Das könnte Ihnen auch gefallen
- Ewf Iiw Diploma March 2015Dokument1 SeiteEwf Iiw Diploma March 2015jimingeorgeNoch keine Bewertungen
- DFGGDFGDFDokument2 SeitenDFGGDFGDFjimingeorgeNoch keine Bewertungen
- HHJKKDokument2 SeitenHHJKKjimingeorgeNoch keine Bewertungen
- ErerwetDokument2 SeitenErerwetjimingeorgeNoch keine Bewertungen
- HHJKKDokument2 SeitenHHJKKjimingeorgeNoch keine Bewertungen
- HFGHGFDokument2 SeitenHFGHGFjimingeorgeNoch keine Bewertungen
- TRYUUYUTYDokument1 SeiteTRYUUYUTYjimingeorgeNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Deed of Real Estate MortgageDokument6 SeitenDeed of Real Estate MortgageCristopher ReyesNoch keine Bewertungen
- List of Beneficiaries: (Name of Beneficiary of The Micro-Insurance Holder)Dokument1 SeiteList of Beneficiaries: (Name of Beneficiary of The Micro-Insurance Holder)Cristina MelloriaNoch keine Bewertungen
- Hacienda Luisita Inc. (HLI) v. Presidential Agrarian Reform CDokument5 SeitenHacienda Luisita Inc. (HLI) v. Presidential Agrarian Reform CJetJuárezNoch keine Bewertungen
- Romans 12 (1 2) What Is True WorshipDokument4 SeitenRomans 12 (1 2) What Is True Worshipapi-249086759100% (1)
- 03 Zoreta vs. SimplicianoDokument7 Seiten03 Zoreta vs. SimplicianoJed SulitNoch keine Bewertungen
- Airey V Ireland (App. No. 6289 73)Dokument20 SeitenAirey V Ireland (App. No. 6289 73)Christine Cooke100% (1)
- (Onati International Series in Law and Society) Eric L. Jensen, Jorgen Jepsen - Juvenile Law Violators, Human Rights, and The Development of New Juvenile Justice Systems - Hart Publishing (2006)Dokument497 Seiten(Onati International Series in Law and Society) Eric L. Jensen, Jorgen Jepsen - Juvenile Law Violators, Human Rights, and The Development of New Juvenile Justice Systems - Hart Publishing (2006)Cristelle FenisNoch keine Bewertungen
- Class Action Lawsuit Against Johnson & JohnsonDokument49 SeitenClass Action Lawsuit Against Johnson & JohnsonAnonymous GF8PPILW575% (4)
- Republic of The Philippines Province of Capiz Municipality of DumaraoDokument2 SeitenRepublic of The Philippines Province of Capiz Municipality of DumaraoCHEENY TAMAYO100% (1)
- Grading Systems in The Netherlands The United States and The United KingdomDokument4 SeitenGrading Systems in The Netherlands The United States and The United KingdombaphoNoch keine Bewertungen
- Information For MT101Dokument9 SeitenInformation For MT101SathyanarayanaRaoRNoch keine Bewertungen
- Art 6. Bengzon Vs Blue Ribbon Case DigestDokument3 SeitenArt 6. Bengzon Vs Blue Ribbon Case DigestCharlotte Jennifer AspacioNoch keine Bewertungen
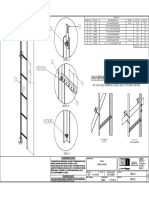
- WCL8 (Assembly)Dokument1 SeiteWCL8 (Assembly)Md.Bellal HossainNoch keine Bewertungen
- HyiDokument4 SeitenHyiSirius BlackNoch keine Bewertungen
- Hdil Judgement On SlumDokument43 SeitenHdil Judgement On SlumSandeep NirbanNoch keine Bewertungen
- Service Bulletin 7001Dokument14 SeitenService Bulletin 7001carlosNoch keine Bewertungen
- BailmentDokument3 SeitenBailmentanoos04Noch keine Bewertungen
- Notice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsDokument1 SeiteNotice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsJustia.comNoch keine Bewertungen
- Biden PollDokument33 SeitenBiden PollNew York PostNoch keine Bewertungen
- Mongodb Use Case GuidanceDokument25 SeitenMongodb Use Case Guidancecresnera01Noch keine Bewertungen
- IT Security Threats Vulnerabilities and CountermeasuresDokument35 SeitenIT Security Threats Vulnerabilities and Countermeasureschristian may noqueraNoch keine Bewertungen
- 12 Feb 2000 Male Obc-Ncl: Manish KushwahaDokument1 Seite12 Feb 2000 Male Obc-Ncl: Manish KushwahaManish KushwahaNoch keine Bewertungen
- CIR v. CTA and Smith Kline, G.R. No. L-54108, 1984Dokument4 SeitenCIR v. CTA and Smith Kline, G.R. No. L-54108, 1984JMae MagatNoch keine Bewertungen
- Aetna V WolfDokument2 SeitenAetna V WolfJakob EmersonNoch keine Bewertungen
- 5000 English Frequency WordsDokument234 Seiten5000 English Frequency WordsAlice Turnbull100% (1)
- New LLM Corporate PDFDokument20 SeitenNew LLM Corporate PDFshubhambulbule7274Noch keine Bewertungen
- Republic of The Philippines Province of Laguna Barangay - Office of The Barangay CaptainDokument3 SeitenRepublic of The Philippines Province of Laguna Barangay - Office of The Barangay CaptainNehru Valdenarro ValeraNoch keine Bewertungen
- DBQ 1 - MissionsDokument3 SeitenDBQ 1 - Missionsapi-284740735Noch keine Bewertungen
- REQUIREMENTS FOR Bfad Medical Device DistrutorDokument3 SeitenREQUIREMENTS FOR Bfad Medical Device DistrutorEvanz Denielle A. OrbonNoch keine Bewertungen
- GE 103 Lecture 4Dokument13 SeitenGE 103 Lecture 4aljonNoch keine Bewertungen