Das könnte Ihnen auch gefallen
- Handbook of Air Pollution Prevention and ControlVon EverandHandbook of Air Pollution Prevention and ControlBewertung: 5 von 5 Sternen5/5 (2)
- Blackpool TableDokument64 SeitenBlackpool TableLuxna SureshNoch keine Bewertungen
- ASHRAE - Demand-Based Control of Lab Air Change RatesDokument9 SeitenASHRAE - Demand-Based Control of Lab Air Change RatesalbrgmailNoch keine Bewertungen
- Scba UkDokument167 SeitenScba UkVikas NaikNoch keine Bewertungen
- Producing Nitrogen Via PSADokument5 SeitenProducing Nitrogen Via PSAKaten MistryNoch keine Bewertungen
- Boring Deep Tunnels: R.W - Bill Hamilton Edm Ond KayDokument6 SeitenBoring Deep Tunnels: R.W - Bill Hamilton Edm Ond KayAbdul MuhaiminNoch keine Bewertungen
- Chemical Engineering - April 2013Dokument1 SeiteChemical Engineering - April 2013Tissa1969Noch keine Bewertungen
- Onsite Production of Medical Air - Is Purity A ProblemDokument3 SeitenOnsite Production of Medical Air - Is Purity A ProblemViviania BitencourtNoch keine Bewertungen
- Air Pollution Monitoring Laboratory Schulte UNLDokument11 SeitenAir Pollution Monitoring Laboratory Schulte UNLMira FazziraNoch keine Bewertungen
- 4.2 Air QualityDokument23 Seiten4.2 Air QualityOmoyungbo Olatoun OlamideNoch keine Bewertungen
- OSHA Accident InvestigationDokument8 SeitenOSHA Accident InvestigationNeel VaderaNoch keine Bewertungen
- Cryogenic Air Separation Safe Design and Operation of An ASUDokument18 SeitenCryogenic Air Separation Safe Design and Operation of An ASUMohamed JalalaNoch keine Bewertungen
- ISRP InhalAirflMeasDokument20 SeitenISRP InhalAirflMeasBibbity123Noch keine Bewertungen
- PSA Nitrogen GenerationDokument19 SeitenPSA Nitrogen GenerationKaten Mistry100% (1)
- Pulmonary Function Testing - Spirometry, Lung Volume Determination, Diffusing Capacity of Lung For Carbon MonoxideDokument4 SeitenPulmonary Function Testing - Spirometry, Lung Volume Determination, Diffusing Capacity of Lung For Carbon MonoxideRundNoch keine Bewertungen
- Low Flow Anestesi 5 Juli 2022 NewDokument34 SeitenLow Flow Anestesi 5 Juli 2022 Newrahmanrais91Noch keine Bewertungen
- Nitrogen Blanketing For Storage and TransportationDokument5 SeitenNitrogen Blanketing For Storage and TransportationHoang-Vu BuiNoch keine Bewertungen
- Compressedair ADokument9 SeitenCompressedair ABValidNoch keine Bewertungen
- World Bank Environmental and Occupational and Health Standards Thermal PowerDokument3 SeitenWorld Bank Environmental and Occupational and Health Standards Thermal PowerPower PowerNoch keine Bewertungen
- CO2 Carbon Dioxide Gas Exposure LimitsDokument6 SeitenCO2 Carbon Dioxide Gas Exposure LimitsRanga VamshiNoch keine Bewertungen
- Enclosed SpaceDokument0 SeitenEnclosed SpaceAnonymous 4ylE57C6Noch keine Bewertungen
- GAS DETECTION Technology & ApplicationDokument52 SeitenGAS DETECTION Technology & ApplicationTammanurRaviNoch keine Bewertungen
- The Experimental Study of A New Pressure Equalization Step in The Pressure Swing Adsorption Cycle of A Portable Oxygen ConcentratorDokument10 SeitenThe Experimental Study of A New Pressure Equalization Step in The Pressure Swing Adsorption Cycle of A Portable Oxygen Concentratorرنا حركاتيNoch keine Bewertungen
- CHAPTER 10 Air SamplingDokument83 SeitenCHAPTER 10 Air Samplingdaniellewisat7387100% (1)
- Nitrogen Blanketing For Storage and TransportationDokument5 SeitenNitrogen Blanketing For Storage and Transportationwferry27100% (2)
- Limiting Oxygen Concentrations of Gases: Process Safety Progress (Vol.35, No.1) March 2016 107Dokument8 SeitenLimiting Oxygen Concentrations of Gases: Process Safety Progress (Vol.35, No.1) March 2016 107missa ltqtcbm5Noch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument15 SeitenDisclosure To Promote The Right To InformationKrishna SrikanthNoch keine Bewertungen
- Carbon Monoxide Research PaperDokument4 SeitenCarbon Monoxide Research Paperfvfmxb2y100% (1)
- 046 - SV 2008 3 Suppl 1 S 33 - 36Dokument4 Seiten046 - SV 2008 3 Suppl 1 S 33 - 36Lee SakieNoch keine Bewertungen
- Oxygen Deficiency Hazards (ODH), System Classification and ControlsDokument22 SeitenOxygen Deficiency Hazards (ODH), System Classification and ControlsLee Koon PengNoch keine Bewertungen
- Field Experience of Ultrasonic Flow Meter Use in CO2-Rich ApplicationsDokument15 SeitenField Experience of Ultrasonic Flow Meter Use in CO2-Rich ApplicationsdinsterNoch keine Bewertungen
- Compressed Gases in Pharmaceutical FacilitiesDokument7 SeitenCompressed Gases in Pharmaceutical Facilitiesraju1559405Noch keine Bewertungen
- IVT Network - Microbiological Assessment of Compressed Gases in Pharmaceutical Facilities - 2015-08-17Dokument7 SeitenIVT Network - Microbiological Assessment of Compressed Gases in Pharmaceutical Facilities - 2015-08-17Youstina PhillipeNoch keine Bewertungen
- BUS 401, ASSISSMENT 1 (Electric Bus)Dokument3 SeitenBUS 401, ASSISSMENT 1 (Electric Bus)SantoshKumarNoch keine Bewertungen
- The Impact of Ventilation On Air Quality in Indoor Ice Skating ArenasDokument6 SeitenThe Impact of Ventilation On Air Quality in Indoor Ice Skating ArenasJacob ChezzNoch keine Bewertungen
- Gas SeparationDokument9 SeitenGas Separationpkelut20Noch keine Bewertungen
- D 2914 - 01 Rdi5mtqDokument14 SeitenD 2914 - 01 Rdi5mtqHumberto GutierrezNoch keine Bewertungen
- tmpBB7B TMPDokument34 SeitentmpBB7B TMPFrontiersNoch keine Bewertungen
- 02A Mine GasesDokument49 Seiten02A Mine GasesNandika Reza FaisalNoch keine Bewertungen
- Co 2 Position PaperDokument6 SeitenCo 2 Position PaperMuhammad Faheem ShahbazNoch keine Bewertungen
- International Space Station: Below 1%Dokument1 SeiteInternational Space Station: Below 1%tinkuNoch keine Bewertungen
- ETO Explosion Case Study 2004Dokument6 SeitenETO Explosion Case Study 2004James TaylorNoch keine Bewertungen
- Air Pollution - 1940s, 1950sDokument6 SeitenAir Pollution - 1940s, 1950siocsachinNoch keine Bewertungen
- PAS95-2011-Specification Draft - Hypoxic Fire Prevention Systems For Occupied Spaces PDFDokument40 SeitenPAS95-2011-Specification Draft - Hypoxic Fire Prevention Systems For Occupied Spaces PDFJarrod CurrinNoch keine Bewertungen
- Osha 1005Dokument41 SeitenOsha 1005Iman MaanaiyaNoch keine Bewertungen
- Ambient Air GuidelinesDokument15 SeitenAmbient Air GuidelinesfridzNoch keine Bewertungen
- Asu 12 11 Pap BocDokument30 SeitenAsu 12 11 Pap Bocsudhakarrajam2002Noch keine Bewertungen
- BODDokument7 SeitenBODIrfan AhmedNoch keine Bewertungen
- Epa CertificationDokument124 SeitenEpa Certificationplumbguru100% (5)
- Methods For Measurement of Emission From Stationary Sources Methods For Measurement of Emission From Stationary SourcesDokument10 SeitenMethods For Measurement of Emission From Stationary Sources Methods For Measurement of Emission From Stationary SourcesVinodVaghaniNoch keine Bewertungen
- Relief Valves and VentsDokument16 SeitenRelief Valves and Ventsdp75Noch keine Bewertungen
- Clean Air Act JonathanDokument6 SeitenClean Air Act Jonathanapi-26570979Noch keine Bewertungen
- Nitric AcidDokument31 SeitenNitric AcidBon Bon100% (1)
- PSV NoiseDokument8 SeitenPSV Noisechemsac2Noch keine Bewertungen
- Producing Nitrogen Via Pressure Swing Adsorption ArticleDokument5 SeitenProducing Nitrogen Via Pressure Swing Adsorption Articledhlinva100% (1)
- Oxygen Reduction SystemDokument38 SeitenOxygen Reduction SystemAndrew JacksonNoch keine Bewertungen
- Demand-Based Control of Lab Air Change Rates: by Gordon P. Sharp, Member ASHRAEDokument9 SeitenDemand-Based Control of Lab Air Change Rates: by Gordon P. Sharp, Member ASHRAEsuhasNoch keine Bewertungen
- Air Quality ManagementVon EverandAir Quality ManagementSuresh T. NesaratnamNoch keine Bewertungen
- Method Statement For Insulation Works and JacketingDokument8 SeitenMethod Statement For Insulation Works and JacketingThomas100% (8)
- Risk Assessment - ScaffoldingDokument4 SeitenRisk Assessment - ScaffoldingThomasNoch keine Bewertungen
- Method Statement For Hot Tapping Rev 0Dokument9 SeitenMethod Statement For Hot Tapping Rev 0Thomas100% (4)
- Atmosphere Management: O Consumption (CFM) CO Production (CFM) Activity SourceDokument16 SeitenAtmosphere Management: O Consumption (CFM) CO Production (CFM) Activity SourceThomasNoch keine Bewertungen
- Guidelineforgasturbineinletairfiltrationsystems 1Dokument116 SeitenGuidelineforgasturbineinletairfiltrationsystems 1ThomasNoch keine Bewertungen
- MCQ ExamDokument9 SeitenMCQ ExamAnup Lal RajbahakNoch keine Bewertungen
- Risk Assessment FormDokument3 SeitenRisk Assessment FormThomas100% (1)
- List of Tools and TacklesDokument3 SeitenList of Tools and TacklesThomas80% (5)
- 1000 MCQ Bank QuestionsDokument157 Seiten1000 MCQ Bank Questionsapi-2629165193% (59)
- Endo Problems SolvedDokument5 SeitenEndo Problems SolvedThomas100% (1)
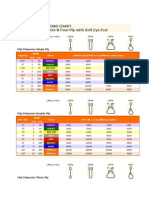
- Webbing Sling Load ChartDokument2 SeitenWebbing Sling Load ChartThomas100% (1)
- For Overseas DentistsDokument11 SeitenFor Overseas DentistsThomasNoch keine Bewertungen
- HCG LevelsDokument1 SeiteHCG LevelsThomasNoch keine Bewertungen