Das könnte Ihnen auch gefallen
- Advanced Pharmaceutical analysisVon EverandAdvanced Pharmaceutical analysisBewertung: 4.5 von 5 Sternen4.5/5 (2)
- CHEM 2002 Tutorial Sheet 6 - Process for Monochlorodecane ProductionDokument20 SeitenCHEM 2002 Tutorial Sheet 6 - Process for Monochlorodecane Productionajali1957Noch keine Bewertungen
- PS 7 - Material Balance With Chemical Reactions For Multiple UnitsDokument1 SeitePS 7 - Material Balance With Chemical Reactions For Multiple UnitsBernie SuarezNoch keine Bewertungen
- CBE 202 Homework #2: Deacon process, methanol production, chlorination reactionsDokument2 SeitenCBE 202 Homework #2: Deacon process, methanol production, chlorination reactions김민성Noch keine Bewertungen
- Hysys Casestudy StatementDokument2 SeitenHysys Casestudy StatementHusam SidonNoch keine Bewertungen
- LAB5Dokument1 SeiteLAB5Tarmizi Al-AminNoch keine Bewertungen
- Assignment ReactiveDokument2 SeitenAssignment ReactiveNUREEN DAYANA BINTI MOHD IZMANIZAN A21ET01940% (1)
- Design (Ch.1 Problems)Dokument5 SeitenDesign (Ch.1 Problems)John UnkNoch keine Bewertungen
- Assignments 4SY2015 2016Dokument6 SeitenAssignments 4SY2015 2016Carlito H. Monasque Jr.Noch keine Bewertungen
- Checal 2 Module ProblemsDokument3 SeitenChecal 2 Module Problems5zywgtdkw5Noch keine Bewertungen
- Exercise 12 HYSYSDokument2 SeitenExercise 12 HYSYSSiti Hajar Jamaluddin100% (1)
- How To Handle Oxyreactor HCL ImpregnationDokument5 SeitenHow To Handle Oxyreactor HCL ImpregnationAleidinNoch keine Bewertungen
- Process Modeling and Flowsheeting for Vinyl Chloride Monomer ProductionDokument39 SeitenProcess Modeling and Flowsheeting for Vinyl Chloride Monomer ProductionHaiqal Aziz100% (1)
- 2.4 Manufacturing Process: Chlorination of MethaneDokument6 Seiten2.4 Manufacturing Process: Chlorination of MethaneAnonymous XSuXpopx0QNoch keine Bewertungen
- Fourth Chapter - Part 3Dokument25 SeitenFourth Chapter - Part 3toslim jahidNoch keine Bewertungen
- Flowsheeting Sheet (1) 21/2/2015: Ag-CatalystDokument5 SeitenFlowsheeting Sheet (1) 21/2/2015: Ag-CatalystAhmed Hamdy Khattab100% (1)
- 3 - Process Flow Diagram Part II Vinyle Chloride ManufactureDokument19 Seiten3 - Process Flow Diagram Part II Vinyle Chloride ManufactureOmar Al-abadi100% (1)
- Process Synthesis for Monochlorodecane ProductionDokument18 SeitenProcess Synthesis for Monochlorodecane Productionajali1957Noch keine Bewertungen
- Catalytic Hydration Method To Produce Ethanol From EthyleneDokument2 SeitenCatalytic Hydration Method To Produce Ethanol From Ethylenejan100% (1)
- Experiment 9 - : Alkene Synthesis From Alcohol Preparation of Cyclohexene From CyclohexanolDokument6 SeitenExperiment 9 - : Alkene Synthesis From Alcohol Preparation of Cyclohexene From CyclohexanolSoo Hui Yan0% (2)
- Politecnico di Milano Fundamentals of Chemical Processes ExercisesDokument4 SeitenPolitecnico di Milano Fundamentals of Chemical Processes ExercisesEliot Kh0% (1)
- LECTURE - 4: ChloromethaneDokument4 SeitenLECTURE - 4: Chloromethaneمحمود محمدNoch keine Bewertungen
- Kuliah 2 PDFDokument51 SeitenKuliah 2 PDFusepNoch keine Bewertungen
- Synthesis of Alkyl HalideDokument3 SeitenSynthesis of Alkyl HalideKelvin LabarezNoch keine Bewertungen
- SKKK1113 Tutorial Assignment-04-ReactiveDokument2 SeitenSKKK1113 Tutorial Assignment-04-ReactiveNUREEN DAYANA BINTI MOHD IZMANIZAN A21ET0194Noch keine Bewertungen
- Process Synthesis:: Dr. Chandra Mouli M.RDokument39 SeitenProcess Synthesis:: Dr. Chandra Mouli M.RRayan HassanNoch keine Bewertungen
- Mass balance tutorial problemsDokument2 SeitenMass balance tutorial problemsMohamed AbdullaNoch keine Bewertungen
- Lectut CHN-102 PDF ReactiveDokument4 SeitenLectut CHN-102 PDF ReactiveTanmaysainiNoch keine Bewertungen
- Petrochemicals OverviewDokument12 SeitenPetrochemicals OverviewSai Swaroop MandalNoch keine Bewertungen
- TOPIC: Acetic Acid Production Through Methanol Carbonylation Route Group MembersDokument3 SeitenTOPIC: Acetic Acid Production Through Methanol Carbonylation Route Group MembersThrese AreolaNoch keine Bewertungen
- University of Melbourne Department of Chemical and Biomolecular Engineering 411-102 Chemical Process Analysis Tutorial Sheet CDokument3 SeitenUniversity of Melbourne Department of Chemical and Biomolecular Engineering 411-102 Chemical Process Analysis Tutorial Sheet CAn FakeihahNoch keine Bewertungen
- Petrochemical IndustryDokument112 SeitenPetrochemical IndustryPaolo ScafettaNoch keine Bewertungen
- Synthetic Organic Chemicals from PetrochemicalsDokument112 SeitenSynthetic Organic Chemicals from PetrochemicalsS S S REDDYNoch keine Bewertungen
- 2017CHE008 DetailedProcessDescription1Dokument17 Seiten2017CHE008 DetailedProcessDescription1Xi Liinett AqkoNoch keine Bewertungen
- Ejercicio Balance de Masa para SimulaciónDokument2 SeitenEjercicio Balance de Masa para SimulaciónMario Albarracín0% (1)
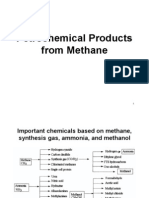
- Petrochemical Products From Methane (Compatibility Mode)Dokument62 SeitenPetrochemical Products From Methane (Compatibility Mode)Jack Chee83% (6)
- Oxidation of Ethylene (Production)Dokument4 SeitenOxidation of Ethylene (Production)Alperen AydınNoch keine Bewertungen
- Odour Control in Waste Water PlantsDokument10 SeitenOdour Control in Waste Water PlantsMadhavan DurairajNoch keine Bewertungen
- PD TopicDokument6 SeitenPD TopicAnonymous Flh0GZNoch keine Bewertungen
- Acetic Acid Production ProcessDokument2 SeitenAcetic Acid Production ProcessAimi LiyanaNoch keine Bewertungen
- VC ManufactureDokument20 SeitenVC ManufactureCiara AlarcónNoch keine Bewertungen
- HCL From Chlorination of MethaneDokument3 SeitenHCL From Chlorination of MethaneJaynie Lee VillaranNoch keine Bewertungen
- Manufacturing Methods: 1. Methanol Carbonylation 2. Acetaldehyde Oxidation 3. Ethylene Oxidation 4. Anerobic FermentationDokument39 SeitenManufacturing Methods: 1. Methanol Carbonylation 2. Acetaldehyde Oxidation 3. Ethylene Oxidation 4. Anerobic Fermentationkumari svgNoch keine Bewertungen
- Interversions of Carbon Compounds (1415)Dokument9 SeitenInterversions of Carbon Compounds (1415)holdonpainendsNoch keine Bewertungen
- Formal Report For Synthesis of An Alkyl HalideDokument5 SeitenFormal Report For Synthesis of An Alkyl HalideLovelyn Marie Morada Nievales80% (5)
- Vinyl ChlorideDokument5 SeitenVinyl ChlorideDragos N. SavuNoch keine Bewertungen
- Acetylene DerivativesDokument5 SeitenAcetylene Derivativesdaabgchi100% (1)
- Lecture 9Dokument23 SeitenLecture 9amirmasoudNoch keine Bewertungen
- Publication 12 18639 6095Dokument4 SeitenPublication 12 18639 6095Naliana LupascuNoch keine Bewertungen
- Produccion de Acido Acetico A Partir de La Oxidacion de EtilenoDokument6 SeitenProduccion de Acido Acetico A Partir de La Oxidacion de EtilenoBrayan CortésNoch keine Bewertungen
- Chemistry 107 LabComplex Ions of Cobalt (Corrected)Dokument8 SeitenChemistry 107 LabComplex Ions of Cobalt (Corrected)Guangyu XuNoch keine Bewertungen
- Acrylonitrile Synthesis Process Flow DiagramDokument2 SeitenAcrylonitrile Synthesis Process Flow Diagramnur_ika_1Noch keine Bewertungen
- Week 2 ADokument16 SeitenWeek 2 AsehunNoch keine Bewertungen
- PFD-Raw material storage to VCM purificationDokument4 SeitenPFD-Raw material storage to VCM purificationkimulienNoch keine Bewertungen
- Sodium Borohydride Reduction of A KetoneDokument5 SeitenSodium Borohydride Reduction of A KetoneJulie Edington100% (1)
- CRE (Stage 3) GROUP A6Dokument13 SeitenCRE (Stage 3) GROUP A6Danish MughalNoch keine Bewertungen
- Process DescriptionDokument4 SeitenProcess DescriptionKen VenzonNoch keine Bewertungen
- Arrieta Ethylene GlycolDokument8 SeitenArrieta Ethylene GlycolNguyen VietNoch keine Bewertungen
- Understanding Process Equipment for Operators and EngineersVon EverandUnderstanding Process Equipment for Operators and EngineersBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Roadmap To Success - Part 1 - PresentationDokument45 SeitenRoadmap To Success - Part 1 - PresentationKimberly Conley100% (1)
- ROADMAP - Part 2 - Grow Your Online Presence - Workbook-2Dokument14 SeitenROADMAP - Part 2 - Grow Your Online Presence - Workbook-2Kimberly ConleyNoch keine Bewertungen
- Refineries 2013Dokument1 SeiteRefineries 2013Kimberly ConleyNoch keine Bewertungen
- Pulp Bleaching Chapter Explains Key ProcessesDokument14 SeitenPulp Bleaching Chapter Explains Key ProcessesabhayNoch keine Bewertungen
- How To Work With Natural Light - Updated GuideDokument10 SeitenHow To Work With Natural Light - Updated GuideKimberly ConleyNoch keine Bewertungen
- Electronic Chemicals & Materials Market by Types, Application, Forms & Geography - Regional Trends & Forecast To 2019Dokument1 SeiteElectronic Chemicals & Materials Market by Types, Application, Forms & Geography - Regional Trends & Forecast To 2019Kimberly ConleyNoch keine Bewertungen
- ChemicalEngineering Chemical Engineering December 2022Dokument64 SeitenChemicalEngineering Chemical Engineering December 2022Kimberly ConleyNoch keine Bewertungen
- Guide - Your Dream Food Photography StyleDokument6 SeitenGuide - Your Dream Food Photography StyleKimberly ConleyNoch keine Bewertungen
- Roadmap To Success - Part 2 - PresentationDokument42 SeitenRoadmap To Success - Part 2 - PresentationKimberly ConleyNoch keine Bewertungen
- How To Level Up Your IncomeDokument50 SeitenHow To Level Up Your IncomeKimberly ConleyNoch keine Bewertungen
- Reference List - Biomass Energy Plants - AshxDokument2 SeitenReference List - Biomass Energy Plants - AshxKimberly ConleyNoch keine Bewertungen
- National Biomass Strategy Nov 2011 FINALDokument32 SeitenNational Biomass Strategy Nov 2011 FINALKimberly ConleyNoch keine Bewertungen
- Survey of Biomass Resource Assessments and Assessment Capabilities in APEC EconomiesDokument155 SeitenSurvey of Biomass Resource Assessments and Assessment Capabilities in APEC EconomiesKimberly ConleyNoch keine Bewertungen
- Shrub Willow Handbook Guide to Growing as Bioenergy CropDokument27 SeitenShrub Willow Handbook Guide to Growing as Bioenergy CropKimberly ConleyNoch keine Bewertungen
- Human Error Rca Ebook SologicDokument22 SeitenHuman Error Rca Ebook SologicKimberly Conley100% (1)
- Seven Leading Indicators To Drive Safety Improvement in Your OrganizationDokument16 SeitenSeven Leading Indicators To Drive Safety Improvement in Your OrganizationKimberly ConleyNoch keine Bewertungen
- Briefing Session With FMM On GET - 07032022Dokument11 SeitenBriefing Session With FMM On GET - 07032022Kimberly ConleyNoch keine Bewertungen
- Renewable and Sustainable Energy Reviews: A Review On Biomass As A Fuel For BoilersDokument28 SeitenRenewable and Sustainable Energy Reviews: A Review On Biomass As A Fuel For BoilersKimberly ConleyNoch keine Bewertungen
- Which Tool When Ebook - Final EngDokument24 SeitenWhich Tool When Ebook - Final EngKimberly ConleyNoch keine Bewertungen
- ChemicalEngineering - Chemical Engineering July 2022Dokument65 SeitenChemicalEngineering - Chemical Engineering July 2022Kimberly ConleyNoch keine Bewertungen
- Designing For OpEx in The OfficeDokument7 SeitenDesigning For OpEx in The OfficePaulo César Silva BurbanoNoch keine Bewertungen
- ChemicalEngineering - Chemical Engineering June 2022Dokument53 SeitenChemicalEngineering - Chemical Engineering June 2022Kimberly ConleyNoch keine Bewertungen
- A A A A B C B: Criticality Analysis WorksheetDokument1 SeiteA A A A B C B: Criticality Analysis WorksheetKimberly ConleyNoch keine Bewertungen
- GSK OpxDokument28 SeitenGSK OpxKimberly ConleyNoch keine Bewertungen
- End End Value Stream Design Institute For OpExDokument8 SeitenEnd End Value Stream Design Institute For OpExKimberly ConleyNoch keine Bewertungen
- End End Value Stream Design Institute For OpExDokument8 SeitenEnd End Value Stream Design Institute For OpExKimberly ConleyNoch keine Bewertungen
- Lewatit Monoplus M 500 MB: Product InformationDokument4 SeitenLewatit Monoplus M 500 MB: Product InformationKimberly ConleyNoch keine Bewertungen
- Classic Glazed Lemon Pound Cake Recipe CardDokument1 SeiteClassic Glazed Lemon Pound Cake Recipe CardKimberly ConleyNoch keine Bewertungen
- Table 1 Parameters and Their ScoresDokument1 SeiteTable 1 Parameters and Their ScoresKimberly ConleyNoch keine Bewertungen
- Combustible Dust NEP: OSHA Directive on Inspecting Workplaces Handling Combustible DustsDokument43 SeitenCombustible Dust NEP: OSHA Directive on Inspecting Workplaces Handling Combustible DustsDave CNoch keine Bewertungen
- Full SyllabusDokument409 SeitenFull SyllabusSanthana BharathiNoch keine Bewertungen
- AAR Maintenance 001Dokument3 SeitenAAR Maintenance 001prakash reddyNoch keine Bewertungen
- Bs8161 - Chemistry Laboratory Syllabus: Course ObjectivesDokument47 SeitenBs8161 - Chemistry Laboratory Syllabus: Course ObjectiveslevisNoch keine Bewertungen
- Chapter 3 - CT&VT - Part 1Dokument63 SeitenChapter 3 - CT&VT - Part 1zhafran100% (1)
- New Microsoft Excel WorksheetDokument4 SeitenNew Microsoft Excel WorksheetRaheel Neo AhmadNoch keine Bewertungen
- Arp0108 2018Dokument75 SeitenArp0108 2018justin.kochNoch keine Bewertungen
- Female Reproductive System Histology IDokument5 SeitenFemale Reproductive System Histology ISolomon Seth SallforsNoch keine Bewertungen
- AZ ATTR Concept Test Clean SCREENERDokument9 SeitenAZ ATTR Concept Test Clean SCREENEREdwin BennyNoch keine Bewertungen
- Block 1 Board Review - Lecture NotesDokument127 SeitenBlock 1 Board Review - Lecture NotesCece RereNoch keine Bewertungen
- Growth Developt Pearl MilletDokument17 SeitenGrowth Developt Pearl MilletdarmaNoch keine Bewertungen
- How To Practice Self Care - WikiHowDokument7 SeitenHow To Practice Self Care - WikiHowВасе АнѓелескиNoch keine Bewertungen
- Proper Operating Room Decorum: Lee, Sullie Marix P. Maderal, Ma. Hannah Isabelle JDokument15 SeitenProper Operating Room Decorum: Lee, Sullie Marix P. Maderal, Ma. Hannah Isabelle Jjoannamhay ceraldeNoch keine Bewertungen
- History of The Stethoscope PDFDokument10 SeitenHistory of The Stethoscope PDFjmad2427Noch keine Bewertungen
- Roadblocks Overcome Cruise PurchaseTITLE Top 15 Cruise Hesitations Answered TITLE How to Convince People Cruises Worth CostDokument4 SeitenRoadblocks Overcome Cruise PurchaseTITLE Top 15 Cruise Hesitations Answered TITLE How to Convince People Cruises Worth CostJanel Castillo Balbiran33% (3)
- SVIMS-No Que-2Dokument1 SeiteSVIMS-No Que-2LikhithaReddy100% (1)
- PHAR342 Answer Key 5Dokument4 SeitenPHAR342 Answer Key 5hanif pangestuNoch keine Bewertungen
- Dimensional Data: For Valves and ActuatorsDokument52 SeitenDimensional Data: For Valves and ActuatorsPaulNoch keine Bewertungen
- Solcon Catalog WebDokument12 SeitenSolcon Catalog Webquocviet612Noch keine Bewertungen
- Tutorial 7: Electromagnetic Induction MARCH 2015: Phy 150 (Electricity and Magnetism)Dokument3 SeitenTutorial 7: Electromagnetic Induction MARCH 2015: Phy 150 (Electricity and Magnetism)NOR SYAZLIANA ROS AZAHARNoch keine Bewertungen
- ItilDokument11 SeitenItilNarendar P100% (2)
- Gebauer 2012Dokument26 SeitenGebauer 2012Seán GallagherNoch keine Bewertungen
- Medpet Pigeon ProductsDokument54 SeitenMedpet Pigeon ProductsJay Casem67% (3)
- Malaysia's Trade Potential in Colourful AfricaDokument18 SeitenMalaysia's Trade Potential in Colourful AfricaThe MaverickNoch keine Bewertungen
- Nursing Plan of Care Concept Map - Immobility - Hip FractureDokument2 SeitenNursing Plan of Care Concept Map - Immobility - Hip Fracturedarhuynh67% (6)
- DR - Hawary Revision TableDokument3 SeitenDR - Hawary Revision TableAseel ALshareefNoch keine Bewertungen
- Right To HealthDokument9 SeitenRight To HealthPriya SharmaNoch keine Bewertungen
- VIDEO 2 - Thì hiện tại tiếp diễn và hiện tại hoàn thànhDokument3 SeitenVIDEO 2 - Thì hiện tại tiếp diễn và hiện tại hoàn thànhÝ Nguyễn NhưNoch keine Bewertungen
- Marketing-Aspect 4Dokument10 SeitenMarketing-Aspect 4Leiren RingorNoch keine Bewertungen
- Himalayan University Fees Structure 1-1-19Dokument8 SeitenHimalayan University Fees Structure 1-1-19Anonymous F4GQLmyPZNoch keine Bewertungen
- Affidavit of Consent For Shared Parental AuthorityDokument2 SeitenAffidavit of Consent For Shared Parental AuthorityTet LegaspiNoch keine Bewertungen