Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- ASME SEC IX Article Iii, Welding Performance QualificationsDokument11 SeitenASME SEC IX Article Iii, Welding Performance QualificationsTeoxNoch keine Bewertungen
- Aws QCDokument111 SeitenAws QCPIERRONNoch keine Bewertungen
- SMAW & GTAW Filler Metal Selection GuideDokument2 SeitenSMAW & GTAW Filler Metal Selection GuideShanmuga Navaneethan100% (1)
- Draft Wps Astm A 743 GR - Ca6nmDokument2 SeitenDraft Wps Astm A 743 GR - Ca6nmIlham PaneNoch keine Bewertungen
- Joint Coating Application & Pipe Coating Procedure-009-RappDokument8 SeitenJoint Coating Application & Pipe Coating Procedure-009-Rappgst ajahNoch keine Bewertungen
- JK Creek and River Crossing ProcedureDokument10 SeitenJK Creek and River Crossing Proceduregst ajah100% (1)
- AY2018-2019 - Exercise On Welding ProcessesDokument27 SeitenAY2018-2019 - Exercise On Welding ProcessesCristina Barbu100% (1)
- Dia 2,4 MM Certificate - 2110091740062678 ALTIG 316 LDokument1 SeiteDia 2,4 MM Certificate - 2110091740062678 ALTIG 316 Lgst ajah100% (1)
- Commisioning Check ListDokument21 SeitenCommisioning Check Listgst ajahNoch keine Bewertungen
- Joint Coating Application & Pipe Coating ProcedureDokument7 SeitenJoint Coating Application & Pipe Coating Proceduregst ajahNoch keine Bewertungen
- Welding Map & NDE Map JTBDokument7 SeitenWelding Map & NDE Map JTBFarhan PutraNoch keine Bewertungen
- PIPELINE WELD NUMBERING SYSTEMDokument9 SeitenPIPELINE WELD NUMBERING SYSTEMgst ajah100% (2)
- Sigmadur GlossDokument5 SeitenSigmadur Glossgst ajahNoch keine Bewertungen
- Buffing ProcDokument2 SeitenBuffing Procgst ajahNoch keine Bewertungen
- 13 - Piping Sample ReportDokument5 Seiten13 - Piping Sample ReportS Surya Dharma100% (3)
- Hardness Pro Form1Dokument2 SeitenHardness Pro Form1gst ajah100% (1)
- Hardness Pro Form1Dokument2 SeitenHardness Pro Form1gst ajah100% (1)
- TIG Welding Process GuideDokument29 SeitenTIG Welding Process GuidezahidNoch keine Bewertungen
- Welding Variables for Qualification of Base Metals and Filler MetalsDokument3 SeitenWelding Variables for Qualification of Base Metals and Filler MetalsAdilMunirNoch keine Bewertungen
- Certificate Kawat PDFDokument1 SeiteCertificate Kawat PDFgst ajahNoch keine Bewertungen
- PT Gerbang Sarana Baja: Buffing Procedure OF Pressure VesselDokument2 SeitenPT Gerbang Sarana Baja: Buffing Procedure OF Pressure Vesselgst ajahNoch keine Bewertungen
- GP J025!07!010 Ymn BTS Telkomsel SASDokument3 SeitenGP J025!07!010 Ymn BTS Telkomsel SASgst ajahNoch keine Bewertungen
- JK Pipeline Welding & Installation Traceability Procedure CoDokument1 SeiteJK Pipeline Welding & Installation Traceability Procedure Cogst ajahNoch keine Bewertungen
- Altig 316L PDFDokument1 SeiteAltig 316L PDFgst ajahNoch keine Bewertungen
- Pipeline Weld Joint & Ragiograph Film Numbering System CoverDokument1 SeitePipeline Weld Joint & Ragiograph Film Numbering System Covergst ajahNoch keine Bewertungen
- PLQ45011 PDFDokument1 SeitePLQ45011 PDFgst ajahNoch keine Bewertungen
- Penguard Midcoat MIO: Technical Data SheetDokument4 SeitenPenguard Midcoat MIO: Technical Data Sheetgst ajahNoch keine Bewertungen
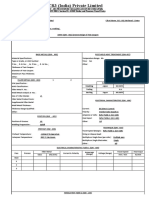
- Quality inspection report for gas flow componentsDokument1 SeiteQuality inspection report for gas flow componentsgst ajahNoch keine Bewertungen
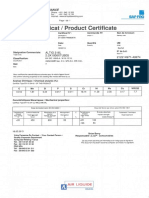
- Chemical and Mechanical Analysis of Welding RodDokument1 SeiteChemical and Mechanical Analysis of Welding Rodgst ajahNoch keine Bewertungen
- Penguard Midcoat MIO: Technical Data SheetDokument4 SeitenPenguard Midcoat MIO: Technical Data Sheetgst ajahNoch keine Bewertungen
- TDS Jotamastic 70 GB English ProtectiveDokument4 SeitenTDS Jotamastic 70 GB English ProtectiveSatish VishnubhotlaNoch keine Bewertungen
- ACP-2017!01!04.Lampiran Tds Hardtop XPDokument5 SeitenACP-2017!01!04.Lampiran Tds Hardtop XPBayumi Tirta JayaNoch keine Bewertungen
- GP J025!07!010 Ymn BTS Telkomsel SASDokument3 SeitenGP J025!07!010 Ymn BTS Telkomsel SASgst ajahNoch keine Bewertungen
- JK Creek and River Crossing Procedure CoverDokument1 SeiteJK Creek and River Crossing Procedure Covergst ajahNoch keine Bewertungen
- ACP-2017!01!04.Lampiran Tds Hardtop XPDokument5 SeitenACP-2017!01!04.Lampiran Tds Hardtop XPBayumi Tirta JayaNoch keine Bewertungen
- Attachment A - CRCPDokument3 SeitenAttachment A - CRCPgst ajahNoch keine Bewertungen
- 022 Hydrotest-ProcedureDokument5 Seiten022 Hydrotest-Proceduregst ajahNoch keine Bewertungen
- JK Creek and River Crossing Procedure CoverDokument1 SeiteJK Creek and River Crossing Procedure Covergst ajahNoch keine Bewertungen
- What Are Wormholes and How Can They Be PreventedDokument13 SeitenWhat Are Wormholes and How Can They Be PreventedElvin MenlibaiNoch keine Bewertungen
- General Multi Choice Paper - 3Dokument4 SeitenGeneral Multi Choice Paper - 3Chinni KrishnaNoch keine Bewertungen
- Magicwave 2200Dokument160 SeitenMagicwave 2200djotenNoch keine Bewertungen
- History of TIGDokument13 SeitenHistory of TIGJayakrishnaNoch keine Bewertungen
- Soldadora Tic Thermal Arc 202Dokument60 SeitenSoldadora Tic Thermal Arc 202oscarNoch keine Bewertungen
- WELDER (Dual Mode) : Under Dual Training SystemDokument33 SeitenWELDER (Dual Mode) : Under Dual Training SystemUmang SoniNoch keine Bewertungen
- Export Product Catalog 2018Dokument35 SeitenExport Product Catalog 2018REZKINoch keine Bewertungen
- ZmaglitDokument2 SeitenZmaglitahmedelhajNoch keine Bewertungen
- Procedure Qualification Record (PQR)Dokument3 SeitenProcedure Qualification Record (PQR)surjithkocherilNoch keine Bewertungen
- Oerlikon Competence 3 Grade 92 2008Dokument32 SeitenOerlikon Competence 3 Grade 92 2008Claudia MmsNoch keine Bewertungen
- Premier Limited Plate Data SheetDokument14 SeitenPremier Limited Plate Data SheetGurbir SinghNoch keine Bewertungen
- 686 Electromedical Technology 2nd SemDokument24 Seiten686 Electromedical Technology 2nd Semmaymonamou 2001Noch keine Bewertungen
- Heat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061Dokument6 SeitenHeat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061V.v. TaguisNoch keine Bewertungen
- PDF Chapter 1 MEC 218 Welding Overview Student ResourceDokument9 SeitenPDF Chapter 1 MEC 218 Welding Overview Student ResourceShamsudeen Abubakar SodangiNoch keine Bewertungen
- WPS 02Dokument2 SeitenWPS 02ZaidiNoch keine Bewertungen
- W Section 2 Tig Welding Saf Fro General Catalogue3005009245853932523Dokument18 SeitenW Section 2 Tig Welding Saf Fro General Catalogue3005009245853932523Rolando DaclanNoch keine Bewertungen
- ResumeDokument2 SeitenResumeapi-489105449Noch keine Bewertungen
- DDDDokument7 SeitenDDDmohd as shahiddin jafriNoch keine Bewertungen
- Owner'S Manual: Bobcat 225GDokument26 SeitenOwner'S Manual: Bobcat 225GSaim MohamedNoch keine Bewertungen
- Idealarc DC-655: Stick, TIG, MIG, Flux-Cored, Submerged Arc, GougingDokument2 SeitenIdealarc DC-655: Stick, TIG, MIG, Flux-Cored, Submerged Arc, GougingJose Luis Sardinero GarciaNoch keine Bewertungen
- SLV General Introduction To Welding TechnologyDokument35 SeitenSLV General Introduction To Welding TechnologyMohammad Sobhan RajabiNoch keine Bewertungen
- Question 11 To 20Dokument37 SeitenQuestion 11 To 20Ehsan KhanNoch keine Bewertungen