Effect of sulphide exposure on mechanical
properties of CuOFP
K. Sipila*, E. Arilahti, T. Lehtikuusi and T. Saario
In Finland and Sweden nuclear waste disposal is planned to be executed according to the KBS-3concept. In the concept copper canisters containing the used nuclear fuel are buried in 400
500 m deep in the bedrock. Eventually the surface of the copper canister will come in contact with
bentonite pore water which contains corrosive species such as sulphide. In this paper the effect
of exposure to sulphide containing bentonite pore water at room temperature on the mechanical
properties of oxygen free phosphorous doped copper (CuOFP) was studied with standard ex situ
tensile and creep tests. Stress corrosion cracking (SCC) susceptibility of CuOFP was studied with
in situ slow strain rate testing (SSRT). Tensile tests performed at room temperature showed a
slight trend of degradation in mechanical properties with increasing sulphide concentration.
Creep tests were accelerated by performing them at an elevated temperature of T5215uC, but
still within the power law creep regime. In creep tests the same kind of trend as in the tensile tests
could be observed but when the results were compared to the publicly available CuOFP creep
data the variations between the exposed and reference samples lay within the data scatter.
Keywords: Nuclear waste canister, Repository, Sulphide, Oxygen free phosphorous doped copper, Mechanical properties
This paper is part of a special issue on Long-Term Prediction of Corrosion Damage in Nuclear Waste Systems
Introduction
Disposal of spent nuclear fuel in Sweden and Finland is
planned to be executed according to the Swedish KBS-3concept. The concept includes a canister which outer
shell is manufactured from CuOFP. The outer CuOFP
shell acts as a corrosion barrier while inner cast iron
insert provides the required mechanical strength to the
canister. The spent nuclear fuel is inserted to such
canisters and buried in 400500 m deep bedrock.
Bentonite clay is used to isolate the canister from the
surrounding bedrock and hinder groundwater flows in
the near field of the canister.1,2 The canister is expected
to last over 100?000 years if proper environmental
conditions are present throughout the disposal process.
After the closure of the repository air will remain
trapped within it. The oxygen contained in the air will be
consumed by various reactions such as microbial
activity, reactions with rock minerals and copper
corrosion. When evaluating copper corrosion the initial
oxic period is considered to be most harmful to the
copper canister. Various calculations with different
circumstances at the repository site estimate that the
oxic period would last from 1 month to 5000 years.3,4
Some starting values used in the calculations represent
extreme situation at the repository so a more realistic
estimation of the duration of the oxic period would be in
the range of 10 to 300 years.5 During this period oxygen
VTT Technical Research Centre of Finland, PO Box 1000, FI-02044 VTT,
Finland
*Corresponding author, email konsta.sipila@vtt.fi
410
2014 Institute of Materials, Minerals and Mining
Published by Maney on behalf of the Institute
Received 14 February 2014; accepted 1 May 2014
DOI 10.1179/1743278214Y.0000000180
and chloride are the main constituents which stimulate
the corrosion processes.6 When all entrapped oxygen
is consumed by various reactions corrosion will be
sustained by sulphide. Copper is generally known to be
thermodynamically unstable in sulphide containing
environments and some studies have been conducted
concerning the sulphide induced copper corrosion in
anoxic environments.79 Sulphide is present at the deep
groundwater and corrosion rates will depend on the
amount of dissolved sulphide reaching the surface of the
copper canister.5 According to the simulations of
hydrogeochemical conditions at repository depth maximum sulphide concentration during the temperate
phase is 42 mg L21 (Ref. 10) and local concentrations
due to microbial activity may reach a maximum of 400
500 mg L21.11 Such high concentrations of HS2 are
considered to be unlikely at the canister surface when
bentonite is compact but as a result of piping and/or
erosion a channel can be formed within the bentonite
which in extreme cases enables continuous HS2 flow to
the canister surface. In this kind of situation HS2
concentrations at the canister surface can exceed the
ones normally present at the bentonite pore water.12
The temperature of the repository will be elevated for
thousands of years due to the decay heat of the spent
nuclear fuel. After about 10 000 years the temperature
will approach the natural temperature value. The
maximum temperature of the canister at the near field
will be reached about 20 years after the closure of the
repository site. Various simulations of the canister near
field has resulted that the maximum temperature rise at
the near field of canister for dry bentonite would be 81uC
Corrosion Engineering, Science and Technology
2014
VOL
49
NO
Sipila et al.
and for wet bentonite 66uC. This would mean that the
actual temperature of the canister near field would not
exceed 100uC.13 The resulted temperature along with the
mechanical stresses applied to the canister enable creep
phenomenon in the copper canister until the designed
gap between the insert and outer shell is closed by
deformation of copper shell.
Copper and copper based alloys have been shown to
be susceptible to sulphur induced intergranular attack at
temperatures beyond 100150uC.14 In 2008 a Japanese
research group reported that sulphide (HS2) can cause
intergranular stress corrosion cracking (IGSCC) in pure
copper under anoxic seawater conditions at T580uC.15
As a result of slow strain rate testing (SSRT) clear stress
corrosion cracks formed at sulphide concentration of
320 mg L21, whereas at lower concentrations of 160 and
32 mg L21 slits and crevasses were found, indicative of
intergranular attack. The weight loss samples indicated
also an increasing corrosion rate as a function of
sulphide concentration.
Later in a VTT study16 CT-specimens with a precrack were used instead of SSRT specimens, because of
the stress-strain state of a CT-specimen more closely
simulates that of the thick walled canister. Constant
load was used in contrast with the Japanese study. No
clear indication of crack growth caused by exposure to
sulphide (up to 200 mg L21 HS2) containing bentonite
pore water was found in the experiments. However,
post-test fractography with energy dispersive X-ray
spectroscopy (EDS) indicated high concentrations of
sulphur on the crack surfaces and transmission electron
microscope (TEM) studies indicated sulphur and chloride containing precipitates along grain boundaries some
0?3 mm below the fracture surface.17 This was taken as
an indication of sulphide/sulphur being able to diffuse
from Olkiluoto-type bentonite pore water into the
CuOFP grain boundaries which could cause embrittlement, e.g. stress corrosion cracking (SCC) and/or brittle
creep failure.
In this study the effect of sulphide exposure on the
mechanical properties of CuOFP and the diffusion of
sulphide from bentonite pore water into the copper
matrix are examined. Mechanical properties were
examined by conducting tensile, SSRT, constant load
and creep tests for reference materials and materials
exposed to sulphide containing artificial bentonite pore
water (ABW). The diffusion of sulphide to the copper
matrix was evaluated by using scanning electron
microscope (SEM)/EDS analysis.
Effect of sulphide exposure on mechanical properties of CuOFP
in the first batch a range of tensile samples were exposed
to ABW which constitution simulated the one present at
the Olkiluoto site (presented in Table 1) with sulphate
additions of 1, 10 and 200 mg L21. The exposure time
during this batch was 5 weeks. In the second batch
tensile specimens underwent first a plastic deformation
treatment (ca. 3540%) to simulate the effect where
bentonite clay swells and causes stresses and strains to
the copper canister. The amount of plastic deformation
is considered to be conservative since investigations of
insert lid under shearing have resulted in maximum
strain of 30%.18 After the deformation treatment the
specimens (both tensile and SEM/EDS coupons) were
exposed to ABW with sulphide addition of 200 mg L21
for 7 and 14 weeks. The tensile test results of each
environment and exposure time combinations are
calculated as average of three tensile specimens.
The constant load tests and SSRT test were conducted
simultaneously with the exposure to sulphide containing
ABW. The constant load tests were conducted with a
load of 20 N mm22 at ABW environment with sulphide
additions of 1 and 200 mg L21 and with notched
specimens. SSRT tests were conducted with a strain
rate of 2?461027 1 s21 at ABW environment with
sulphide addition of 200 mg L21. After the test samples
were etched with HCl to remove the sulphide layer and
the sides of the sample just above the point of fracture
were examined with SEM in order to define whether any
stress corrosion cracks had formed during the exposure
and loading.
Prior to the creep testing, rod formed samples with
50 mm gauge length were exposed to ABW containing
200 mg L21 sulphide for a five week period. The
temperature (215uC) and stress levels (125 and
115 MPa) used in creep tests were chosen to stay within
the power law creep regime. The creep tests were
performed according to the standard SFS-EN ISO
204. The surface films on exposed specimens were not
removed before starting the creep experiments. The test
arrangements and results have been described in detail
in.19
In examination of surface films SEM/EDS analyses
and optical microscopy (OM) were used. SEM was used
to examine the structure of the sulphide layer of the
coupons. The composition of the sulphide layer was
determined by performing EDS analyses on the cross
sectional area of the sample and at the surface of the
sample. The sample used in cross sectional study was
Table 1 Composition of articial groundwater
Experiments
The examined test material was the same as is planned to
be used in copper canister and was delivered by Posiva
Ltd. The composition of the used CuOFP was 99?993%
of Cu, 55 ppm P, 11?2 ppm Ag, 3?7 ppm S and 1?5 ppm
O. The addition of P in the canister material improves
the creep properties. The sample exposures were done in
a gas tight autoclave which had a servo-hydraulic
loading machine combined to it. This machine enables
simultaneous SSRT and constant load tests with the
sulphide exposure.
Tensile tests were conducted according to standard
SFS-EN ISO 6892-1. Flat tensile test specimens with 40
and 8 mm gauge length were used. Tensile testing of the
material was conducted in two different batches where
Concentration
Element
mg L21
mmol L21
Naz
Kz
Ca2z
Mg2z
Sr2z
B3z
SO422
Cl2
F2
Br2
I2
pH
4800
21
4000
54.6
35
0.92
4.2
14500
1.2
104.7
0.9
8.2
208.8
0.54
100
2.3
0.4
0.08
0.044
412.7
0.063
1.31
0.007
Corrosion Engineering, Science and Technology
2014
VOL
49
NO
411
Sipila et al.
Effect of sulphide exposure on mechanical properties of CuOFP
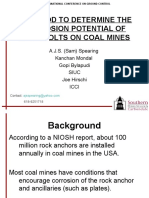
1 Surface structure of CuOFP coupon exposed to ABW
z 200 mg L21 HS2 for ve weeks
made from one of the coupons by cutting it in half after
which the cross sectional area was polished with micro
grit diamond paste. The sulphide film thickness formed
on the surfaces of the coupons was then examined with
OM.
Fracture surfaces of the exposed creep specimen were
analysed with EDS to determine whether sulphide can
diffuse into the bulk material. Three areas at about
0?5 mm inwards from the outer edge of the fracture
surface, three areas about 0?5 mm further inwards and
one area in the centre of the fracture surface were
analysed.
Results and discussion
The SEM picture presented in Fig. 1 shows the surface
appearance of a CuOFP coupon exposed to ABW z
200 mg L21 HS2 for five weeks. Optical examination
revealed that the samples were evenly covered with black
corrosion product layers. According to the SEM
analysis the surface film consists mainly of small crystals
in the few micron size scale. The analysis of the
corrosion layer thickness based on the cross sectional
sample gave an average thickness of 9?2 mm for the
formed corrosion product layer. The surface film
compositional analyses revealed that the sulphur concentration (about 8 at-%) was rather low in comparison
2 Effect of sulphide concentration to fracture strain (FS),
yield stress (YS) and ultimate tensile stress (UTS) of
CuOFP during ve week exposure
412
Corrosion Engineering, Science and Technology
2014
VOL
49
3 Effect of sulphide exposure in 200 mg L21 HS2 containing ABW to fracture strain (FS), yield stress (YS)
and ultimate tensile stress (UTS) as function of time at
room temperature on prestrained samples
to the presumed stoichiometric composition of Cu2S (i.e.
33 at-%). However, in the compositional analyses of a
cross-section of a similar sample a much higher sulphur
concentration within the surface film, i.e. 23 at-% was
found just a 2 mm distance from the very surface. The
low sulphur concentration and high oxygen concentration (30 at-%) on the sample surface may be result of
surface reacting with air during the sample storing
before EDS analysis. Small amounts of elements
apparently originating from the bentonite pore water
(Na, Mg, Cl and Ca) could be detected in the bulk
CuOFP metal when cross sectional sample was examined. However, these could be carry-over from the
surface film due to the polishing operation.
The tensile test results are presented in Fig. 2. There
seems to be a trend towards a higher yield stress and
ultimate tensile stress while fracture strain is decreased
as a function of increasing sulphide concentration in the
bentonite pore water. Based on the tensile test results
reported by Posiva Ltd for the same material lot (with
specimens extracted from the same piece of material but
at a distance of roughly 100 mm) there is a rather high
inherent scatter in tensile properties of the studied
material lot. However, it seems reasonable to conclude
even taking into account the scatter that there is some
4 Comparison of displacement (right axis) and displacement rate (left axis) during exposure to ABW z
1 mg L21 HS2 (green line) and ABW z 200 mg L21
HS2 (blue line)
NO
Sipila et al.
Effect of sulphide exposure on mechanical properties of CuOFP
6 Strain as function of time for two reference and
exposed samples (in 200 mg L21 HS2 containing ABW)
at 215uC
5 Grain boundaries opening near to point of fracture
after exposure to 200 mg L21 HS2 containing ABW for
seven week period
detrimental effect of exposure to bentonite pore water
with 200 mg L21 sulphide for five weeks on the tensile
properties of CuOFP.
When the effect of exposure time to the mechanical
properties was studied with prestrained samples it was
noticed that sulphide exposure had no effect on fracture
strain, but a slight decreasing effect on ultimate tensile
strength and yield strength as time increases (illustrated
in Fig. 3). Whether the decrease seen in ultimate tensile
strength and yield strength is real, experiments with
longer exposure times is required since the possible
diffusion of sulphide to the CuOFP matrix depends on
time.
During each 5 week exposure where the sulphide
additions were 1 and 200 mg L21 one circumferentially
notched specimen was kept under constant load.
Figure 4 shows the comparison of displacement for a
specimen exposed to bentonite pore water z
200 mg L21 HS2 and a specimen exposed to bentonite
pore water z1 mg L21 HS2 as a function of time. The
specimen exposed to the lower sulphide concentration
shows a smaller increase in displacement. To ensure the
degrading effect of sulphide more replicate measurements are required. The step-wise increase in displacement close to the end of exposure of specimen P1 was
caused by a small peak in loading (malfunction of the
servo-hydraulic loading machine). In SEM/EDS studies
of specimens P1 and P3 only traces of or no sulphur was
found on the fracture surface. This is in contradiction
with the earlier findings of high sulphur concentrations
on CT-specimen fracture surfaces.16
After the SSRT test the samples were examined with
SEM. No actual stress corrosion cracks were found but
slight opening of grain boundaries was detected on side
of the sample, near to the point of fracture, as shown in
Fig. 5. The current finding differs from the earlier results
presented by Taniguchi and Kawasaki where cracks
found at high sulphide concentrations were interpreted
to be stress corrosion cracks. This difference may result
from the different temperature used in the experiments.
The slightly opened grain boundaries were interpreted to
be the possible source of the observed minor degradation in mechanical properties during the tensile tests.
Figure 6 shows the creep curves, i.e. strain log(time)
curves. For the two stress levels at which the tests have
been completed (115 and 125 MPa), the reduction of
area, time to fracture and fracture strain all are
consistently smaller for the specimens that have been
pre-exposed to the sulphide containing bentonite pore
water. The creep test results at elevated temperature
seem to indicate a degradation of the mechanical
properties due to the pre-exposure. In order to
determine whether the variations in the obtained rupture
times between exposed and reference data are remarkable, the results were compared to publicly available
creep data presented by SKB.20 Owing to different
testing parameters used in creep tests the creep data
must be normalized. One way to normalise creep data is
to use the so-called Wilshire model.21 The creep results
seem to indicate a degrading effect of sulphide exposure
on the creep properties, but when normalised by using
Wilshire model and shown with data from various heats
and laboratories, the scatter between the different sets of
data is of the same magnitude as the difference between
the reference and exposed specimens in the present
study. Therefore, it cannot be distinguished whether the
sulphide exposure has a degrading effect on creep
properties of CuOFP or not at chosen stress levels and
temperature.
The fracture surfaces of pre-exposed samples were
examined with SEM. The morphology showed a typical
dimple structure, where voids have opened at sites of
internal particles. Also a compositional analysis was
performed with EDS on the fracture surfaces. As a result
S, Na, Cl and Ca (0?67, 2?96, 1?52 and 0?36 at-%
respectively) supposedly originating from the bentonite
pore water were found at the edges of the fracture
surfaces, but not at the areas more inwards. This would
indicate that no significant sulphur ingress into the
CuOFP matrix exists.
Conclusions
In this study only small concentrations or no sulphur at
all was found on fracture surfaces, in contradiction with
earlier studies with precracked CT-specimens under
constant load. It is suggested that the high concentrations found earlier may have been caused by the method
of opening up the fracture surfaces (i.e. post-exposure
fatigue in air) and that the in-diffusion of sulphide does
not take place with such a large scale as previously was
reported, if at all. Equipment with higher resolution is
required to confirm whether the sulphide concentrates
on the grain boundaries.
Corrosion Engineering, Science and Technology
2014
VOL
49
NO
413
Sipila et al.
Effect of sulphide exposure on mechanical properties of CuOFP
The tensile tests performed after the exposure to sulphide
containing bentonite pore water indicate a slight degrading
influence of the exposure on mechanical properties of
CuOFP. The effect of exposure time on the mechanical
properties of prestrained samples is not so evident at least at
relatively short (up to 14 weeks) exposure times. Whether
the decrease seen in ultimate tensile strength and yield
strength is genuine, experiments with longer exposure times
are required since the possible diffusion of sulphide to the
CuOFP matrix depends on time.
The SSRT tests indicated that CuOFP is not
susceptible to SCC when exposed to Olkiluoto site type
of bentonite pore water with 200 mg L21 sulphide
addition at room temperature. Only slight opening of
grain boundaries were found on the specimen surfaces
and no sulphide was found on the fracture surface of the
specimens. The slight opening of the grain boundaries
was interpreted to possibly cause the minor decrease in
mechanical properties of CuOFP. However it must be
stated that the obtained results do not exclude the fact
SCC would become possible at higher temperatures as it
was observed by Taniguchi and Kawasaki.
The creep test results presented within this paper seem
to indicate a degrading influence of the exposure to
sulphide containing bentonite pore water. However,
when compared with the publicly available creep data
on CuOFP from different heats and laboratories the
current finding is still within the scatter band.
Acknowledgements
7.
8.
9.
10.
11.
12.
13.
14.
16.
17.
References
1. B. Rosborg and L. Werme: The Swedish nuclear waste program
and the long-term corrosion behaviour of copper, J. Nucl. Mater.,
2008, 379, (13), 142153.
2. Long-term safety for KBS-3 repositories at Forsmark and
Laxemar a first evaluation, SKB, Technical Report TR-06-09.
620, 2006.
3. P. Wersin, L. H. Johnson, B. Schwyn U. Berner and E. Curti:
Redox conditions in the near field of a repository for SF/HLW
and ILW in Opalinus Clay, Technical Report 02-13, Nagra,
Switzerland, 38, 2003.
4. F. Grandia, C. Dome`nech, D. Arcos and L. Duro: Assessment of
the oxygen consumption in the backfill. Geochemical modelling in
Corrosion Engineering, Science and Technology
6.
15.
The authors wish to acknowledge the financial support
of the Swedish Radiation Safety Authority (SSM) and
the Finnish Research Programme on Nuclear Waste
Management (KYT2014).
414
5.
2014
VOL
49
18.
19.
20.
21.
NO
a saturated backfill. SKB report R-06-106, SKB, Stockholm,
Sweden. 37.
F. King, C. Lilja, K. Pedersen, P. Pitkanen and M. Vahanen: An
update of the state-of-the-art report on the corrosion of copper
under expected conditions in a deep geo-logic repository, Posiva
Report 2011-1, Posiva, Olkiluoto, Finland. 246, 2011.
B. Rosborg, T. Kosec, A. Kranjc, J. Pan and A. Legat:
Electrochemical impedance spectroscopy of pure copper exposed
in bentonite under oxic conditions, Electrochem. Acta, 2011, 56,
(23), 78627870.
J. Smith, Z. Qin, F. King, L. Werme and D. W. Shoeshmith:
Sulfide film formation on cop-per under electrochemical and
natural corrosion conditions, Corrosion, 2007, 63, (2), 135144.
J. Chen, Z. Qin and D. W. Shoesmith: Kinetics of corrosion film
growth on copper in neutral chloride solutions containing small
concentrations of sulfide, J. Electrochem. Soc., 2010, 157, C338
C345.
J. Chen, Z. Qin and D. W. Shoesmith: Rate controlling reactions
for copper corrosion in anaerobic aqueous sulphide solutions,
Corros. Eng. Sci. Technol., 2011, 46, 138141.
B. Pastina and P. Hella: Expected evolution of a spent nuclear fuel
repository at Olkiluoto, Posiva, Posiva technical report, TR-200605, 405, 2006.
S. Okabe, P. H. Nielsen, W. L. Jones and W. G. Characklis:
Sulfide product inhibition of Desulfovibrio Desulfuricans in batch
and continuous cultures, Water Res., 1995, 29, 571578.
A. Hedin: SKB Technical Report TR-06-09 Long-term safety for
KBS-3 repositories at Forsmark and Laxemar a first evaluation,
620, 2006.
H. Raiko: Thermal optimisation of the final disposal of spent
nuclear fuel, Helsinki, Finland. Posiva Oy, Report POSIVA-96-03,
54, 1996.
P. A. Korzhavyi, I. A. Abrikosov and B. Johansson: Theoretical
investigation of sulfur solubility in pure copper and dilute copperbased alloys, Acta Mater., 1999, 47, 14171424.
N. Taniguchi and M. Kawasaki: Influence of sulphide concentration on the corrosion behaviour of pure copper in synthetic
seawater, J. Nucl. Mater., 2008, 379, 154161.
E. Arilahti, T. Lehtikuusi, M. Olin, T. Saario and P. Varis:
Evidence for internal diffusion of sulphide from groundwater into
grain boundaries ahead of crack tip in Cu OFP copper, Corros.
Eng. Sci. Technol., 2011, 46, (2), 134137.
J. Pakarinen: (S)TEM analysis of OFP copper CT-tested in S
containing groundwater. VTT Research Report VTT-R-04957-11,
July, 2011 (public).
J. Hernelind: Shearing of copper canister at top and base, SKB
report, 53, 2014.
K. Sipila: The effect of sulphide-containing groundwater on creep
behaviour of copper, Masters dissertation, Tampere University of
Technology, 101z11 pp (in Finnish), December 2012.
stling and R. Sandstrom: Survey of creep properH. Andersson-O
ties of copper in-tended for nuclear waste disposal, SKB. Technical
Report TR-09-32. 96, 2009.
S. Holmstrom: Engineering tools for robust creep modeling, PhD
thesis, The Aalto University School of Science and Technology,
94z53 pp.
Das könnte Ihnen auch gefallen
- Scientific American Supplement, No. 470, January 3, 1885Von EverandScientific American Supplement, No. 470, January 3, 1885Noch keine Bewertungen
- Stress Application and The Effect On Creep of Copper: Karin Mannesson, Henrik C M Andersson-Östling Swerea KIMAB ABDokument25 SeitenStress Application and The Effect On Creep of Copper: Karin Mannesson, Henrik C M Andersson-Östling Swerea KIMAB ABHyeong-Ho KimNoch keine Bewertungen
- Asteman Influence of Water Vapor and Flow Rate On The High-Temperature OxidatioDokument16 SeitenAsteman Influence of Water Vapor and Flow Rate On The High-Temperature OxidatioAbigail GuerreroNoch keine Bewertungen
- Assessing The Risk of Under Deposit Chloride Induced Stress Corrosion Cracking in Austenitic Stainless Steel Nuclear Waste ContainersDokument6 SeitenAssessing The Risk of Under Deposit Chloride Induced Stress Corrosion Cracking in Austenitic Stainless Steel Nuclear Waste ContainersAnonymous 1hOgJqwZuzNoch keine Bewertungen
- SCOPUS.1-Super-hydrophobic Film Prepared On ZINC As Corrosion BarrierDokument8 SeitenSCOPUS.1-Super-hydrophobic Film Prepared On ZINC As Corrosion BarrierJOSE ANDRES FERNANDEZ O.Noch keine Bewertungen
- Electrochemical Behaviour of Copper-Nickel Alloy Cuni 90-10 in Chlorinated Seawater Under Stagnating ConditionsDokument16 SeitenElectrochemical Behaviour of Copper-Nickel Alloy Cuni 90-10 in Chlorinated Seawater Under Stagnating Conditionsyw_oulalaNoch keine Bewertungen
- Study on deposit formation model in sulfde‑containing natural gasDokument8 SeitenStudy on deposit formation model in sulfde‑containing natural gasaoudj salaheddineNoch keine Bewertungen
- Investigating The Mechanism Behind Ant Nest' Corrosion On Copper TubeDokument17 SeitenInvestigating The Mechanism Behind Ant Nest' Corrosion On Copper Tubeatique islamNoch keine Bewertungen
- Application of CuNi Alloy for Seawater ServiceDokument14 SeitenApplication of CuNi Alloy for Seawater ServicekarunaNoch keine Bewertungen
- CV Hysteresis ObsDokument5 SeitenCV Hysteresis ObsaarthijayakumarNoch keine Bewertungen
- Materials Letters: M.F. Morks, N.F. Fahim, I.S. ColeDokument5 SeitenMaterials Letters: M.F. Morks, N.F. Fahim, I.S. ColeDiegoMauricioSCNoch keine Bewertungen
- Cu-Ni Corrosion BehaviourDokument14 SeitenCu-Ni Corrosion BehaviourSivaraman VisvanathanNoch keine Bewertungen
- Electrochemical Corrosion Behavior of 2205 Duplex Stainless Steel in Hot Concentrated Seawater Under Vacuum ConditionsDokument10 SeitenElectrochemical Corrosion Behavior of 2205 Duplex Stainless Steel in Hot Concentrated Seawater Under Vacuum ConditionsmadacursaruNoch keine Bewertungen
- Oxide Film Characteristics on 304 SS under Varying Dissolved OxygenDokument8 SeitenOxide Film Characteristics on 304 SS under Varying Dissolved Oxygensm_carvalhoNoch keine Bewertungen
- 07 - Use of Sulfur Dioxide in Chinese Float-Glass Production Lines - Am C Society BulletinDokument5 Seiten07 - Use of Sulfur Dioxide in Chinese Float-Glass Production Lines - Am C Society BulletinCamelia Neagu-CogalniceanuNoch keine Bewertungen
- SS CorrosionDokument5 SeitenSS Corrosionsmab2162094Noch keine Bewertungen
- Corrosion Science: Rock-Hoon Jung, Hiroaki Tsuchiya, Shinji FujimotoDokument7 SeitenCorrosion Science: Rock-Hoon Jung, Hiroaki Tsuchiya, Shinji FujimotoCoolNoch keine Bewertungen
- Corrosion (1) .Monograph - Ica 2.01.00Dokument82 SeitenCorrosion (1) .Monograph - Ica 2.01.00riveram2013Noch keine Bewertungen
- Materials Corrosion - 2023 - Wersin - Unravelling The Corrosion Processes at Steel Bentonite Interfaces in in Situ TestsDokument12 SeitenMaterials Corrosion - 2023 - Wersin - Unravelling The Corrosion Processes at Steel Bentonite Interfaces in in Situ TestsOktavia AnggrainiNoch keine Bewertungen
- Galvanic Corrosion of High Alloy Stainless Steels in Sea WaterDokument6 SeitenGalvanic Corrosion of High Alloy Stainless Steels in Sea WaterdhlinvaNoch keine Bewertungen
- Synergistic Effect of NaCl and SO2 On The Initial Atmospheric Corrosion of Zinc Under Wet-Dry Cyclic ConditionsDokument17 SeitenSynergistic Effect of NaCl and SO2 On The Initial Atmospheric Corrosion of Zinc Under Wet-Dry Cyclic ConditionsNaci BolcaNoch keine Bewertungen
- RN Parkins-The Stress Corrosion Cracking of C-MN Steek Ub CO2-HCO3-CO3 Solutions I, Stress Corrosion DataDokument15 SeitenRN Parkins-The Stress Corrosion Cracking of C-MN Steek Ub CO2-HCO3-CO3 Solutions I, Stress Corrosion DataAlondra HermosoNoch keine Bewertungen
- An Experimental Study of Deposition of Suspended Magnetite in High Temperature-High Pressure Boiler Type..Dokument10 SeitenAn Experimental Study of Deposition of Suspended Magnetite in High Temperature-High Pressure Boiler Type..mini2018Noch keine Bewertungen
- Cifuentes L CorrosionDokument7 SeitenCifuentes L CorrosionRenzo Pinto MuñozNoch keine Bewertungen
- Minerals Engineering: E.M. Córdoba, J.A. Muñoz, M.L. Blázquez, F. González, A. BallesterDokument7 SeitenMinerals Engineering: E.M. Córdoba, J.A. Muñoz, M.L. Blázquez, F. González, A. BallesterCRISTOBAL MARTINEZ BUSSENIUNoch keine Bewertungen
- Corrosion Performances of Copper Bonded Ground ElectrodeDokument7 SeitenCorrosion Performances of Copper Bonded Ground Electrodechandraippa2Noch keine Bewertungen
- Department of Physics, North Carolina State University, Raleigh, North Carolina 27695-8202, USADokument26 SeitenDepartment of Physics, North Carolina State University, Raleigh, North Carolina 27695-8202, USAVibhor SoniNoch keine Bewertungen
- Impact of Phosphorus Gettering Parameters and Initial Iron Level On Silicon Solar Cell PropertiesDokument9 SeitenImpact of Phosphorus Gettering Parameters and Initial Iron Level On Silicon Solar Cell Propertiessoufi2009Noch keine Bewertungen
- Aisi 321 Stainless Steel Heater Tube in Heavy Crude Oil Failure AnalysisDokument8 SeitenAisi 321 Stainless Steel Heater Tube in Heavy Crude Oil Failure AnalysisPaul RosiahNoch keine Bewertungen
- Failure of 321 Stainless Steel Heater Tub - 2017 - Case Studies in Engineering FDokument8 SeitenFailure of 321 Stainless Steel Heater Tub - 2017 - Case Studies in Engineering Fchhoun boraNoch keine Bewertungen
- On The Theory of CO2 Corrosion Reactions - Investigating Their Interrelation With The Corrosion Products and API-X100 Steel MicrostructureDokument14 SeitenOn The Theory of CO2 Corrosion Reactions - Investigating Their Interrelation With The Corrosion Products and API-X100 Steel MicrostructureFaysal F. EliyanNoch keine Bewertungen
- Materials 14 06834 v3Dokument14 SeitenMaterials 14 06834 v3Dhani de EngineurNoch keine Bewertungen
- Alleviation of Copper Problems in Fossil PlantsDokument10 SeitenAlleviation of Copper Problems in Fossil PlantsYassine LemsyehNoch keine Bewertungen
- Electroleach MainDokument11 SeitenElectroleach MainChad IrungNoch keine Bewertungen
- Understanding Pitting Corrosion BehaviourofX-65CarbonSteelinCO2SaturatedEnvironmentsDokument29 SeitenUnderstanding Pitting Corrosion BehaviourofX-65CarbonSteelinCO2SaturatedEnvironmentspurnawanNoch keine Bewertungen
- Elemental Sulfur Corrosion of SteelDokument16 SeitenElemental Sulfur Corrosion of SteelJanina Rhea Lazo-CruzNoch keine Bewertungen
- 1 s2.0 S0010938X13005039 MainDokument4 Seiten1 s2.0 S0010938X13005039 MainDhanashekar ManickamNoch keine Bewertungen
- Corrosion Evolution of Scaled Rebar in Concrete Under Dry/Wet Cyclic Condition in 3.5% Nacl SolutionDokument15 SeitenCorrosion Evolution of Scaled Rebar in Concrete Under Dry/Wet Cyclic Condition in 3.5% Nacl Solutionjack21abNoch keine Bewertungen
- The Anodic Dissolution Processes of Copper in Sodium Fluoride SolutionDokument10 SeitenThe Anodic Dissolution Processes of Copper in Sodium Fluoride Solution戴海龙Noch keine Bewertungen
- Corrosion Science: Jin Xu, Kaixiong Wang, Cheng Sun, Fuhui Wang, Ximing Li, Jiaxing Yang, Changkun YuDokument9 SeitenCorrosion Science: Jin Xu, Kaixiong Wang, Cheng Sun, Fuhui Wang, Ximing Li, Jiaxing Yang, Changkun YuAnushri VaidyaNoch keine Bewertungen
- Effect of Chlorine-Containing Species On Lead/acid Battery PostsDokument6 SeitenEffect of Chlorine-Containing Species On Lead/acid Battery Postshossein kianiNoch keine Bewertungen
- Accelerated Atmospheric Corrosion of Copper and Copper AlloysDokument9 SeitenAccelerated Atmospheric Corrosion of Copper and Copper AlloysÁlvaro JaraNoch keine Bewertungen
- Effects of Chloride and Carbonate On Corrosion of API-X100 Pipeline SteelDokument6 SeitenEffects of Chloride and Carbonate On Corrosion of API-X100 Pipeline SteelFaysal F. EliyanNoch keine Bewertungen
- Temperature Effect On Seawater Immersion Corrosion of 90-10 Copper-Nickel AlloyDokument12 SeitenTemperature Effect On Seawater Immersion Corrosion of 90-10 Copper-Nickel Alloyyw_oulalaNoch keine Bewertungen
- Mechanism of Atmospheric RustingDokument20 SeitenMechanism of Atmospheric Rustingarman mohammadiNoch keine Bewertungen
- Effect of H2S on Crevice Corrosion of Stainless Steels in NaCl SolutionsDokument12 SeitenEffect of H2S on Crevice Corrosion of Stainless Steels in NaCl SolutionspritzelpdfNoch keine Bewertungen
- A Method To Determine The Corrosion Potential of Rock Bolts On Coal MinesDokument36 SeitenA Method To Determine The Corrosion Potential of Rock Bolts On Coal MinesJulio LópezNoch keine Bewertungen
- Electrochemical Characteristics of An Austenitic Stainless Steel Under Simulated Solution Film Formed in Marine AtmosphereDokument8 SeitenElectrochemical Characteristics of An Austenitic Stainless Steel Under Simulated Solution Film Formed in Marine AtmosphereShashank RajoriaNoch keine Bewertungen
- Surface and Interface Analysis Volume 34 Issue 1 2002 (Doi 10.1002 - Sia.1278) P. A. Zhdan J. E. Castle - Corrosion of Brass in Ultrapure Water PDFDokument5 SeitenSurface and Interface Analysis Volume 34 Issue 1 2002 (Doi 10.1002 - Sia.1278) P. A. Zhdan J. E. Castle - Corrosion of Brass in Ultrapure Water PDFVaishnavi SinghNoch keine Bewertungen
- Fabrication of Superhydophobic micro-needleZnO Surface As Corrosion Barrier in Simulated Condensation EnvironmentDokument8 SeitenFabrication of Superhydophobic micro-needleZnO Surface As Corrosion Barrier in Simulated Condensation EnvironmentNiroshanNoch keine Bewertungen
- A02 16 L Carpen PDFDokument7 SeitenA02 16 L Carpen PDFNitin BuZzNoch keine Bewertungen
- Behaviour of Stainless SteelDokument15 SeitenBehaviour of Stainless SteelSuresh KumarNoch keine Bewertungen
- Interfacial Reactions of Chalcopyrite in Ammonia SolutionDokument11 SeitenInterfacial Reactions of Chalcopyrite in Ammonia SolutionJuan CachayaNoch keine Bewertungen
- Hanninen - Hydrogen and Irradiation Embrittlement - HänninenDokument51 SeitenHanninen - Hydrogen and Irradiation Embrittlement - HänninenWBNoch keine Bewertungen
- Ijct 16 (3) 216-220 PDFDokument5 SeitenIjct 16 (3) 216-220 PDFrapidremi100% (1)
- CS Corrosion Rates in Persic SeawaterDokument17 SeitenCS Corrosion Rates in Persic SeawaterNarvis RinconNoch keine Bewertungen
- FNCES'12 Conference Photoelectrochemical Hydrogen Evolution on Copper SurfacesDokument8 SeitenFNCES'12 Conference Photoelectrochemical Hydrogen Evolution on Copper SurfacesDalthon Choque CalcinaNoch keine Bewertungen
- Assessment of Galvanic Corrosion in Galvanic Couples of Sensitized and Nonsensitized AISI Type 304 Stainless Steel in Nitric AcidDokument12 SeitenAssessment of Galvanic Corrosion in Galvanic Couples of Sensitized and Nonsensitized AISI Type 304 Stainless Steel in Nitric AcidRangga KomaraNoch keine Bewertungen
- Nowak p43-50 98Dokument8 SeitenNowak p43-50 98mauricio rojas alvarezNoch keine Bewertungen
- Monel Sheathing Technial PaperDokument15 SeitenMonel Sheathing Technial Paperharan2000Noch keine Bewertungen
- Pressurized Water Reactor Secondary Water Chemistry Guidelines-Revision 7Dokument351 SeitenPressurized Water Reactor Secondary Water Chemistry Guidelines-Revision 7Anonymous 1hOgJqwZuzNoch keine Bewertungen
- Pub1494 Web PDFDokument115 SeitenPub1494 Web PDFAnonymous 1hOgJqwZuzNoch keine Bewertungen
- An Overview of Gas Research in Support of The UK Geological Disposal ProgrammeDokument8 SeitenAn Overview of Gas Research in Support of The UK Geological Disposal ProgrammeAnonymous 1hOgJqwZuzNoch keine Bewertungen
- TR 16 15 PDFDokument314 SeitenTR 16 15 PDFAnonymous 1hOgJqwZuzNoch keine Bewertungen
- Cebama 2016 03 D1.03 WP1 ExpStudies StateOfTheArt PDFDokument237 SeitenCebama 2016 03 D1.03 WP1 ExpStudies StateOfTheArt PDFAnonymous 1hOgJqwZuzNoch keine Bewertungen
- NP 2656Dokument294 SeitenNP 2656Anonymous 1hOgJqwZuzNoch keine Bewertungen
- The NUMO Structured Approach To HLW Disposal in JapanDokument44 SeitenThe NUMO Structured Approach To HLW Disposal in JapanAnonymous 1hOgJqwZuzNoch keine Bewertungen
- Darlington Refurbisment - LILW ManagementDokument69 SeitenDarlington Refurbisment - LILW ManagementAnonymous 1hOgJqwZuzNoch keine Bewertungen
- Pub1483 WebDokument124 SeitenPub1483 WebAnonymous 1hOgJqwZuzNoch keine Bewertungen
- Combined Heavy Water Upgrading and Detritiation For CANDU Applications PDFDokument12 SeitenCombined Heavy Water Upgrading and Detritiation For CANDU Applications PDFAnonymous 1hOgJqwZuzNoch keine Bewertungen
- 15 - Chemistry in CANDU Process SystemsDokument48 Seiten15 - Chemistry in CANDU Process SystemsAnonymous 1hOgJqwZuzNoch keine Bewertungen
- PPChem 2015 17 06 342-353 NewDokument12 SeitenPPChem 2015 17 06 342-353 NewyogaNoch keine Bewertungen
- PerfectDokument8 SeitenPerfectAnonymous 1hOgJqwZuzNoch keine Bewertungen
- Cdna12526enc 001Dokument170 SeitenCdna12526enc 001Anonymous 1hOgJqwZuzNoch keine Bewertungen
- Alavi 2009Dokument16 SeitenAlavi 2009Anonymous 1hOgJqwZuzNoch keine Bewertungen
- Evaluation of Facilities Handling Tritium Info-0796 eDokument49 SeitenEvaluation of Facilities Handling Tritium Info-0796 eAnonymous 1hOgJqwZuzNoch keine Bewertungen
- GP Report-Thompson-CANDU6 PDFDokument66 SeitenGP Report-Thompson-CANDU6 PDFAnonymous 1hOgJqwZuzNoch keine Bewertungen
- Fusion Engineering and DesignDokument5 SeitenFusion Engineering and DesignAnonymous 1hOgJqwZuzNoch keine Bewertungen
- REGDOC 2 6 3 Fitness For Service Aging Management EngDokument36 SeitenREGDOC 2 6 3 Fitness For Service Aging Management EngAnonymous 1hOgJqwZuzNoch keine Bewertungen
- Epri HXDokument300 SeitenEpri HXAnonymous 1hOgJqwZuz100% (1)
- REGDOC 2 3 3 Periodic Safety Reviews EngDokument23 SeitenREGDOC 2 3 3 Periodic Safety Reviews EngAnonymous 1hOgJqwZuzNoch keine Bewertungen
- Overview of Iaea Project On Safety Aspects of NPP Ageing Jaroslav Pachner Division of Nuclear Installation Safety, IAEADokument10 SeitenOverview of Iaea Project On Safety Aspects of NPP Ageing Jaroslav Pachner Division of Nuclear Installation Safety, IAEAAnonymous 1hOgJqwZuzNoch keine Bewertungen
- TF PDFDokument4 SeitenTF PDFAnonymous 1hOgJqwZuzNoch keine Bewertungen
- Introduction To Wolsong Tritium Removal Facility (WTRF)Dokument2 SeitenIntroduction To Wolsong Tritium Removal Facility (WTRF)Anonymous 1hOgJqwZuzNoch keine Bewertungen
- Responses To Questions Fifth Report Joint Convention Safety of Spent Fuel Management and Safety of Radioactive WasteDokument109 SeitenResponses To Questions Fifth Report Joint Convention Safety of Spent Fuel Management and Safety of Radioactive WasteAnonymous 1hOgJqwZuzNoch keine Bewertungen
- C in Radioactive Waste For Decommissioning of The Ignalina Nuclear Power PlantDokument8 SeitenC in Radioactive Waste For Decommissioning of The Ignalina Nuclear Power PlantAnonymous 1hOgJqwZuzNoch keine Bewertungen
- Evaluation of Facilities Handling Tritium Info-0796 eDokument49 SeitenEvaluation of Facilities Handling Tritium Info-0796 eAnonymous 1hOgJqwZuzNoch keine Bewertungen
- 22068939Dokument146 Seiten22068939Anonymous 1hOgJqwZuzNoch keine Bewertungen
- Journal of Nuclear Materials: A 1 A B B B B C C C D D e F F G G A BDokument4 SeitenJournal of Nuclear Materials: A 1 A B B B B C C C D D e F F G G A BAnonymous 1hOgJqwZuzNoch keine Bewertungen
- Fusion Engineering and Design: Preliminary Results From A Detritiation Facility Dedicated To Soft Housekeeping WasteDokument5 SeitenFusion Engineering and Design: Preliminary Results From A Detritiation Facility Dedicated To Soft Housekeeping WasteAnonymous 1hOgJqwZuzNoch keine Bewertungen
- AIGOSTAR 300000HFA Panini Maker NoticeDokument9 SeitenAIGOSTAR 300000HFA Panini Maker NoticeSYLVIENoch keine Bewertungen
- Palm Oil MSDSDokument5 SeitenPalm Oil MSDSCaliche Omn100% (1)
- Product Catalog - YEWS Screw Chiller - EN - PUBL7578 (0315)Dokument7 SeitenProduct Catalog - YEWS Screw Chiller - EN - PUBL7578 (0315)srmohapatra5086100% (1)
- Chapter 4 - Kinematics of Mechanisms - 1Dokument52 SeitenChapter 4 - Kinematics of Mechanisms - 1ﺃﻧﺲﺻﺪﻳﻖNoch keine Bewertungen
- METAL ORGANIC FRAMEWORKS (MOFs)Dokument8 SeitenMETAL ORGANIC FRAMEWORKS (MOFs)FabianCcahuanaAymaNoch keine Bewertungen
- TDS MasterRheobuilld-623Dokument2 SeitenTDS MasterRheobuilld-623Taposh PaulNoch keine Bewertungen
- Automatic ingot feeder streamlines aluminum productionDokument6 SeitenAutomatic ingot feeder streamlines aluminum productionPooja BanNoch keine Bewertungen
- Tutorial 7 - Kinetics - SOLUTIONSDokument5 SeitenTutorial 7 - Kinetics - SOLUTIONSJustin Chuong NguyenNoch keine Bewertungen
- GLXXMobil Vacuoline 100 SeriesDokument3 SeitenGLXXMobil Vacuoline 100 SeriesAdrian RoperoNoch keine Bewertungen
- Pds - Glenium C 317Dokument2 SeitenPds - Glenium C 317Doby YuniardiNoch keine Bewertungen
- S# Isin CFI Code (As Per New ISO) Security Name Security Symbol Sector Name Security Type StatusDokument25 SeitenS# Isin CFI Code (As Per New ISO) Security Name Security Symbol Sector Name Security Type StatusahmedalishNoch keine Bewertungen
- The Introduction of Sterilization PouchesDokument3 SeitenThe Introduction of Sterilization PouchesjarzloniezNoch keine Bewertungen
- Experiment of Reinforce Concrete Beams at Different Loading RatesDokument8 SeitenExperiment of Reinforce Concrete Beams at Different Loading RateskapolaNoch keine Bewertungen
- Covalent Bonding in ElementsDokument31 SeitenCovalent Bonding in ElementsOsmany Madrigal100% (1)
- Saudi Aramco furnace dryout inspection checklistDokument4 SeitenSaudi Aramco furnace dryout inspection checklistAnonymous S9qBDVky0% (1)
- Transporte IntermodalDokument8 SeitenTransporte IntermodalDavid LatorreNoch keine Bewertungen
- Carbide ToolingDokument90 SeitenCarbide ToolingHuron Industrial SupplyNoch keine Bewertungen
- OMEGA AIR-Process and Sterile Filtration - EN - 950119Dokument12 SeitenOMEGA AIR-Process and Sterile Filtration - EN - 950119Junaid AhmedNoch keine Bewertungen
- KSB OmegaDokument2 SeitenKSB OmegaAnne 90Noch keine Bewertungen
- A404 (30TH), A413, A470, A670 (31TH) : 3 Speed FWD Lock Up & Non Lock UpDokument4 SeitenA404 (30TH), A413, A470, A670 (31TH) : 3 Speed FWD Lock Up & Non Lock Up2791957Noch keine Bewertungen
- Ten Points For Safe LiftDokument8 SeitenTen Points For Safe LifthazopmanNoch keine Bewertungen
- Pakistan Steel Marketing DepartmentDokument5 SeitenPakistan Steel Marketing DepartmentHamid NaveedNoch keine Bewertungen
- An Accelerator Free Peroxide Vulcanization TechniqueDokument17 SeitenAn Accelerator Free Peroxide Vulcanization TechniqueClinton ThomsonNoch keine Bewertungen
- Overall Heat Transfer CoefficientDokument3 SeitenOverall Heat Transfer CoefficientcordobaluisfNoch keine Bewertungen
- CNC Instructables PDFDokument13 SeitenCNC Instructables PDFNadim AhmedNoch keine Bewertungen
- ITA - Design Guidelines WaterproofingDokument74 SeitenITA - Design Guidelines WaterproofingDiana Cristina100% (1)
- Cost Estimate For 2 - Storey Residential 10.13.22Dokument17 SeitenCost Estimate For 2 - Storey Residential 10.13.22Regie JoaquinNoch keine Bewertungen
- Specification For Carbon-Manganese Steel Sheet and Strip (Softened) (For Use in The Softened Condition: 460/600 Mpa) (Suitable For Welding)Dokument8 SeitenSpecification For Carbon-Manganese Steel Sheet and Strip (Softened) (For Use in The Softened Condition: 460/600 Mpa) (Suitable For Welding)Stanislav PerevezentsevNoch keine Bewertungen
- AcknowledgementDokument4 SeitenAcknowledgementEndalkachew AddisNoch keine Bewertungen
- Tom Wheatley Swing Check Valves PDFDokument28 SeitenTom Wheatley Swing Check Valves PDFIjaz AhmedNoch keine Bewertungen