Das könnte Ihnen auch gefallen
- A-Health Advance - Application Form With InstructionsDokument14 SeitenA-Health Advance - Application Form With InstructionsExsan OthmanNoch keine Bewertungen
- Engineering Your Future PDFDokument605 SeitenEngineering Your Future PDFExsan OthmanNoch keine Bewertungen
- Remote Field Eddy CurrentDokument4 SeitenRemote Field Eddy CurrentExsan OthmanNoch keine Bewertungen
- A-Health Advance-I Premium RatesDokument2 SeitenA-Health Advance-I Premium RatesExsan OthmanNoch keine Bewertungen
- Astm C 871Dokument5 SeitenAstm C 871Exsan Othman100% (2)
- Asmt C 795Dokument4 SeitenAsmt C 795Exsan OthmanNoch keine Bewertungen
- Astm C 692 PDFDokument7 SeitenAstm C 692 PDFExsan Othman100% (1)
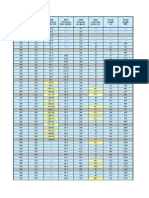
- Pipeline DataDokument4 SeitenPipeline DataExsan OthmanNoch keine Bewertungen
- AWS Weld Symbol ChartDokument1 SeiteAWS Weld Symbol ChartExsan OthmanNoch keine Bewertungen
- AWS Specifications For Filler MaterialDokument9 SeitenAWS Specifications For Filler MaterialExsan OthmanNoch keine Bewertungen
- Chat For Organization of CodeDokument1 SeiteChat For Organization of CodeExsan OthmanNoch keine Bewertungen
- Calculation Minimum Required Thickness For Straight Pipe 8inch Leak May10Dokument6 SeitenCalculation Minimum Required Thickness For Straight Pipe 8inch Leak May10Exsan OthmanNoch keine Bewertungen
- Calculation Minimum Required Thickness For Bending Pipe r2Dokument11 SeitenCalculation Minimum Required Thickness For Bending Pipe r2Exsan OthmanNoch keine Bewertungen
- MaterialsDokument181 SeitenMaterialsExsan OthmanNoch keine Bewertungen
- Hemispherical Head Design Tool: Pressure Vessel Engineering LTDDokument1 SeiteHemispherical Head Design Tool: Pressure Vessel Engineering LTDExsan OthmanNoch keine Bewertungen
- 300 - F&D Head Design Tool Ver E4.01Dokument1 Seite300 - F&D Head Design Tool Ver E4.01Honey TiwariNoch keine Bewertungen
- Hardness Conversion For Ferrous AlloysDokument2 SeitenHardness Conversion For Ferrous AlloysExsan OthmanNoch keine Bewertungen
- Piping TableDokument59 SeitenPiping TableExsan Othman100% (1)
- I) Example of Water-Tube Boiler A) Horizontal Straight Tube BoilerDokument1 SeiteI) Example of Water-Tube Boiler A) Horizontal Straight Tube BoilerExsan OthmanNoch keine Bewertungen
- Actvities On Boiler Maintenance: I. FurnaceDokument5 SeitenActvities On Boiler Maintenance: I. FurnaceExsan OthmanNoch keine Bewertungen
- Boiler Feedwater ControlDokument6 SeitenBoiler Feedwater ControlExsan OthmanNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- GENERAL5 Answer-1Dokument4 SeitenGENERAL5 Answer-1JlkKumarNoch keine Bewertungen
- AIGA 021 - 05 Oxygen Pipeline SystemsDokument74 SeitenAIGA 021 - 05 Oxygen Pipeline SystemsRamesh RameshvdNoch keine Bewertungen
- Effect of Variation in LPG Composition On Heating Value Using Aspen HYSYSDokument7 SeitenEffect of Variation in LPG Composition On Heating Value Using Aspen HYSYSIstiak HussainNoch keine Bewertungen
- Maritime Engineering Exam EthiopiaDokument7 SeitenMaritime Engineering Exam EthiopiaLemi Chala Beyene95% (37)
- Brief Survey of Wood Adhesives: Classification and DescriptionDokument10 SeitenBrief Survey of Wood Adhesives: Classification and DescriptionHari BudiartoNoch keine Bewertungen
- Handbook On Textile Auxiliaries With FormulationsDokument6 SeitenHandbook On Textile Auxiliaries With FormulationsSarweshwaranand Pandey100% (2)
- Aerospace MaterialsDokument21 SeitenAerospace MaterialsrkneyveliNoch keine Bewertungen
- BP Guide Pharma ComplianceByDesign en Nov15Dokument12 SeitenBP Guide Pharma ComplianceByDesign en Nov15Jessicalba LouNoch keine Bewertungen
- Acids and Bases Used Natural Indicators (Hibiscus Flowers)Dokument5 SeitenAcids and Bases Used Natural Indicators (Hibiscus Flowers)Winda SglgNoch keine Bewertungen
- Oxidation Reduction Potential (Orp) :redox and Free ChlorineDokument2 SeitenOxidation Reduction Potential (Orp) :redox and Free ChlorinePraneeth SrivanthNoch keine Bewertungen
- Corrosion Protection SystemsDokument9 SeitenCorrosion Protection SystemsDan PascaruNoch keine Bewertungen
- Control of Retained Delta Ferrite in Type 410 Stainless SteelDokument7 SeitenControl of Retained Delta Ferrite in Type 410 Stainless SteelEnp JgcNoch keine Bewertungen
- Catalytic Activity of Transition ElementsDokument47 SeitenCatalytic Activity of Transition ElementsNeen Naaz100% (1)
- Plasma W&S CatalogueDokument124 SeitenPlasma W&S CataloguePramod AthiyarathuNoch keine Bewertungen
- Monalite® - Technical Data Sheet - EnglishDokument2 SeitenMonalite® - Technical Data Sheet - EnglishLorena CCNoch keine Bewertungen
- Equivalência Materiais - OTIMO PDFDokument40 SeitenEquivalência Materiais - OTIMO PDFTúlio Barata FrançaNoch keine Bewertungen
- Camphor WaterDokument19 SeitenCamphor WaterChristine Ranoa100% (1)
- Outokumpu - Wallchart Product RangesDokument5 SeitenOutokumpu - Wallchart Product RangesXavierNoch keine Bewertungen
- 1-s2.0-S0950061816308364-Kunal Kupwade Patil Fly Ash 2016Dokument25 Seiten1-s2.0-S0950061816308364-Kunal Kupwade Patil Fly Ash 2016Israel VenkatNoch keine Bewertungen
- Recent Advances in Dental MaterialsDokument11 SeitenRecent Advances in Dental MaterialsAjith KumarNoch keine Bewertungen
- Submerged Arc TechnologyDokument11 SeitenSubmerged Arc TechnologymerlonicolaNoch keine Bewertungen
- Aggregation of Charged Colloidal Particles SPRINGERLINK ChpterDokument41 SeitenAggregation of Charged Colloidal Particles SPRINGERLINK ChpterAnonymous GYl4dpXoNoch keine Bewertungen
- Msts Study Guide Asme Pcc-2Dokument40 SeitenMsts Study Guide Asme Pcc-2jpwhyteincNoch keine Bewertungen
- Sulfate Soundness TestDokument2 SeitenSulfate Soundness TestdevendrapadhiyarNoch keine Bewertungen
- Coconut Oil - WikipediaDokument11 SeitenCoconut Oil - WikipediaYusuf Aliyu UNoch keine Bewertungen
- MFDokument29 SeitenMFRayhan AdhaNoch keine Bewertungen
- Experiment #1Dokument7 SeitenExperiment #1Lakani Tindiwi YangalaNoch keine Bewertungen
- Refractory EngineeringDokument3 SeitenRefractory EngineeringaauppalNoch keine Bewertungen
- Carbon Fibres: Production, Properties and Potential Use: Pooja Bhatt and Alka GoelDokument6 SeitenCarbon Fibres: Production, Properties and Potential Use: Pooja Bhatt and Alka GoelResego PhiriNoch keine Bewertungen
- Alloy 59 - Alfa Laval Olmi Aprile 2018 PDFDokument12 SeitenAlloy 59 - Alfa Laval Olmi Aprile 2018 PDFfabianoNoch keine Bewertungen