o
propsito de emisso de conta. encontrado em alguns medidores de maior porte;
c) Contador de Teste: de alta preciso e tem duas funes. Primeiro, determinar a vazo de
entrada do equipamento em m3/h. Segundo, testar o medidor e a linha jusante com
relao a vazamentos. So os contadores de e 2 m3 na figura a seguir.
Figura 59. Exemplo de leitura do medidor: os nmeros indicados pelos ponteiros devem
ser acrescidos de dois zero (271100).
Observe os seguintes pontos para fazer uma leitura fcil e precisa do medidor:
1. Sempre leia do indicador da direita para o da esquerda.
2. Observe que os contadores so divididos em dcimos, sendo que cada contador gira
em direo oposta aos seus vizinhos. Sempre observe a direo de rotao do indicador, se
horria ou anti-horria, antes de fazer a leitura.
3. Para ler o consumo, tome os nmeros mais prximos j ultrapassados pelo ponteiro do
contador.
Ncleo de Tecnologias do Gs NTGS
104
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
4. A preciso do contador que voc est lendo determinada pelo contador vizinho de
maior exatido.
5. Para determinar a quantidade de gs consumida, faa leituras separadas em dias
diferentes. Subtraia a primeira leitura da segunda para encontrar a quantidade de gs usada
durante o tempo entre as duas leituras.
Atualmente, na indstria, os medidores so projetados para totalizar o volume de gs
medido, proporcionando uma indicao contnua em um grupo de relgios (contadores), como
mostrado na Figura 59. H uma tendncia para a utilizao de medidores digitais de leitura direta,
tambm conhecidos como medidores do tipo odmetro, Figura 60. Os contadores de teste, por
causa da sua funo, so ainda mantidos nos medidores do tipo odmetro.
Figura 60. Medidores de gs tipo odmetro.
8.
INSTALAR ACESSRIOS, APARELHOS E EQUIPAMENTOS A
GS
8.1.
INSTALAO DE MEDIDORES
Medidor o aparelho destinado a registrar o consumo de gs canalizado consumido por seus
usurios, Figura 61.
Existem dois tipos de medidores:
Medidor Coletivo - Destinado medio da quantidade de gs consumida por um
conjunto de economias em um determinado perodo.
Ncleo de Tecnologias do Gs NTGS
105
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Medidor Individual - Destinado medio da quantidade de gs consumida por uma nica
economia, em um determinado perodo.
Figura 61. Medidor de Gs tipo G1.
Os medidores sero abrigados em caixas de proteo ou cabines, suficientemente
ventiladas, em local devidamente iluminado, como exemplificado nos desenhos apresentados a
seguir:
8.2.
ABRIGOS E MEDIDORES DE GS
Os abrigos residenciais ou prediais devem estar protegidos com portas de material
incombustvel e resistente a choques mecnicos. Podem ser de alvenaria, placas de cimento,
concreto ou material equivalente. Devem estar em locais iluminados, ventilados e de fcil acesso,
Figura 62.
Os abrigos localizados em reas abertas devem ter suas portas ventiladas, Figura 63, Figura
64 e Figura 65. Caso estejam confinados no interior do imvel, sua porta deve ter abertura na
parte inferior (100 cm) contendo dutos de ventilao com comunicao para a parte externa do
prdio.
Ncleo de Tecnologias do Gs NTGS
106
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 62. Abrigo dos Medidores.
8.3.
LOCAL DE MEDIO DO GS
a) O local de medio do gs deve estar em condies de fcil acesso, situado no
alinhamento ou com tolerncia mxima de 2m do alinhamento;
b) O local de medio do gs deve estar em rea de servido comum, podendo agrupar
os medidores no trreo ou nos andares (corredor de distribuio), Figura 66;
c) Em locais de medio de gs, sujeitos a possibilidade de coliso, dever ser garantido
um espao livre e mnimo de 1m, atravs de proteo (muretas, grades, tubulaes, etc.) , sem
que haja impedimento a seu acesso. Essa proteo no pode ter altura superior 1m;
d) O local de medio de gs, onde for instalado regulador de presso com alivio, deve
estar provido de duto destinado, exclusivamente, disperso dos gases provenientes desse para
o exterior da edificao em local seguro, segundo especificaes do regulador;
e) O local de medio do gs para medidor individual com vazo ate 20Nm3/h pode ficar
acima do abrigo de gua, desde que o ponto de instalao de gs esteja no Maximo 1,50m acima
do piso;
Ncleo de Tecnologias do Gs NTGS
107
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
f) No podem ser instalados em compartimentos que tenham outras destinaes;
g) No poder ser instalado em escada, nem em seus patamares, podendo, no entanto,
ser instalado em compartimento no nvel dos patamares, respeitando a letra anterior;
h) No podero ser instalados na antecmara e/ou nas sadas de emergncias;
i) no interior dos abrigos s podem ser instalados os registros de corte do tipo fecho
rpido, os reguladores e os medidores;
j) Quando houver iluminao artificial, esta dever ser prova de exploso;
k) A locao de um grupo de medidores deve ser semelhante para todos os pavimentos,
devendo os grupos homlogos ser alimentados por uma nica prumada;
l) As portas dos abrigos dos medidores no podero dispor de sistema de fechamento
que impea, dificulte ou retarde qualquer acesso aos registros de corte de fornecimento;
m) Os abrigos dos medidores devero possuir sinalizao na porta; e, nos medidores, a
identificao da unidade a que esto servindo;
n) Os abrigos devero apresentar as dimenses mnimas para um medidor de 60x 60 x
20cm;
o) Para cada medidor a mais instalado na posio horizontal ser acrescido 30cm;
p) Para cada medidor a mais instalado na posio vertical ser acrescido 40cm;
r) Quando a edificao no possuir medidor, as dimenses mnimas do abrigo para a
instalao de um regulador de 2 estgio sero: 20 X40 X 20cm;
s) Os abrigos devem apresentar as tampas das caixas devidamente ventiladas,
observando-se uma rea equivalente a um dcimo de sua rea. A rea ventilada deve ser
apresentada em forma de venezianas, na parte inferior;
t) A entrada da canalizao de gs nos abrigos de medidores dever ser feita pela parte
superior;
u) A alimentao para as economias dever ser feita pela parte inferior dos abrigos de
medidores.
Ncleo de Tecnologias do Gs NTGS
108
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 63. Vista de um abrigo de medidores de gs individual em um condomnio,
localizado acima de um abrigo de medio de gua.
Figura 64. Abrigo para medidores prediais coletivos.
Ncleo de Tecnologias do Gs NTGS
109
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 65. Abrigo para medidores residenciais ou comerciais. Caixa de Proteo.
Ncleo de Tecnologias do Gs NTGS
110
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 66. Abrigo para medidores de gs prediais.
8.4.
EXAMES DE MEDIDORES
Os exames de medidores so realizados mediante solicitao de clientes que colocam em
dvida o volume de gs cobrado num determinado perodo, avaliando a leitura executada, o
funcionamento ou no do medidor e seu estado fsico, bem como a ocorrncia ou no de
Ncleo de Tecnologias do Gs NTGS
111
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
escapamentos, aconselhando ou no a substituio deste aparelho por parte da Companhia de
gs. O exame de medidores realizado por empresas contratas pela Companhia de Gs.
8.5.
PROCEDIMENTOS PARA SUBSTITUIO DE MEDIDORES
RESIDENCIAIS/COMERCIAIS
O objetivo destes procedimentos estabelecer a metodologia a ser empregada nos servios
de substituio de medidores de gs residenciais ou comerciais.
8.5.1. Procedimentos
a) Localizar o medidor a ser substitudo, pelo seu nmero, que consta da O.S (Ordem de
Servio);
b) Contatar o cliente e/ou seu representante que abastecido por este medidor, avisando-o da
pequena interrupo que haver no fornecimento de gs, enquanto o servio for realizado.
Caso esteja sendo utilizado o gs, pedir que o usurio feche todos os registros dos aparelhos,
durante a realizao do servio;
c) Fechar a vlvula de segurana, que fica esquerda do medidor, interrompendo o fluxo de gs
que vai para o cliente;
d) Conferir se a leitura, do novo medidor que vai ser instalado, 0000 m3 e anotar na O.S.,
juntamente com a leitura do medidor antigo que est sendo substitudo;
e) Substituir o medidor existente, pelo novo ou recuperado que foi fornecido pela MSGs, usando
arruelas novas nas porcas de ligao. No caso das conexes do novo medidor serem
diferentes daquelas do antigo medidor, trocar as porcas de ligao por outras adequadas;
f)
Reabrir a vlvula de segurana do medidor, observando com auxlio de espuma de sabo,
possveis vazamentos nas conexes;
g) Observar por 1 (um) minuto o mostrador/ponteiro de "LITROS" do medidor. Se este estiver se
movendo, fechar novamente a vlvula de segurana e procurar saber do consumidor se ficou
Ncleo de Tecnologias do Gs NTGS
112
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
aberta alguma torneira/vlvula dos aparelhos. Caso isto tenha ocorrido, fech-la e fazer
novamente o teste de 1 (um) minuto. Em caso de, ainda assim, o mostrador/ponteiro continuar
se movimentando, deixar a vlvula de segurana do medidor fechada, notificar por escrito ao
cliente e Companhia de Gs de que h escapamento nesta instalao interna;
h) No caso do cliente e/ou seu representante no estar presente, mas houver acesso ao medidor,
proceder substituio, deixando fechada a vlvula de segurana do medidor e um AVISO em
lugar acessvel, com os seguintes dizeres:
DE ACORDO COM O PROGRAMA DE MANUTENO PREVENTIVA
DA COMPANHIA DE GS, O MEDIDOR DE GS DE SUA RESIDNCIA E/OU
CASA COMERCIAL FOI SUBSTITUDO NESTA DATA.
PELO FATO DE NO HAVER NENHUM REPRESENTANTE SEU, PRESENTE
NA HORA DO SERVIO, DEIXAMOS, POR PRECAUO, A VLVULA DE
SEGURANA, QUE FICA ESQUERDA DE SEU MEDIDOR, FECHADA.
ANTES DE ABRI-LA, O QUE PODER SER FEITO A QUALQUER HORA,
PEDIMOS VERIFICAR SE TODAS AS TORNEIRAS E/OU VLVULAS DE SEUS
APARELHOS DE CONSUMO DE GS ESTO DEVIDAMENTE FECHADAS.
(Datar e assinar).
Retirar-se do local do servio, anotando na O.S. o que foi realizado e as irregularidades que
porventura tenham sido encontradas.
Ncleo de Tecnologias do Gs NTGS
113
Especializao Lato Sensu em Tecnologias do Gs Natural
9.
NTGs/SENAI - MS
Reguladores de Presso
9.1.
ABRIGO PARA REGULADOR DE PRESSO
9.1.1. Abrigo do Regulador
Geralmente localizado prximo ao alinhamento pblico, Figura 67;
Sua finalidade proteger o regulador que diminuir a presso do gs que vem da rede
pblica a nveis comparveis presso de trabalho nos equipamentos;
O regulador de presso deve estar protegido com portas ventiladas.
O abrigo regulador de presso pode:
Ser de alvenaria, placa de cimento ou material equivalente;
Estar localizado no alinhamento ou imediatamente aps o abrigo da gua;
Estar disposto paralelamente ou perpendicularmente da edificao;
Dever estar em local naturalmente ventilado, iluminado e de fcil acesso;
Dever ter as medidas: 95x70x55cm.
Ncleo de Tecnologias do Gs NTGS
114
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 67. Vista de um abrigo contendo uma vlvula geral do condomnio, sendo
alimentado por um ramal de ligao em ao carbono vindo da rua, derivando para o abrigo dos
medidores individuais do edifcio.
9.2.
VLVULA REGULADORA DE PRESSO
a) Na rede de distribuio externa, prximo a Central de gs, na rea de armazenamento,
deve haver uma vlvula de 1 estgio (de alta presso), dotada de manmetro e que dever ser
regulada entre 0,35 a 1 Kgf/cm2.
Ncleo de Tecnologias do Gs NTGS
115
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
b) No abrigo do(s) medidor(es) ser instalado, entre o registro de corte do tipo fecho
rpido e o medidor, outra vlvula reguladora, a de 2 estgio que regular a presso do gs para
os limites 0,02 a 0,03 Kgf/cm2.
c) No se permite a utilizao de presso superior a 1,3 Kgf/cm2 no interior das
instalaes.
d) Quando a presso de sada do recipiente de gs for igual a do aparelho tcnico de
queima, poder ser usada a vlvula de estgio nico.
e) Quando o aparelho de utilizao tiver um consumo at 240,8 kcal/mim de gs, pode-se
utilizar a vlvula de estgio nico devendo obedecer a tabela abaixo, onde os comprimentos
mximos da tubulao do regulador at o aparelho, sero:
Tubo de cobre 3/8" - no mximo at 03 m.
Tubo de ao 1/2" - no mximo at 15 m.
Tubo de ao 3/4" - no mximo at 30 m.
9.3.
REGULADORES DE ALTA PRESSO (GLP) - 1. ESTGIO
Reduz a presso dos recipientes ou tanques de gs GLP de 7 kgf/cm2 (686 kPa ou 7 bar)
para presso primria da rede limitada em 1,5 kgf/cm2 (150 kPa ou 1,5 bar) pela NBR 13932 e
NBR 14570. Normalmente esses reguladores permitem o ajuste da sua presso de sada entre
0,5 a 3,0 kgf/cm2 (50 a 300 kPa ou 0,5 a 3,0 bar), nos modelos com regulagem externa, Figura 68.
Figura 68. Reguladora de Presso de Primeiro estgio para GLP.
Ncleo de Tecnologias do Gs NTGS
116
Especializao Lato Sensu em Tecnologias do Gs Natural
9.4.
NTGs/SENAI - MS
REGULADORES DE BAIXA PRESSO (GLP) - 2 ESTGIO
Reduz a presso da rede primria para a presso de utilizao dos equipamentos de "baixa
presso" (2,8kPa ou 280mmca ou 28mbar), presso esta limitada a 5,0kPa (500mmca ou 50mbar)
conforme NBR 13932 e NBR 14570. Normalmente estes reguladores, Figura 69, permitem o ajuste
de sua presso de sada entre 2,5 kPa a 4,5 kPa (250 mmca a 450 mmca ou 25 a 45 mbar).
Figura 69. Reguladores de Baixa Presso para GLP.
9.5.
REGULADORES DE ALTA PRESSO (GN) 1 ESTGIO
Reduz a presso da rede de gs natural para a presso primria da rede limitada em
1,5kgf/cm2 (150kPa ou 1,5bar) conforme NBR 13933 e NBR 14570.
Normalmente estes reguladores permitem o ajuste de sua presso de sada entre 0,5 a
3,0kgf/cm2 (de 50 a 300kPa ou 0,5 a 3,0bar), nos modelos com regulagem externa, Figura
70.
Ncleo de Tecnologias do Gs NTGS
117
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 70. Reguladores de Alta Presso para Gs Natural.
9.6.
REGULADORES DE BAIXA PRESSO (GN) 2 ESTGIO
Reduz a presso da rede primria para a presso de utilizao dos equipamentos de "baixa
presso" (2,0kPa ou 200mmca ou 20mbar), presso esta limitada a 5,0kPa (500mmca ou 50mbar)
conforme NBR 13933 e NBR 14570.
Normalmente estes reguladores permitem o ajuste de sua presso de sada entre 1,7 a
3,0kPa (170mmca a 300mmca ou 17mbar a 30mbar), Figura 71.
Figura 71. Reguladora de Baixa Presso para Gs Natural.
9.7.
ESTABILIZADORES DE PRESSO 3 ESTGIO
Ncleo de Tecnologias do Gs NTGS
118
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Reduz a presso da rede secundria para a presso de utilizao (queima) do gs nos
equipamentos de baixa presso 2,8kPa (280mmca ou 28mbar) para GLP ou 2,0KPa (200mmca ou
20mbar) para GN. Por exemplo, de 5kPa (500mmca ou 50mbar) para 2,8kPa.
Pode ser utilizado no caso de dois equipamentos na mesma rede que necessitem de
presses diferentes. Neste caso, ajusta-se o segundo estgio para a presso mais alta e instala-se
o estabilizador antes do equipamento que necessita de uma presso menor, Figura 72. Por
exemplo: fogo e aquecedor em apartamentos.
Figura 72. Estabilizadores de Presso, 3 estgio.
9.8.
APRESENTAO ESQUEMTICA DE INSTALAES INDUSTRIAIS E PREDIAIS
Com o auxlio das e Figura 74, podemos acompanhar como dever ser apresentada uma
instalao final tanto na rea industrial bem como residencial.
Esquema para Instalao Industrial
Ncleo de Tecnologias do Gs NTGS
119
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 73. Representao esquemtica de uma Instalao Industrial.
Esquema para Instalao Predial
Ncleo de Tecnologias do Gs NTGS
120
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 74. Representao esquemtica de uma Instalao Residencial com GN. OPSO =
Vlvula de bloqueio por sobre-presso com rearme manual
9.9.
TUBO FLEXVEL
O tubo flexvel, Figura 75, alm de ser mais rpida, a instalao possua a grande vantagem
de ter menos conexes e, portanto menor possibilidade de vazamento. Alm disso, o consumidor
poder movimentar o equipamento com facilidade para fazer a limpeza.
O comprimento mximo do tubo flexvel dever ser de 1,25m. O tubo flexvel, devidamente
instalado num equipamento, deve ficar na posio em forma de U. Os tubos flexveis devem
atender as condies de resistncia da aplicao a serem compatveis com GN, bem como,
atender os requisitos das normas NBR 7541 e NBR 14177.
Flexveis e Pig Tail
Para instalaes de gs GLP e GN:
Ncleo de Tecnologias do Gs NTGS
121
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
Figura 75. Apresentao dos flexveis empregados em instalaes com GN e GLP.
10. REVISAR INSTALAES INTERNAS E APARELHOS A GS
PREDIAIS
10.1.
TIPOS DE RECUPERAO DAS INSTALAES
Recuperao de instalaes internas por mtodo no destrutivo;
Substituio parcial de trechos de tubulao;
Insero;
Substituio de unies rosqueadas (em ao).
10.1.1.
Recuperao
de
Ncleo de Tecnologias do Gs NTGS
Instalaes
internas
por
mtodo
122
no
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
destrutivo (MND)
Este mtodo aplicado na linha de baixa presso, aps o regulador de presso, que mantm
a instalao na presso de trabalho dos aparelhos do consumidor.
[ Etapas a serem executadas:
[ Inspeo Visual das instalaes desde o PI at os pontos de consumo;
[ Inspeo dos aparelhos do Consumidor;
[ Fechamento do ramal de alimentao;
[ Retirada do medidor;
[ Fechamento dos aparelhos do consumidor;
[ Teste de estanqueidade com equipamento eletrnico ligado no lugar do
medidor;
[ Retirada dos aparelhos do consumidor;
[ Limpeza interna da tubulao;
[ Teste pneumtico;
[ Injeo do selante;
[ Retirada do selante excedente;
[ Cura do selante;
[ Teste de estanqueidade final;
[ Recolocao do Medidor;
[ Religao dos aparelhos do consumidor;
Ncleo de Tecnologias do Gs NTGS
123
Especializao Lato Sensu em Tecnologias do Gs Natural
NTGs/SENAI - MS
[ Abertura do ramal de ligao;
[ Teste de funcionamento dos aparelhos do consumidor.
10.1.2.
Substituio parcial de trechos de tubulao (Utilizao de
conexes compresso).
Quando no possvel a utilizao do MND, e existe a possibilidade de localizar os pontos
de vazamento, so substitudos, os trechos comprometidos, utilizando se peas compresso, por
serem conexes que eliminam a necessidade de se fazer roscas ou soldas, eliminando tambm a
necessidade de utilizao de materiais para vedao como teflon, diminuindo muito a quantidade
de quebras necessrias para sua utilizao. A montagem dessas conexes muito fcil e rpida,
sendo utilizadas nas substituies das partes danificadas da tubulao e ou simplesmente na troca
de uma conexo danificada.
Para a localizao desses pontos de vazamento usamos, basicamente, detectores de gs e
pressurizao da instalao. Este servio mais econmico e mais rpido que a execuo de uma
instalao.
10.1.3.
Insero
Para este tipo de servio deve-se tomar certos cuidados quanto dimenso dos tubos a
serem inseridos para que no provoquem o desabastecimento dos aparelhos do consumidor. Este
processo s possvel, por enquanto, nos trechos retos das instalaes. tambm mais
econmico e mais rpido que a execuo de uma instalao nova.
Ncleo de Tecnologias do Gs NTGS
124
Das könnte Ihnen auch gefallen
- Decreto Federal 4581-2003 - Controle de Movimento Transfronteiriços de Resíduos Sólidos e DepósitosDokument14 SeitenDecreto Federal 4581-2003 - Controle de Movimento Transfronteiriços de Resíduos Sólidos e DepósitosHebert Aparecido PedrosoNoch keine Bewertungen
- Fábrica de Artefatos de CimentoDokument25 SeitenFábrica de Artefatos de CimentoEdson MoraisNoch keine Bewertungen
- Unidade Produtora de Artefatos de CimentoDokument27 SeitenUnidade Produtora de Artefatos de CimentoMelina SpagnuoloNoch keine Bewertungen
- Ratton Manual de EstudioDokument272 SeitenRatton Manual de Estudiozemarcelo8Noch keine Bewertungen
- Apostila O PetróleoDokument29 SeitenApostila O PetróleojvenancioNoch keine Bewertungen
- Ligas de Cobre SociescDokument87 SeitenLigas de Cobre SociescLucas CostaNoch keine Bewertungen
- Materiais Não FerrososDokument19 SeitenMateriais Não FerrososJEAN LUCA VIVEIROS DE SÁNoch keine Bewertungen
- Domínio 1: Elementos Químicos e Sua Organização: AL 3 Densidade Relativa de MetaisDokument2 SeitenDomínio 1: Elementos Químicos e Sua Organização: AL 3 Densidade Relativa de MetaisCarla ValentimNoch keine Bewertungen
- Ficha AMP 95 Amino 2 Netilpropanol AguaDokument9 SeitenFicha AMP 95 Amino 2 Netilpropanol AguaWalter RigolinoNoch keine Bewertungen
- Dicionario Tecnico Ingles PortuguesDokument9 SeitenDicionario Tecnico Ingles PortuguesAnonymous vJOOkQmNoch keine Bewertungen
- Grampo de Linha Viva conecta cabosDokument2 SeitenGrampo de Linha Viva conecta cabosRoger Edson VargasNoch keine Bewertungen
- Estados de oxidação dos metais do bloco dDokument17 SeitenEstados de oxidação dos metais do bloco dFabi MansillaNoch keine Bewertungen
- Química Analítica Qualitativa: Christian BollerDokument17 SeitenQuímica Analítica Qualitativa: Christian BollerEdsonNoch keine Bewertungen
- MS - DMR Es15lb SDokument66 SeitenMS - DMR Es15lb Sjocimar1000Noch keine Bewertungen
- Principios Da CianetacaoDokument36 SeitenPrincipios Da CianetacaoMiguel GuzmanNoch keine Bewertungen
- Catalogo Tecnico HelzinDokument39 SeitenCatalogo Tecnico HelzinJose Luis Echeverria SalgadoNoch keine Bewertungen
- 1o Simulado ITA 60 questõesDokument16 Seiten1o Simulado ITA 60 questõesOlivia100% (1)
- Elementos de TransiçãoDokument17 SeitenElementos de TransiçãoAnonymous xauweRn4wNoch keine Bewertungen
- Catálogo VBS 2012/2013Dokument486 SeitenCatálogo VBS 2012/2013helderruiNoch keine Bewertungen
- Apostila Condutores e IsolantesDokument3 SeitenApostila Condutores e IsolantesAldenir GonçalvesNoch keine Bewertungen
- Aula 10 - Diagrama de FasesDokument40 SeitenAula 10 - Diagrama de FasesMarcello SilvaNoch keine Bewertungen
- Áudios de frequências cerebrais para relaxamento e bem-estarDokument5 SeitenÁudios de frequências cerebrais para relaxamento e bem-estarAlan ClaudioNoch keine Bewertungen
- DepPrataContatoDokument2 SeitenDepPrataContatoAntonio MarquesNoch keine Bewertungen
- Schneider Barramentos Eletricos Pre-Fabricados de 20 A 1000a PDFDokument64 SeitenSchneider Barramentos Eletricos Pre-Fabricados de 20 A 1000a PDFlfrg13Noch keine Bewertungen
- Cristalina, defeitos e difusão em materiaisDokument12 SeitenCristalina, defeitos e difusão em materiaisPedro VentorimNoch keine Bewertungen
- Química geral: propriedades do mercúrio e processos de separaçãoDokument27 SeitenQuímica geral: propriedades do mercúrio e processos de separaçãoKamilaNoch keine Bewertungen
- Qual A Densidade em GDokument3 SeitenQual A Densidade em Gmary5stela5camillatoNoch keine Bewertungen
- Manual Soldagem AlumínioDokument26 SeitenManual Soldagem Alumíniocaiomaba2100% (1)
- Fundamentos Da Química InorgânicaDokument187 SeitenFundamentos Da Química InorgânicaPós-Graduações UNIASSELVINoch keine Bewertungen
- OSE - Ed-166 - Nov19 Condutores Bimetal P Aterrar LTsDokument6 SeitenOSE - Ed-166 - Nov19 Condutores Bimetal P Aterrar LTsEduardo FariasNoch keine Bewertungen
- Lokring I Aluminium Brochure 210x210mm 18.12.2013 PTDokument20 SeitenLokring I Aluminium Brochure 210x210mm 18.12.2013 PTwilliamdevideNoch keine Bewertungen
- INIUCIO PANELAS Conheça Tipos de PanelasDokument42 SeitenINIUCIO PANELAS Conheça Tipos de PanelasSidney ChristNoch keine Bewertungen
- Fabricação de cabos elétricosDokument27 SeitenFabricação de cabos elétricosana.souza.cefetNoch keine Bewertungen
- Cabo de Controle Blindado em Malha de Cobre 500v - 1kV - MD PolicabosDokument5 SeitenCabo de Controle Blindado em Malha de Cobre 500v - 1kV - MD PolicabosVladimir BritoNoch keine Bewertungen