Das könnte Ihnen auch gefallen
- Procedure For Power Receiving - pg2-13Dokument12 SeitenProcedure For Power Receiving - pg2-13kamilNoch keine Bewertungen
- Transformer Winding Resistance Testing of Fundamental ImportanceDokument5 SeitenTransformer Winding Resistance Testing of Fundamental Importancegeddam06108825Noch keine Bewertungen
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsVon Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsBewertung: 4 von 5 Sternen4/5 (1)
- Operation and Maintenance of 220KV Receiving SubstationDokument5 SeitenOperation and Maintenance of 220KV Receiving SubstationPrakash Chavan100% (1)
- HSE PlanDokument57 SeitenHSE PlanAnonymous kWfNFbNoch keine Bewertungen
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsVon EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsBewertung: 3.5 von 5 Sternen3.5/5 (3)
- A Guide to Ship Repair Estimates in Man-hoursVon EverandA Guide to Ship Repair Estimates in Man-hoursBewertung: 4.5 von 5 Sternen4.5/5 (5)
- GSMIDokument4 SeitenGSMIAnthony LoriaNoch keine Bewertungen
- Why Transformers Fail FinalDokument18 SeitenWhy Transformers Fail FinalSellappan MuthusamyNoch keine Bewertungen
- Areva Transformer ManualDokument97 SeitenAreva Transformer Manualnidnitrkl051296100% (2)
- Modular Transfomer Substation PDFDokument12 SeitenModular Transfomer Substation PDFrakacyuNoch keine Bewertungen
- Transformer Design and ProtectionDokument63 SeitenTransformer Design and Protectionumamaheshwarrao100% (1)
- Guidelines For Rla of Transformers PDFDokument9 SeitenGuidelines For Rla of Transformers PDFMohammad AsifNoch keine Bewertungen
- Erection Procedure For Power TransformerDokument3 SeitenErection Procedure For Power Transformerparuchurivenkat5272Noch keine Bewertungen
- Network Protection and Automation Guide - Alstom (Schneider Electric)Dokument500 SeitenNetwork Protection and Automation Guide - Alstom (Schneider Electric)boeingAH6495% (20)
- Design of Electrical Systems 76927 - 01Dokument22 SeitenDesign of Electrical Systems 76927 - 01Gunadevan ChandrasekaranNoch keine Bewertungen
- Winding ConstructionDokument9 SeitenWinding Constructionshukla_shrishNoch keine Bewertungen
- Transformer TestingDokument4 SeitenTransformer TestingNarendra DuvediNoch keine Bewertungen
- Pre-Commissioning TestsProcedure For SEC Transmission Electrical InstallationDokument222 SeitenPre-Commissioning TestsProcedure For SEC Transmission Electrical Installationsmi198986% (7)
- Transformer Condition Monitoring Sethuraman MuthukaruppDokument8 SeitenTransformer Condition Monitoring Sethuraman MuthukaruppAnantha RkNoch keine Bewertungen
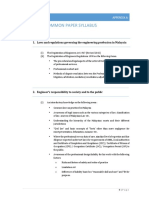
- Bem Pce Syllabus & Sample QuestionsDokument70 SeitenBem Pce Syllabus & Sample QuestionsAmir Shafiq AdhamNoch keine Bewertungen
- Power Transformer Condition Monitoring and Assessment ForDokument6 SeitenPower Transformer Condition Monitoring and Assessment ForsureshnfclNoch keine Bewertungen
- As 62231-2007 Composite Station Post Insulators For Substations With A.C. Voltages Greater Than 1000 V Up ToDokument10 SeitenAs 62231-2007 Composite Station Post Insulators For Substations With A.C. Voltages Greater Than 1000 V Up ToSAI Global - APACNoch keine Bewertungen
- Power Transformer Condition Monitoring and Remanent Life AssessmentDokument5 SeitenPower Transformer Condition Monitoring and Remanent Life AssessmentAmarinder DhimanNoch keine Bewertungen
- Effect of Tap Changer Location On TransformerDokument8 SeitenEffect of Tap Changer Location On Transformeryogi_swarnNoch keine Bewertungen
- Transformers and Tapchangers Version EDokument81 SeitenTransformers and Tapchangers Version Emartinez_josel100% (1)
- Guidelines For Installing TransformersDokument7 SeitenGuidelines For Installing Transformersjogiyajee100% (1)
- ABB B G Controlled Switching Ed1 enDokument52 SeitenABB B G Controlled Switching Ed1 enoedis100% (1)
- DC Poweer Distribution Switch BoardDokument9 SeitenDC Poweer Distribution Switch BoardpvenkyNoch keine Bewertungen
- 7.arteche Combined HV - Ka72Dokument8 Seiten7.arteche Combined HV - Ka72Luis Blas100% (1)
- Method Statement - Earthing & Lightning ProtectionDokument9 SeitenMethod Statement - Earthing & Lightning ProtectionKamal Deo Shah100% (1)
- 400-Eng-9336-003 Rev 00 (Technical Specification For 220KV Switchyard) PDFDokument69 Seiten400-Eng-9336-003 Rev 00 (Technical Specification For 220KV Switchyard) PDFSridhar Reddy Gandra100% (1)
- Guidelines For Rla of TransformersDokument9 SeitenGuidelines For Rla of TransformersJanmejaya Mishra100% (1)
- JICA Railway Standards PDFDokument36 SeitenJICA Railway Standards PDFMarvin BayanayNoch keine Bewertungen
- Condition Monitoring and Life Extension of TransformerDokument6 SeitenCondition Monitoring and Life Extension of Transformerreza515heiNoch keine Bewertungen
- IDC - HV Conf - Perth 2015 - Condition Monitoring of High Voltage Switchgear - KHDokument58 SeitenIDC - HV Conf - Perth 2015 - Condition Monitoring of High Voltage Switchgear - KHbmwr1100s_055542Noch keine Bewertungen
- Transformer Life ManagementDokument20 SeitenTransformer Life ManagementwiyatnoNoch keine Bewertungen
- Advanced Temperature Measurement and Control, Second EditionVon EverandAdvanced Temperature Measurement and Control, Second EditionNoch keine Bewertungen
- 05 - Short Circuit Strength of Power TransformersDokument10 Seiten05 - Short Circuit Strength of Power Transformersjm.mankavil6230Noch keine Bewertungen
- Engr Nauman Saleem CVDokument7 SeitenEngr Nauman Saleem CVAnonymous X3PnFL6Noch keine Bewertungen
- Cesc O&mDokument8 SeitenCesc O&mghosal123Noch keine Bewertungen
- Presention DetailsDokument7 SeitenPresention DetailspvenkyNoch keine Bewertungen
- Life Cycle Management of Power Transformers Using Transformer Protection RelayDokument7 SeitenLife Cycle Management of Power Transformers Using Transformer Protection RelaycuamiNoch keine Bewertungen
- Temperature Correction Factors - Power Grid IndiaDokument6 SeitenTemperature Correction Factors - Power Grid IndiaAMIT BISWASNoch keine Bewertungen
- Condition Monitoring of Transformers On Indian RailwaysDokument11 SeitenCondition Monitoring of Transformers On Indian RailwaysPunkajGuptaNoch keine Bewertungen
- Tender Dry Type TransDokument19 SeitenTender Dry Type Transdk010784Noch keine Bewertungen
- Case Study - Installation of Online Dryout System of Transformer - Tehri HPPDokument8 SeitenCase Study - Installation of Online Dryout System of Transformer - Tehri HPPPraneeth ReddyNoch keine Bewertungen
- Modern Trends and Accident Prevention On Distribution and Power TransformersDokument10 SeitenModern Trends and Accident Prevention On Distribution and Power Transformersashutosh2009Noch keine Bewertungen
- Transformer Asset Management: - An OverviewDokument21 SeitenTransformer Asset Management: - An OverviewNepoliyanNoch keine Bewertungen
- Internship Grid LahoreDokument7 SeitenInternship Grid LahoreTalha ChohanNoch keine Bewertungen
- Condition Monitoring Notes-Unit 2Dokument11 SeitenCondition Monitoring Notes-Unit 2MaheswariRVNoch keine Bewertungen
- Severe Service Control Valves DetailsDokument11 SeitenSevere Service Control Valves DetailsAnupam A. GandhewarNoch keine Bewertungen
- OLTCDokument3 SeitenOLTCDebasish ChoudhuryNoch keine Bewertungen
- Melrose - Transformer Maintenance Section (Read-Only) (Compatibility Mode)Dokument32 SeitenMelrose - Transformer Maintenance Section (Read-Only) (Compatibility Mode)ECB_MktNoch keine Bewertungen
- High Voltage Substation ReportDokument35 SeitenHigh Voltage Substation ReportSewandeep SharmaNoch keine Bewertungen
- MALAPPURAM BakiDokument22 SeitenMALAPPURAM BakiFayis PulloorNoch keine Bewertungen
- Circuit Breaker Health TestingDokument15 SeitenCircuit Breaker Health TestingMohsin AttaNoch keine Bewertungen
- Valentine SlidesCarnivalDokument21 SeitenValentine SlidesCarnivalfbfcbbhxNoch keine Bewertungen
- Voe Main2Dokument4 SeitenVoe Main2prevrtljivacNoch keine Bewertungen
- Combined Transformers Oil-Paper InsulationDokument8 SeitenCombined Transformers Oil-Paper InsulationFelipe GarciaNoch keine Bewertungen
- Transformador PrincipalDokument20 SeitenTransformador PrincipalCarmen Diaz FloresNoch keine Bewertungen
- DRM of OltcDokument4 SeitenDRM of OltcBestwick Braveen SylvesterNoch keine Bewertungen
- Turbine Flow Loop ReportDokument20 SeitenTurbine Flow Loop ReportajalbornozNoch keine Bewertungen
- Aviral ReportDokument36 SeitenAviral ReportAvi OjhaNoch keine Bewertungen
- 440kv GSSDokument37 Seiten440kv GSSready2cheerNoch keine Bewertungen
- Transformer Tap ChangerDokument8 SeitenTransformer Tap ChangerNikolai MactavishNoch keine Bewertungen
- ECM-Transformers Guidelines For InstallingDokument24 SeitenECM-Transformers Guidelines For InstallingJOSE LUIS FALCON CHAVEZNoch keine Bewertungen
- PS Lab Manual2Dokument53 SeitenPS Lab Manual2krcdewanewNoch keine Bewertungen
- Causes of Transformers Failure: 1 BackgroundDokument34 SeitenCauses of Transformers Failure: 1 BackgroundAyeshaNoch keine Bewertungen
- Practical Approach For Detection of Failure of Distribution Transformers and Their RemidiesDokument4 SeitenPractical Approach For Detection of Failure of Distribution Transformers and Their RemidiesIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNoch keine Bewertungen
- Name Abhijit Dilip MahaleDokument3 SeitenName Abhijit Dilip Mahale0004Prathamesh TayadeNoch keine Bewertungen
- Transformer Ratings and Transformer LifeDokument6 SeitenTransformer Ratings and Transformer LifeidfiNoch keine Bewertungen
- Rooftop Solar PV Power Project: Gheipl-NrrDokument9 SeitenRooftop Solar PV Power Project: Gheipl-NrrGunadevan ChandrasekaranNoch keine Bewertungen
- Unit VDokument75 SeitenUnit VGunadevan ChandrasekaranNoch keine Bewertungen
- AEI Electrical Eng Final KeyDokument24 SeitenAEI Electrical Eng Final KeyGunadevan ChandrasekaranNoch keine Bewertungen
- Disaster Management, Electrical Safety Procedures and Accident PreventionDokument261 SeitenDisaster Management, Electrical Safety Procedures and Accident PreventionGunadevan ChandrasekaranNoch keine Bewertungen
- Arul Ias Academy TNPSC Group1 Preliminary General Mental Ability Test-Aptitude Answer KeyDokument10 SeitenArul Ias Academy TNPSC Group1 Preliminary General Mental Ability Test-Aptitude Answer KeyGunadevan ChandrasekaranNoch keine Bewertungen
- Wa0008Dokument58 SeitenWa0008Gunadevan ChandrasekaranNoch keine Bewertungen
- Wa0002Dokument7 SeitenWa0002Gunadevan ChandrasekaranNoch keine Bewertungen
- Internet PDFDokument40 SeitenInternet PDFGunadevan ChandrasekaranNoch keine Bewertungen
- Capacitive Voltage Transformer: Prepared By, N - Arc ConsultingDokument10 SeitenCapacitive Voltage Transformer: Prepared By, N - Arc ConsultingGunadevan Chandrasekaran100% (1)
- Finance Commission: 280 of The Indian Constitution by The President of IndiaDokument4 SeitenFinance Commission: 280 of The Indian Constitution by The President of IndiaGunadevan ChandrasekaranNoch keine Bewertungen
- Test Facilities:: Psycho Technical DirectorateDokument3 SeitenTest Facilities:: Psycho Technical DirectorateGunadevan ChandrasekaranNoch keine Bewertungen
- Computer Application in Management PDFDokument274 SeitenComputer Application in Management PDFshobhitNoch keine Bewertungen
- Electrical Design Criteria (Project Standards and Specifications)Dokument15 SeitenElectrical Design Criteria (Project Standards and Specifications)Gunadevan ChandrasekaranNoch keine Bewertungen
- Replacement of Distributed Control System of TG - 4 and Provision of These Parameters On The System Near The Manager Using Networking FacilitiesDokument3 SeitenReplacement of Distributed Control System of TG - 4 and Provision of These Parameters On The System Near The Manager Using Networking FacilitiesGunadevan ChandrasekaranNoch keine Bewertungen
- Presentation On Presentation On Plant Controls & Inst. Overview OF GGSR - Bathinda (CPP) GGS (C) Owner: M/S Hmel PMC: M/S EILDokument34 SeitenPresentation On Presentation On Plant Controls & Inst. Overview OF GGSR - Bathinda (CPP) GGS (C) Owner: M/S Hmel PMC: M/S EILGunadevan ChandrasekaranNoch keine Bewertungen
- Needs Management Trainee & Executives at E06 & E07 GradeDokument1 SeiteNeeds Management Trainee & Executives at E06 & E07 GradeGunadevan ChandrasekaranNoch keine Bewertungen
- Dcs System: Pawandeep Singh DATE 21.1.2016Dokument23 SeitenDcs System: Pawandeep Singh DATE 21.1.2016Gunadevan ChandrasekaranNoch keine Bewertungen
- भारत डायना म स ल मटेड BHARAT DYNAMICS LIMITED: General Aptitude-50 QuestionsDokument1 Seiteभारत डायना म स ल मटेड BHARAT DYNAMICS LIMITED: General Aptitude-50 QuestionsGunadevan ChandrasekaranNoch keine Bewertungen
- Computer Science EngineeringDokument2 SeitenComputer Science EngineeringGunadevan ChandrasekaranNoch keine Bewertungen
- 3300 - 440v Transformer Maintenance ProcedureDokument4 Seiten3300 - 440v Transformer Maintenance ProcedureGunadevan ChandrasekaranNoch keine Bewertungen
- Epp 1792Dokument11 SeitenEpp 1792burvanovNoch keine Bewertungen
- Ee6402 - Transmission and Distribution 2Dokument43 SeitenEe6402 - Transmission and Distribution 2Tana AzeezNoch keine Bewertungen
- Eec 122 Power System I ThoeryDokument76 SeitenEec 122 Power System I ThoeryVietHungCao50% (2)
- AP TRansco Purchase ManualDokument202 SeitenAP TRansco Purchase Manualcgmpmm apcpdclNoch keine Bewertungen
- Power Electronics Notes HVDCDokument47 SeitenPower Electronics Notes HVDCShiva H. AdhikariNoch keine Bewertungen
- 7UM515 Catalogue PDFDokument10 Seiten7UM515 Catalogue PDFmarkgaloNoch keine Bewertungen
- Abbreviations: Shamiyah Expansion Building Power Systems Schematics Low VoltageDokument1 SeiteAbbreviations: Shamiyah Expansion Building Power Systems Schematics Low VoltageThanveerNoch keine Bewertungen
- Pritam Biswas ResumeDokument3 SeitenPritam Biswas ResumePritamBiswasNoch keine Bewertungen
- 220KV G.S.S. Pindwara (Rajasthan)Dokument7 Seiten220KV G.S.S. Pindwara (Rajasthan)deepak00610% (1)
- Powerdb Users ManualDokument145 SeitenPowerdb Users Manualccarrerawr250fNoch keine Bewertungen
- Power Distribution System Master Plan Study For GhanaDokument82 SeitenPower Distribution System Master Plan Study For Ghanabudi hermawanNoch keine Bewertungen
- EHV Substation Connectors (AEC-16)Dokument100 SeitenEHV Substation Connectors (AEC-16)Jigyesh SharmaNoch keine Bewertungen
- DFR Measurement On CT PDFDokument26 SeitenDFR Measurement On CT PDFdkymq100% (1)
- IDC Technologies - Training WorkshopsDokument4 SeitenIDC Technologies - Training WorkshopsGervasio SimaoNoch keine Bewertungen
- Schedule B SOR 2016 17Dokument245 SeitenSchedule B SOR 2016 17Akd DeshmukhNoch keine Bewertungen
- FittingDokument38 SeitenFittingabhi120783Noch keine Bewertungen