Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Me Mildrepalacio33Dokument1 SeiteMe Mildrepalacio33Steve Ortiz NarvaezNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Me Mildrepalacio33Dokument1 SeiteMe Mildrepalacio33Steve Ortiz NarvaezNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- ETBE Synthesis Via Reactive Distillation. 1. Steady-StateDokument15 SeitenETBE Synthesis Via Reactive Distillation. 1. Steady-StateSteve Ortiz NarvaezNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- 1 s2.0 S0017931005001432 MainDokument20 Seiten1 s2.0 S0017931005001432 MainSteve Ortiz NarvaezNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Heat Exchanger Control SystemsDokument17 SeitenHeat Exchanger Control SystemsSteve Ortiz NarvaezNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Guia 3Dokument5 SeitenGuia 3Steve Ortiz NarvaezNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- 1 s2.0 S0017931005001432 MainDokument20 Seiten1 s2.0 S0017931005001432 MainSteve Ortiz NarvaezNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- GE Gas Turbine IGV AngleDokument10 SeitenGE Gas Turbine IGV AngleSamir BenabdallahNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Ssph011 Session 15 Biomechanic Moments (Torque) and ElasticityDokument55 SeitenSsph011 Session 15 Biomechanic Moments (Torque) and ElasticityPortia NyakaneNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- About The Company: Machined and Forged ComponentsDokument18 SeitenAbout The Company: Machined and Forged ComponentsankitNoch keine Bewertungen
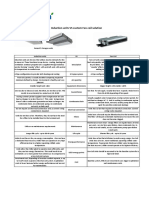
- HotelSolution: Induction Units VS Fan-Coil SolutionDokument1 SeiteHotelSolution: Induction Units VS Fan-Coil SolutionMoriyasu NguyenNoch keine Bewertungen
- Vector CalculusDokument62 SeitenVector CalculuswaleedNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Commercial Building Structural Design and AnalysisDokument19 SeitenCommercial Building Structural Design and AnalysisPatrikNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Q3 ST 1 GR.6 Science With TosDokument4 SeitenQ3 ST 1 GR.6 Science With TosRed MariposaNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hooke's Law and Property of MaterialsnotesDokument5 SeitenHooke's Law and Property of MaterialsnotesPrithu PareekNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- XI Maths - I Terminal ExamDokument2 SeitenXI Maths - I Terminal ExamPurisai Rajamani KumarNoch keine Bewertungen
- Hawkins, Jaq - Elemental ChaosDokument3 SeitenHawkins, Jaq - Elemental Chaoscaligari2000Noch keine Bewertungen
- Fluid MechanicsDokument29 SeitenFluid Mechanicsaminur3rahman-1Noch keine Bewertungen
- NNPC Recruitment Past Questions GuideDokument64 SeitenNNPC Recruitment Past Questions GuidenwabukingzNoch keine Bewertungen
- Gate Solved Paper - Me: y X X X P P P P X FX A B V Ydx P y X A B V XDX P XDX PDokument33 SeitenGate Solved Paper - Me: y X X X P P P P X FX A B V Ydx P y X A B V XDX P XDX PHarish Jahan MohanNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Chemical Engineering Magazine Abril 2009 PDFDokument108 SeitenChemical Engineering Magazine Abril 2009 PDFFélix Vargas Santillán100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Latent Print DevelopmentDokument20 SeitenLatent Print Developmentapi-272036460100% (1)
- Hough Transform in Matlab: - If We Find An Edge Point at (Ix, Iy), We Loop Through All Possible Values of ThetaDokument11 SeitenHough Transform in Matlab: - If We Find An Edge Point at (Ix, Iy), We Loop Through All Possible Values of ThetaLe QuyenNoch keine Bewertungen
- Saikat SaraniDokument11 SeitenSaikat SaraniPartha GangopadhyayNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Alpton Construction Structural Basis of DesignDokument53 SeitenAlpton Construction Structural Basis of DesignChristian ReyesNoch keine Bewertungen
- Lightning Protection Systems Advantages and DisadvantagesDokument11 SeitenLightning Protection Systems Advantages and DisadvantagesRamiro Magbanua FelicianoNoch keine Bewertungen
- Pivot Interactives Motion Graphing A Dry Ice Puck On A RampDokument2 SeitenPivot Interactives Motion Graphing A Dry Ice Puck On A RampSophia0% (1)
- Topic 1Dokument17 SeitenTopic 1Trịnh Tuấn HiềnNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Mock Exam P2Dokument13 SeitenMock Exam P2Abin LalNoch keine Bewertungen
- Marsh FunnelDokument2 SeitenMarsh Funnel123shripadNoch keine Bewertungen
- E-CAPS-28 - For CoE (XI) - Chemistry - (Que. - Answer Key)Dokument3 SeitenE-CAPS-28 - For CoE (XI) - Chemistry - (Que. - Answer Key)darling deanNoch keine Bewertungen
- Activated Carbon From Cherry StonesDokument6 SeitenActivated Carbon From Cherry StonesQussay AhmedNoch keine Bewertungen
- FDG Production-Theory Operations-FDG Synthesis Chemistr1Dokument25 SeitenFDG Production-Theory Operations-FDG Synthesis Chemistr1Cesar Adolfo SanchezNoch keine Bewertungen
- Folder Airless Auto Serie AlDokument2 SeitenFolder Airless Auto Serie AlErika MaraNoch keine Bewertungen
- Quantum NumbersDokument10 SeitenQuantum Numbersaplattinum1633Noch keine Bewertungen
- Materials I: Lecture Course 5 Phase Diagrams. Fe-C Diagram. Crystallisation of Alloys in Fe - Fe C SystemDokument24 SeitenMaterials I: Lecture Course 5 Phase Diagrams. Fe-C Diagram. Crystallisation of Alloys in Fe - Fe C SystemTiger ClaudiuNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)