Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Aircraftdesigngroup PDFDokument1 SeiteAircraftdesigngroup PDFsugiNoch keine Bewertungen
- Course Specifications: Fire Investigation and Failure Analysis (E901313)Dokument2 SeitenCourse Specifications: Fire Investigation and Failure Analysis (E901313)danateoNoch keine Bewertungen
- 18PGHR11 - MDI - Aditya JainDokument4 Seiten18PGHR11 - MDI - Aditya JainSamanway BhowmikNoch keine Bewertungen
- Mid Term Exam 1Dokument2 SeitenMid Term Exam 1Anh0% (1)
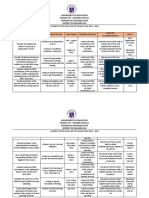
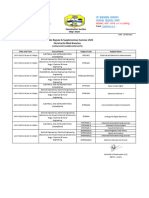
- Action Plan Lis 2021-2022Dokument3 SeitenAction Plan Lis 2021-2022Vervie BingalogNoch keine Bewertungen
- Office Storage GuideDokument7 SeitenOffice Storage Guidebob bobNoch keine Bewertungen
- Feasibility Study of Diethyl Sulfate ProductionDokument3 SeitenFeasibility Study of Diethyl Sulfate ProductionIntratec SolutionsNoch keine Bewertungen
- General Diesel Engine Diagnostic Guide PDFDokument3 SeitenGeneral Diesel Engine Diagnostic Guide PDFan0th3r_0n3Noch keine Bewertungen
- GR L-38338Dokument3 SeitenGR L-38338James PerezNoch keine Bewertungen
- 4th Sem Electrical AliiedDokument1 Seite4th Sem Electrical AliiedSam ChavanNoch keine Bewertungen
- TSB 120Dokument7 SeitenTSB 120patelpiyushbNoch keine Bewertungen
- Ingles Avanzado 1 Trabajo FinalDokument4 SeitenIngles Avanzado 1 Trabajo FinalFrancis GarciaNoch keine Bewertungen
- Draft Contract Agreement 08032018Dokument6 SeitenDraft Contract Agreement 08032018Xylo SolisNoch keine Bewertungen
- Loading N Unloading of Tanker PDFDokument36 SeitenLoading N Unloading of Tanker PDFKirtishbose ChowdhuryNoch keine Bewertungen
- Electricity 10thDokument45 SeitenElectricity 10thSuryank sharmaNoch keine Bewertungen
- P 1 0000 06 (2000) - EngDokument34 SeitenP 1 0000 06 (2000) - EngTomas CruzNoch keine Bewertungen
- PCDokument4 SeitenPCHrithik AryaNoch keine Bewertungen
- A Review Paper On Improvement of Impeller Design A Centrifugal Pump Using FEM and CFDDokument3 SeitenA Review Paper On Improvement of Impeller Design A Centrifugal Pump Using FEM and CFDIJIRSTNoch keine Bewertungen
- Cabling and Connection System PDFDokument16 SeitenCabling and Connection System PDFLyndryl ProvidoNoch keine Bewertungen
- Audit Certificate: (On Chartered Accountant Firm's Letter Head)Dokument3 SeitenAudit Certificate: (On Chartered Accountant Firm's Letter Head)manjeet mishraNoch keine Bewertungen
- Section 8 Illustrations and Parts List: Sullair CorporationDokument1 SeiteSection 8 Illustrations and Parts List: Sullair CorporationBisma MasoodNoch keine Bewertungen
- CSEC Jan 2011 Paper 1Dokument8 SeitenCSEC Jan 2011 Paper 1R.D. KhanNoch keine Bewertungen
- Rofi Operation and Maintenance ManualDokument3 SeitenRofi Operation and Maintenance ManualSteve NewmanNoch keine Bewertungen
- Star Link SafetyDokument2 SeitenStar Link SafetyJeronimo FernandezNoch keine Bewertungen
- Experiment On Heat Transfer Through Fins Having Different NotchesDokument4 SeitenExperiment On Heat Transfer Through Fins Having Different NotcheskrantiNoch keine Bewertungen
- Unit 1Dokument3 SeitenUnit 1beharenbNoch keine Bewertungen
- Embedded Systems DesignDokument576 SeitenEmbedded Systems Designnad_chadi8816100% (4)
- Bajaj Allianz InsuranceDokument93 SeitenBajaj Allianz InsuranceswatiNoch keine Bewertungen
- TAB Procedures From An Engineering FirmDokument18 SeitenTAB Procedures From An Engineering Firmtestuser180Noch keine Bewertungen
- Sample Annual BudgetDokument4 SeitenSample Annual BudgetMary Ann B. GabucanNoch keine Bewertungen